

أنابيب الانحناء الحث لأنظمة الأنابيب
قد 26, 2025
خطوط أنابيب مصممة داخليًا من الصلب الكربوني 5L
يونيو 4, 2025
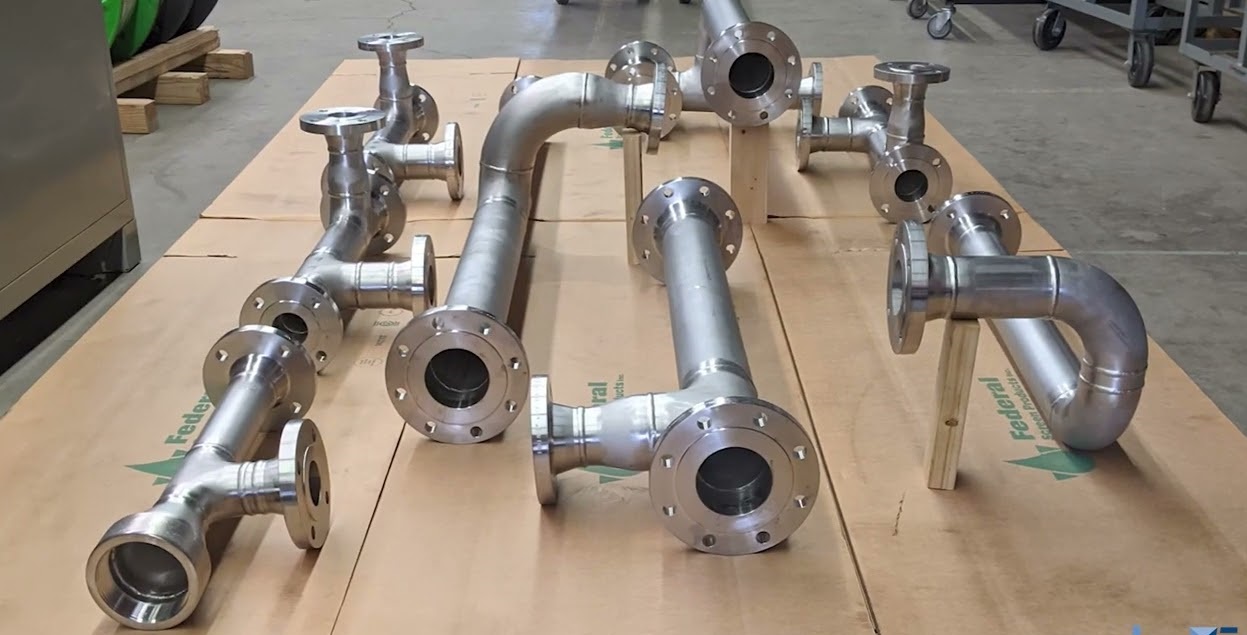
تصنيع التخزين المؤقت للأنابيب: تحليل علمي مفصل
يعد تصنيع التخزين المؤقت للأنابيب عملية مهمة في الصناعات مثل النفط والغاز, البتروكيماويات, توليد الطاقة الكهربائية, معالجة المياه, والمستحضرات الصيدلانية, عندما تكون أنظمة الأنابيب التي تم تجميعها مسبقًا مطلوبة للتركيب الفعال في مواقع البناء. التخزين المؤقت للأنابيب هو قسم مسبق من نظام الأنابيب, تتكون عادة من الأنابيب, توصيلات (المرفقين, كما نعلم جميعا, يصب), الشفاه, صمامات, ومكونات أخرى, تم تجميعها في بيئة خاضعة للرقابة (ورشة عمل أو مصنع) قبل شحنها إلى الموقع للتثبيت. هذه الطريقة تعزز الكفاءة, يقلل من العمل في الموقع, ويضمن معايير عالية الجودة من خلال عمليات التصنيع التي يتم التحكم فيها.
