

تصنيف, عملية الإنتاج والخصائص الميكانيكية لأنابيب الصلب غير الملحومة
يوليو 5, 2022
الأنابيب الفولاذية هي أنابيب أسطوانية
يوليو 8, 2022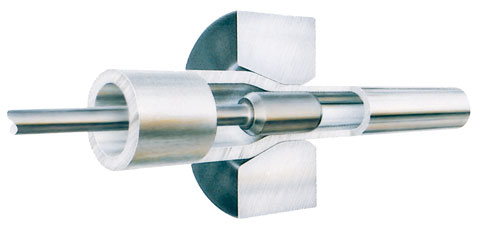
تتناول هذه الورقة تشوه الدقة غير الملحومة أنابيب أثناء عملية الرسم على البارد, باستخدام طرق العناصر المحدودة. ال
يتم مقارنة قيمة الإجهاد التي تم الحصول عليها عن طريق القياس المجسم لدرجة تشوه حدود الحبوب مع نتيجة المحاكاة لكل منهما
تمرير الرسم. كانت المادة المختارة هي درجة الفولاذ E235 و E355, المستمدة من البعد الأولي لـ 70 x 6.3 مم إلى النهائي
بعد F 50 x 3.75 مم بتمريرتين. FEM Software DEFORM 2D مع طريقة لاغرانج تستخدم للتحليلات العددية للبرد
عملية الرسم.
1 مقدمة
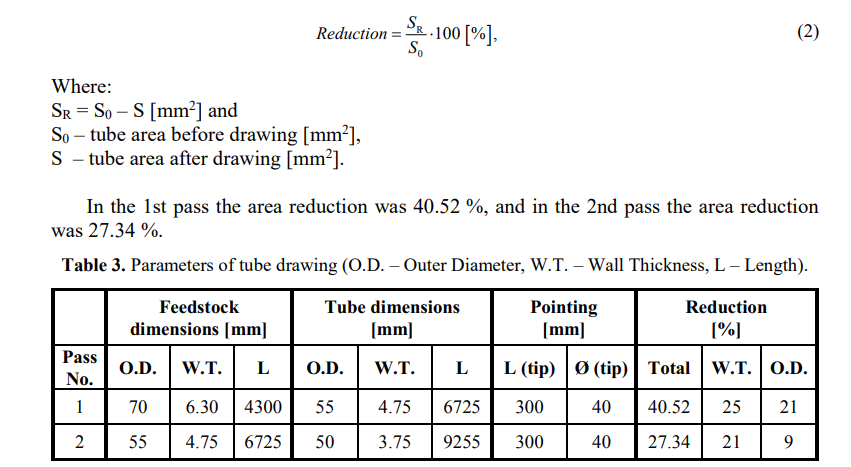
تعتمد تقنية السحب على البارد المستخدمة في تصنيع الأنبوب غير الملحوم الدقيق على العديد من العوامل. معلمات عملية التشكيل على البارد, يتم تحديد أبعاد الأنبوب الأولي والنهائي لهندسة الأداة لضمان جودة عالية للأنابيب. من أجل تحقيق القطر النهائي وسمك الجدار, يتم تقليل الأنابيب بالتتابع في عدة خطوات سحب على البارد.
يمكن القيام بذلك إما عن طريق سحب الأنبوب من خلال قالب وإضافة سدادة, مما يؤدي إلى تحديد سمك الجدار وجودة السطح الداخلي بشكل أفضل. الرسم البارد باستخدام قابس ثابت هو تقنية متعددة الاستخدامات تُستخدم عادةً في شركة Železiarne Podbrezová لأعمال الحديد. تمت مقارنة نتائج التجربة لهذه الشركة مع المحاكاة العددية الموصوفة في هذا البحث.