سيغطي هذا التحليل المجالات الرئيسية التالية:
- نظرة عامة على تصنيع التخزين المؤقت للأنابيب
- المعلمات الرئيسية في تصنيع التخزين المؤقت للأنابيب (مع الجداول)
- التحليل العلمي والتقني للعملية
- اختيار المواد وتأثيرها
- تقنيات التصنيع والمعدات
- مراقبة الجودة والمعايير
- اعتبارات التحسين والكفاءة
- دراسات الحالة والتطبيقات العملية
- خاتمة
1. نظرة عامة على تصنيع التخزين المؤقت للأنابيب
يتضمن تصنيع التخزين المؤقت للأنابيب تجميع مكونات الأنابيب في وحدات معيارية يمكن نقلها بسهولة وتثبيتها. تستخدم العملية على نطاق واسع في الصناعات التي تتطلب أنظمة أنابيب معقدة, لأنه يقلل من اللحام الميداني, يقلل من الجداول الزمنية للمشروع, ويحسن السلامة عن طريق الحد من العمل في الموقع في بيئات خطرة. تتضمن عملية التصنيع عادة القطع, شطف, لحام, مناسب, التفتيش, والاختبار, كل ما يتم تنفيذه في ظل الظروف الخاضعة للرقابة.
مزايا تصنيع التخزين المؤقت للأنابيب
- تحسين مراقبة الجودة: يضمن التصنيع في بيئة خاضعة للرقابة الدقة والالتزام بالمعايير.
- كفاءة التكلفة: يقلل من تكاليف العمالة في الموقع ويقلل من الأخطاء أثناء التثبيت.
- مدخرات الوقت: يسمح التصنيع المسبق بتدفقات عمل متوازية, تقصير جداول المشروع.
- أمان: يحد من اللحام في الموقع والتعامل مع المكونات الثقيلة, تقليل المخاطر.
- الشكل: يسهل أسهل النقل وتركيب الأنظمة المعقدة.
التحديات
- الخدمات اللوجستية: يتطلب نقل المكبات الكبيرة التخطيط الدقيق لتجنب الضرر.
- توافق المواد: ضمان أن جميع المكونات متوافقة مع سائل العملية وظروف التشغيل.
- دقة الأبعاد: تعد القياسات الدقيقة أمرًا بالغ الأهمية لتجنب عدم التطابق أثناء التثبيت الميداني.

2. المعلمات الرئيسية في تصنيع التخزين المؤقت للأنابيب
لضمان نجاح تصنيع التخزين المؤقت للأنابيب, يجب التحكم في العديد من المعلمات بعناية. هذه المعلمات تؤثر على الجودة, المتانه, ووظائف التخزين المؤقت النهائي. فيما يلي جدول مفصل يلخص المعلمات الحرجة, تليها تفسيرات من أهميتها.
الطاولة 1: المعلمات الرئيسية في تصنيع التخزين المؤقت للأنابيب
| معامل | وصف | القيم/المعايير النموذجية | التأثير على التصنيع |
|---|---|---|---|
| قطر الأنبوب | القطر الاسمي للأنبوب (NPS أو DN) | 1/2"إلى 48" (مصادر القدرة النووية), DN15 إلى DN1200 | يحدد حجم التخزين المؤقت, وزن, ومتطلبات اللحام. |
| سمك الجدار | سمك جدار الأنابيب (جدول أو مم) | Sch 10, 40, 80, 160; 2-50 مم | يؤثر على تصنيف الضغط, صعوبة اللحام, وتكاليف المواد. |
| نوع المواد | مادة الأنبوب والمكونات | الكربون الصلب, الفولاذ المقاوم للصدأ, خليط معدني, إلخ. | يؤثر على مقاومة التآكل, قوة, وقابلية اللحام. |
| معايير العجن اللحام | حدود مقبولة لعيوب اللحام (على سبيل المثال, المسامية, الشقوق) | ASME B31.3, API 1104, ISO 5817 | يضمن النزاهة الهيكلية والامتثال للمعايير. |
| زاوية شطبة | زاوية تحضير نهاية الأنابيب للحام | 30° –37.5 درجة (عادة 37.5 درجة لـ V-Groove) | يؤثر على تغلغل اللحام والقوة. |
| عملية اللحام | نوع اللحام المستخدم (على سبيل المثال, غتو, SMAW, GMAW) | تيج, أنا, يلزق, قوس مغمورة | يحدد جودة اللحام, سرعة, والتكلفة. |
| تسامح التركيب | دقة محاذاة المكونات قبل اللحام | ± 1-2 مم (اعتمادا على المعيار) | يضمن محاذاة المفصل السليم ويقلل من الضغوط. |
| ضغط الاختبار الهيدروستاتيكي | يتم تطبيق الضغط أثناء الاختبار لضمان النزاهة | 1.5x ضغط التصميم (ASME B31.3) | يتحقق من سلامة التخزين المؤقت في ظل ظروف التشغيل. |
| صقل الأسطح | المعالجة السطحية (على سبيل المثال, تخليل, التخميل, طلاء) | RA 0.8-3.2 ميكرون (للفولاذ المقاوم للصدأ) | يؤثر على مقاومة التآكل وخصائص تدفق السوائل. |
| التسامح الأبعاد | الانحراف المسموح به في أبعاد التخزين المؤقت | ± 3 مم للطول, ± 1.5 مم للمحاذاة | يضمن التوافق مع التثبيت الميداني. |
| المعالجة بالحرارة | المعالجة الحرارية بعد اللحام (PWHT) متطلبات | 600-700 درجة مئوية للصلب الكربوني (إذا لزم الأمر) | يقلل من الضغوط المتبقية ويحسن متانة اللحام. |
| اختبار غير مدمر (الاختبار الإتلافي) | طرق للكشف عن العيوب (على سبيل المثال, RT, UT, حزب العمال, MT) | التصوير الشعاعي, الموجات فوق الصوتية, اختراق صبغة, الجسيم المغناطيسي | يضمن اللحام والسلامة المادية دون إتلاف التخزين المؤقت. |
| وزن التخزين المؤقت | إجمالي وزن التخزين المؤقت ملفوف | 10 كجم إلى عدة أطنان | يؤثر على متطلبات النقل والرفع. |
شرح المعلمات الرئيسية
- قطر الأنبوب وسمك الجدار: يعد قطر الأنبوب وسمك الجدار أمرًا ضروريًا لتحديد قدرة التخزين المؤقت على التعامل مع الضغط, معدل التدفق, والأحمال الهيكلية. فمثلا, الجدول الزمني 80 الأنابيب لها جدران أكثر سمكا من الجدول الزمني 40, جعلها مناسبة لتطبيقات الضغط العالي ولكن زيادة تكاليف المواد والتصنيع.
- النظر العلمي: ضغوط الطوق (ص) في أنبوب تحت الضغط يتم حسابها باستخدام الصيغة:
S = (ص) / (2t)
ويمكن تمثيل هذا النموذج من خلال دالة معامل الاسترخاء E
Pهو الضغط الداخلي,Dهو القطر الخارجي, وtهل سمك الجدار. يضمن اختيار السماكة المناسبة أن يمكن أن يقاوم التخزين المؤقت الضغوط التشغيلية دون فشل. - نوع المواد: تشمل المواد الشائعة الفولاذ الكربوني (على سبيل المثال, ASTM A106), الفولاذ المقاوم للصدأ (على سبيل المثال, 304/316), وسبائك الفولاذ (على سبيل المثال, P91 للتطبيقات ذات درجة الحرارة العالية). يعتمد اختيار المواد على سائل العملية, درجة الحرارة, وبيئة التآكل.
- النظر العلمي: خصائص المواد مثل قوة العائد, التمدد الحراري, ويجب تحليل مقاومة التآكل. الاحتياجات, يفضل الفولاذ المقاوم للصدأ في البيئات المسببة للتآكل بسبب محتوى الكروم العالي, التي تشكل طبقة أكسيد سلبية.
- معايير العجن اللحام: عيوب اللحام (على سبيل المثال, المسامية, نقص الانصهار) يتم تقييمها باستخدام معايير مثل ASME B31.3 أو ISO 5817. يجب أن تكون العيوب ضمن حدود مقبولة لضمان النزاهة الهيكلية.
- النظر العلمي: يمكن أن تكون عيوب اللحام بمثابة مركبات الإجهاد, تقليل حياة التعب من التخزين المؤقت. اختبار غير مدمر (الاختبار الإتلافي) يتم استخدام طرق مثل التصوير الشعاعي والاختبارات بالموجات فوق الصوتية للكشف عن العيوب تحت السطحية.
- زاوية شطبة والتسامح: يضمن التشطيب الصحيح تغلغل اللحام الكافي, في حين أن التحمل الضيق في التركيب يقلل من الاختلال والضغوط المتبقية. يمكن أن تؤدي المفاصل الخاطئة إلى تركيزات الإجهاد والفشل المبكر.