2 المواد التجريبية
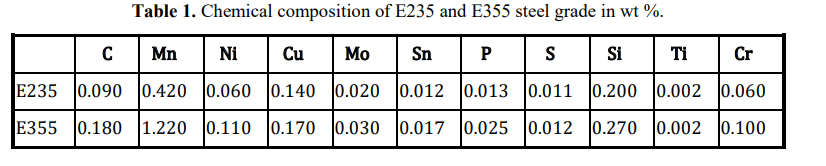
في هذا العمل, الصف الصلب E235 و E355 (الصلب الكربوني من الحديد واللؤلؤ, انظر الجدول تم النظر فيه; كمادة وسيطة للرسم البارد, أنبوب مدلفن على الساخن بأبعاد 70 x 6.3 مم تم اختياره. الخواص الميكانيكية للصلب E235 هي كما يلي: إجهاد الخضوع إعادة = (226 245) الآلام والكروب الذهنية, قوة الشد Rm 343 441) الآلام والكروب الذهنية, ليونة A5 24 , الخواص الميكانيكية للصلب E355 هي كما يلي: إجهاد الخضوع إعادة = (335 355) الآلام والكروب الذهنية, قوة الشد Rm 490 630) الآلام والكروب الذهنية, ليونة A5 24
2.1 الشغل وأدوات النمذجة المادية
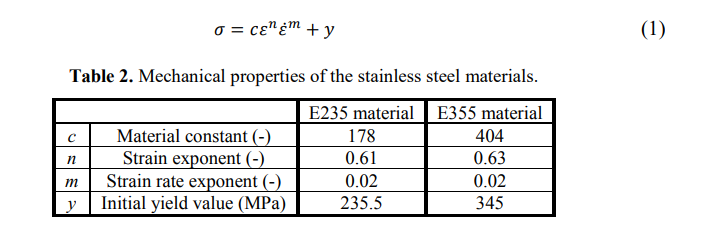
حيث تظل درجة الحرارة منخفضة في السحب البارد, لا تختلف خصائص المواد ، وبالتالي يمكن افتراضها بشكل مستقل عن اختلاف درجة الحرارة. نظرًا لأن سلوك المواد يعتبر مستقلًا عن درجة الحرارة, المعادلة التأسيسية لقانون القوة لـ
يمكن استخدام خصائص المواد البلاستيكية مكافئ. 1. حيث تمثل السلالة البلاستيكية الفعالة المكافئة معدلات السلالة البلاستيكية الفعالة, ويتم تحديد معلمات المواد عن طريق اختبارات الشد [1, 5], تم سردها في الجدول 2.
اعتبرت مادة الأنبوب من البلاستيك, يفترض أن تصلب الخواص, ويتم تعيين نوع دالة الإنتاجية على أنها Von Mises.
تم دمج هندسة الأنبوب. توجد العناصر الثمانية عبر جدار الأنبوب في الممر الأول ، بينما توجد العناصر الستة في الممر الثاني الشكل. 5. شبكة قطعة العمل هذه كافية للدقة ولا تحتاج إلى إجراء إعادة شبكة أثناء الحساب.
أدوات التشكيل, (مغزل ويموت) كانت تعتبر أجسامًا صلبة. لم تكن شبكة الأدوات بحاجة إلى أن يتم إنشاؤها من أجل المحاكاة.
2.2 محاكاة رقمية
تم تعيين DEFORM 2D و Lagrangian للمحاكاة العددية لتقنية الرسم على البارد, وفقًا لأبعاد الأداة الموضحة في الجدول 3. تم تعيين التكوين الهندسي الأولي المحوري. كانت سرعة الرسم 9 m.min-1 لجميع التمريرات في ظروف حدود الرسم التجريبي والمحاكاة. تم اختيار نموذج الاحتكاك بين الأدوات والمادة ليكون من نوع القص بقيمة 0.08.
تم استخدام وظيفة استيفاء البيانات لتعيين حساب التمرير الثاني. البيانات النهائية من التمريرة الأولى كانت النقل, ولتعيين التمريرة الثانية. يجب أن يتم تحويل البيانات هذا, لأنه تم تنفيذ تقنية الرسم بدون التلدين المتبادل.
2.3 تقنية رسم الأنبوب
خطوات الإنتاج الرئيسية لتقنية السحب على البارد في Železiarne Podbrezová هي
وفيما يلي:
• المعالجة المسبقة للمواد الأولية (أنبوب مدلفن على الساخن بأبعاد Ø70 x 6.3 مم).