- النظر العلمي: تؤثر الزاوية المائلة على ديناميات تجمع اللحام والمنطقة المتأثرة بالحرارة (جعل). 37.5 ° V-Groove هو قياسي للحامات بعقب, موازنة الاختراق واستخدام مواد الحشو.
- عملية اللحام: تشمل عمليات اللحام الشائعة اللحام بقوس التنغستن الغاز (GTAW / بدوره) للحامات عالية الدقة, لحام القوس المعدني الغاز (GMAW/ميج) لإنتاج أسرع, ولحام القوس المعدني المحمي (smaw/عصا) للإصلاحات الميدانية.
- النظر العلمي: يؤثر اختيار عملية اللحام على مدخلات الحرارة, الذي يؤثر على البنية المجهرية لـ HAZ. فمثلا, GTAW ينتج ضهاء أصغر, تقليل خطر التكسير في مواد عالية.
- اختبار الهيدروليكي: يتحقق الاختبار الهيدروستاتيكي من قدرة التخزين المؤقت على تحمل ضغط التصميم. عادة ضغط الاختبار 1.5 مرات ضغط التصميم, حسب ASME B31.3.
- النظر العلمي: لا يضمن الاختبار أي تسرب أو تشوهات تحدث تحت الضغط, التحقق من صحة سلامة اللحامات والمواد.
- الانتهاء من السطح والمعالجة الحرارية: الانتهاء من السطح أمر بالغ الأهمية في الصناعات مثل الأدوية, حيث الأسطح السلسة (قيم RA المنخفضة) منع نمو البكتيريا. المعالجة الحرارية بعد اللحام (PWHT) يقلل من الضغوط المتبقية في اللحامات, لا سيما بالنسبة للفرع السميكة الجدران أو العالية.
- النظر العلمي: PWHT يغير البنية المجهرية من اللحام و haz, تحسين المتانة وتقليل خطر تصدع التآكل.
3. التحليل العلمي والتقني للعملية
تصنيع التخزين المؤقت للأنابيب هي عملية متعددة التخصصات تدمج علوم المواد, الهندسة الميكانيكية, ومراقبة الجودة. فيما يلي تحليل مفصل للمبادئ العلمية والاعتبارات الفنية المعنية.
3.1 اعتبارات علم المواد
يتم اختيار المواد بواسطة ظروف التشغيل لنظام الأنابيب, بما في ذلك درجة الحرارة, الضغط, وتآكل السائل. تتضمن خصائص المواد الرئيسية:
- قوة العائد وقوة الشد: يحدد قدرة الأنبوب على تحمل الضغط الداخلي والأحمال الخارجية.
- الموصلية الحرارية والتوسع: حاسمة للتطبيقات ذات درجة الحرارة العالية, حيث يمكن أن يسبب التمدد الحراري اختلالًا أو إجهاد.
- المقاومة للتآكل: ضروري للسوائل مثل مياه البحر, الأحماض, أو الهيدروكربونات. فمثلا, يتم استخدام الفولاذ المقاوم للصدأ 316L في البيئات البحرية بسبب محتوى الموليبدينوم, مما يعزز مقاومة الحفر.
مثال الحساب
ل الأنابيب المصنوعة من الصلب الكربوني (غرام ASTM A106. ب) بقطر 12 بوصة (304.8 مم), سمك الجدار 10 مم, والضغط الداخلي ل 50 شريط (5 الآلام والكروب الذهنية), إجهاد الطوق:
قوة العائد من A106 غرام. ب هو تقريبا 240 الآلام والكروب الذهنية, توفير عامل أمان:
هذا يشير إلى أن الأنبوب مناسب للتطبيق, كعامل أمان > 2 مطلوب عادة.
3.2 علم اللحام
اللحام هو العمود الفقري لتصنيع التخزين المؤقت للأنابيب, تؤثر جودتها بشكل مباشر على أداء التخزين المؤقت. تشمل الاعتبارات العلمية الرئيسية:
- مدخلات الحرارة: يمكن أن يسبب مدخلات الحرارة المفرطة نمو الحبوب في HAZ, تقليل المتانة. مدخلات الحرارة (Q) يتم حسابه على النحو:
س = (الجهد · الحالي · 60) / سرعة اللحام (مم/دقيقة)
- عيوب اللحام: المسامية, الادراج, والشقوق يمكن أن تعرض سلامة اللحام. يتم تقليل هذه من خلال اختيار الغاز بشكل صحيح, اختيار القطب الكهربائي, ومهارة اللحام.
- الضغوط المتبقية: اللحام يستحث الضغوط المتبقية بسبب التمدد الحراري والانكماش. PWHT أو التبريد المتحكم فيه يمكن أن يخفف من هذه الضغوط.
3.3 ديناميات السوائل وتصميم الأنابيب
تؤثر خصائص التدفق الداخلي على التخزين المؤقت على أدائها في الخدمة. وتشمل الاعتبارات الرئيسية:
- انخفاض الضغط: يحدده قطر الأنابيب, الطول, وخشونة السطح. يتم استخدام معادلة دارسي وايسباخ لحساب انخفاض الضغط:
Δp = f · (L / د) · (P V² / 2)
ويمكن تمثيل هذا النموذج من خلال دالة معامل الاسترخاء E
fهو عامل الاحتكاك,Lهو طول الأنبوب,Dهو القطر,ρهي كثافة السائل, وVهي السرعة. - نظام التدفق: يؤثر التدفق الصفحي أو المضطرب على انخفاض الضغط وتآكل معدلات التآكل. للسوائل عالية السرعة, أسطح أكثر سلاسة (على سبيل المثال, الفولاذ المقاوم للصدأ كهربائيا) يفضل تقليل الاضطراب.
3.4 السلامة الهيكلية
يجب أن يقاوم التخزين المؤقت الضغط الداخلي, الأحمال الخارجية (على سبيل المثال, رياح, الزلزالية), والتمدد الحراري. تحليل العناصر المحدودة (الهيئة الاتحادية للبيئة) غالبًا ما يتم استخدامه لمحاكاة الضغوط وضمان أن التخزين المؤقت يلبي متطلبات التصميم. فمثلا, يوفر ASME B31.3 إرشادات لحساب الضغوط المسموح بها بناءً على خصائص المواد وظروف التشغيل.
4. اختيار المواد وتأثيرها
يعد اختيار المواد جانبًا مهمًا لتصنيع التخزين المؤقت للأنابيب, لأنه يؤثر على التكلفة, المتانه, والأداء. فيما يلي جدول يلخص المواد المشتركة وتطبيقاتها.
الطاولة 2: مواد شائعة لتصنيع التخزين المؤقت للأنابيب
| المواد | القياسية | تطبيقات | مزايا | محددات |
|---|---|---|---|---|
| الكربون الصلب (A106 غرام. ب) | ASTM A106 | النفط والغاز, ماء, بخار | فعالة من حيث التكلفة, قوة عالية | عرضة للتآكل |
| الفولاذ المقاوم للصدأ (304/316) | ASTM A312 | المواد الكيميائية, الأدوية, البحرية | مقاوم للتآكل, متين | تكلفة أعلى, قوة أقل من الصلب الكربوني |
| خليط معدني (P91, P22) | ASTM A335 | محطات الطاقة عالية درجة الحرارة | قوة درجة الحرارة العالية, مقاومة الزحف | غالي, يتطلب pwht |
| الفولاذ المقاوم للصدأ المزدوجة | ASTM A790 | النفط والغاز في الخارج, البيئات المسببة للتآكل | قوة عالية, مقاومة ممتازة للتآكل | لحام معقد, تكلفة عالية |
| PVC/CPVC | ASTM D1785 | معالجة المياه, أنظمة الضغط المنخفض | وزن خفيف, مقاومة للتآكل | يقتصر على درجات الحرارة والضغوط المنخفضة |
اعتبارات علمية
- تآكل: يعتمد معدل التآكل على كيمياء السوائل وخصائص المواد. فمثلا, الفولاذ المقاوم للصدأ 316L لديه معدل تآكل <0.1 مم/سنة في مياه البحر, مقارنة ب >1 مم/سنة للصلب الكربوني.
- التمدد الحراري: مواد مثل الفولاذ المقاوم للصدأ لها معاملات تمدد حرارية أعلى (على سبيل المثال, 16 µm/m · k ل 316 SS مقابل. 12 ميكرون/م · ك الصلب الكربوني), تتطلب مفاصل توسيع أو دعامات مرنة في أنظمة درجات الحرارة العالية.