• التأشير البارد / الساخن لنهايات الأنبوب (القطر المستهدف 40 مم).
• المعالجة الكيميائية للأنبوب (تخليل, Phosphating و, تشحيم).
• الرسم البارد (انظر علامة التبويب. 3 للتفاصيل).
• التلدين الوسيط والتلدين النهائي في جو وقائي.
• التكييف النهائي.
• فحص السطح, التعبئة والتغليف, مقاومة الصدأ.
• إرسال.
التخفيض النهائي لمساحة الأنبوب لتقنية التمريرين (من Ø70 x 6. 3 ملم إلى Ø50 x 3.75 مم) كنت 57.78 %; تم تقسيم القيمة بشكل موحد إلى حد ما بين جميع التمريرات
(انظر الجدول 3). حساب المقطع العرضي للأنبوب (منطقة) اختزال:
تم تحليل التشوه البلاستيكي المحلي للأنبوب. أثناء خطوات الرسم اللاحقة, الأنبوب يخضع لتشوه بلاستيكي. تعتمد الهندسة النهائية وخصائص الأنابيب المشوهة على قيمة الانفعال. من الممكن التحقق من تغير بنية المادة والتنبؤ بتشوه البلاستيك.
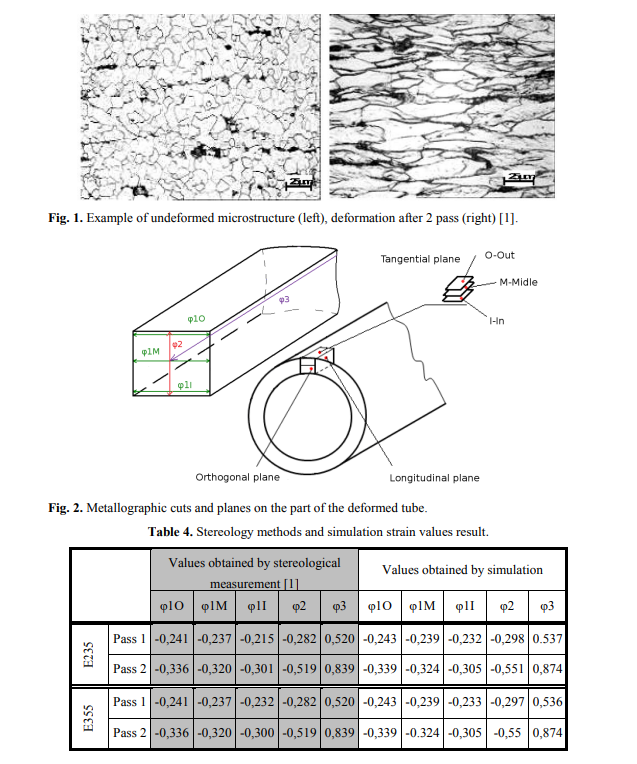
لوحظت البنية المجهرية لكل باس في المستوى المتعامد العرضي والطولي للأنبوب المشوه مع تكبير حوالي 500 مرة من المجهر الضوئي والقطع المعدني الشكل 1. القطع المعدني المماسي لا يتم ثلاث مرات. داخل سطح الأنبوب "I", على السطح الخارجي للأنبوب "O" وفي منتصف "M" من جدار الأنبوب الشكل. 2. بسبب تشوه البلاستيك, زيادة تباين الهيكل - الحبوب
لوحظ اتجاه الحدود في مكان مشوه للقطعة. تم الحصول على السلالة المحلية في المكان الذي تم تحليله عن طريق القياس الفراغي لدرجة اتجاه حدود الحبوب [4, 6]. تم تحلل البنية المجهرية متباينة الخواص إلى مكونات متباينة الخواص ومستوية باستخدام علم المعادن الكمي [3, 4] (طرق علم التجسيم Saltykov مع خطوط الاختبار الموجهة). يتم سرد المعلمات المقاسة والمحسوبة لتشوه البلاستيك المحلي في المنطقة المشوهة في الجدول 4.










-steel-pipe.jpg)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}