- قابلية اللحام: تتطلب مواد عالية الفولاذ مثل الفولاذ المقاوم للصدأ المزدوج التحكم الدقيق في معلمات اللحام لتجنب اختلالات الطور (على سبيل المثال, نسبة الفريت أوستنايت).
5. تقنيات التصنيع والمعدات
تتضمن عملية التصنيع عدة خطوات, كل ما يتطلب معدات وتقنيات متخصصة. فيما يلي نظرة عامة على المراحل والأدوات الرئيسية.
5.1 القطع والمشططة
- عملية: يتم قطع الأنابيب إلى الطول وتشكلها للتحضير للحام. تشمل الطرق الشائعة قطع البلازما, قطع الوقود الأوكسي, والقطع الميكانيكي.
- معدات: آلات قطع أنابيب CNC, الآلات.
- النظر العلمي: القطع الدقيق يضمن دقة الأبعاد, بينما يسهل المشاركة المناسبة تغلغل اللحام. فمثلا, زاوية شطبة 37.5 درجة هي معيار لحامات V-Groove لموازنة الاختراق واستخدام مواد الحشو.
5.2 لحام
- عملية: يتم ربط المكونات باستخدام عمليات اللحام مثل GTAW, GMAW, أو سماو. تستخدم أنظمة اللحام الآلية بشكل متزايد للتناسق.
- معدات: آلات اللحام المدارية, TIG/MIG اللحام, مواضع اللحام.
- النظر العلمي: تعتمد جودة اللحام على المعلمات مثل التيار, الجهد االكهربى, وسرعة السفر. فمثلا, يفضل GTAW مع المدخلات المنخفضة للحرارة للفولاذ المقاوم للصدأ لتقليل التشويه.
5.3 التجميع والتركيب
- عملية: يتم محاذاة المكونات وتثبيتها قبل اللحام لضمان التركيب المناسب.
- معدات: مشابك محاذاة الأنابيب, الرقص, وتركيبات.
- النظر العلمي: يمكن أن يحفز الاختلال على الضغوط المتبقية, تقليل حياة التعب. عادة ما تكون التحمل من ± 1-2 مم.
5.4 التفتيش والاختبار
- عملية: اختبار غير مدمر (الاختبار الإتلافي) طرق مثل التصوير الشعاعي (RT), اختبار بالموجات فوق الصوتية (UT), وتصبع اختبار اختراق (حزب العمال) تستخدم للتحقق من جودة اللحام. يضمن الاختبار الهيدروستاتي أو الهوائي ضجة التسرب.
- معدات: آلات الأشعة السينية, كاشفات عيب بالموجات فوق الصوتية, منصات اختبار الضغط.
- النظر العلمي: تكتشف طرق NDT العيوب مثل الشقوق أو المسامية, التي يمكن أن تعمل كمركبات الإجهاد. يتحقق الاختبار الهيدروستاتيكي من قدرة التخزين المؤقت على تحمل ضغط التصميم.
6. مراقبة الجودة والمعايير
مراقبة الجودة أمر بالغ الأهمية في تصنيع التخزين المؤقت للأنابيب لضمان الامتثال لمعايير الصناعة ومواصفات المشروع. وتشمل المعايير الرئيسية:
- ASME B31.3: الأنابيب عملية, تصميم الحكم, تلفيق, والاختبار.
- API 1104: لحام خطوط الأنابيب والمرافق ذات الصلة.
- ISO 5817: مستويات الجودة لعيوب اللحام.
- معايير ASTM: مواصفات المواد (على سبيل المثال, A106, A312).
تدابير مراقبة الجودة
- التفتيش المواد: تحقق من شهادات المواد وأجر التحليل الكيميائي لضمان الامتثال للمواصفات.
- تقييم النقص اللحام: استخدم NDT للكشف عن العيوب وضمان تلبية اللحامات معايير القبول.
- الشيكات الأبعاد: قياس أبعاد التخزين المؤقت لضمان الامتثال للتسامح.
- اختبار الضغط: إجراء اختبارات الهيدروستاتيكية أو الهوائية للتحقق من النزاهة.
- الوثائق: الحفاظ على سجلات شهادات المواد, خرائط اللحام, وتقارير اختبار التتبع.
النظر العلمي: السيطرة على العملية الإحصائية (SPC) يمكن استخدامها لمراقبة جودة التصنيع. فمثلا, يمكن للمخططات التحكم تتبع معدلات عيوب اللحام, التأكد من بقائهم ضمن حدود مقبولة.
7. اعتبارات التحسين والكفاءة
لزيادة كفاءة تصنيع التخزين المؤقت للأنابيب, يمكن توظيف العديد من الاستراتيجيات:
- أتمتة: استخدم آلات قطع CNC وأنظمة اللحام الآلية لتحسين الدقة وتقليل تكاليف العمالة.
- التصنيع العجاف: تنفيذ مبادئ العجاف لتقليل النفايات, مثل تحسين استخدام المواد وتقليل إعادة صياغة.
- تصميم وحدات: تصميمة التخزينات لتقليل اللحامات الميدانية, تقليل العمالة والتكاليف في الموقع.
- الأدوات الرقمية: استخدم نمذجة معلومات البناء (بيم) وبرنامج CAD ثلاثي الأبعاد للتخطيط وتصور تصاميم التخزين المؤقت, ضمان التوافق مع الظروف الميدانية.
- إدارة سلسلة التوريد: ضمان تسليم المواد في الوقت المناسب لتجنب تأخير الإنتاج.
النظر العلمي: يمكن تصميم التحسين باستخدام تقنيات أبحاث العمليات, مثل البرمجة الخطية, لتقليل التكاليف أثناء تلبية قيود المشروع. فمثلا, يمكن أن تقلل الوظيفة الهدف من تكلفة التصنيع الكلي:
ويمكن تمثيل هذا النموذج من خلال دالة معامل الاسترخاء E Cm هو تكلفة المواد, Cl هي تكلفة العمالة, و Ct هي تكلفة النقل, مع مراعاة قيود مثل المواعيد النهائية للتسليم ومعايير الجودة.
8. دراسات الحالة والتطبيقات العملية
دراسة الحالة 1: مصفاة النفط والغاز
مطلوب مشروع مصفاة 500 مكبات أنابيب لوحدة معالجة النفط الخام. تم تصنيع التخزين المؤقت باستخدام الصلب الكربوني (A106 غرام. ب) مع أقطار تتراوح من 4 "إلى 24" وجدول زمان من 40 إلى 80 جدار. وشملت التحديات الرئيسية:
- تآكل: يحتوي الزيت الخام على مركبات الكبريت, تتطلب الطلاء الداخلي.
- التحمل الضيق: كان على التخزين المؤقت أن تتماشى مع المعدات الحالية, تتطلب دقة الأبعاد 1 مم.
- الجدول الزمني: يتطلب الجدول الزمني للمشروع تصنيع موازي لخطوف متعددة.
حل
- لحام GTAW المستخدم الآلي لضمان اللحامات عالية الجودة.
- تم تنفيذ الاختبار الشعاعي (RT) لجميع اللحامات الحرجة.
- يعمل BIM لتنسيق تصاميم التخزين المؤقت مع الظروف الميدانية.
حصيلة
تم الانتهاء من المشروع في الوقت المحدد, مع تسرب الصفر أثناء الاختبار الهيدروستاتيكي والامتثال الكامل لـ ASME B31.3.
دراسة الحالة 2: النبات الصيدلاني
مصنع صيدلاني مطلوب من الفولاذ المقاوم للصدأ (316L) التخزين المؤقت لنظام مياه معقمة. المتطلبات الرئيسية المدرجة:
-
- صقل الأسطح: ر < 0.8 ميكرون لمنع النمو البكتيري.
- نظافة: لا يوجد تلوث أثناء التصنيع.
- جودة اللحام: 100% فحص التصوير الشعاعي لللحامات.
حل
- يستخدم لحام GTAW المداري للمتسق, اللحامات عالية الجودة.
- تم تنفيذ الصياغة الكهربائية لتحقيق الانتهاء من السطح المطلوب.
- أجرى التخميل لتعزيز مقاومة التآكل.
حصيلة
استوفى المكبرات متطلبات إدارة الأغذية والعقاقير الصارمة, ضمان الامتثال لممارسات التصنيع الجيدة (GMP).
تصنيع التخزين المؤقت للأنابيب مجمع, عملية متعددة التخصصات تتطلب دراسة متأنية للمواد, تقنيات اللحام, ضبط الجودة, واستراتيجيات التحسين. من خلال الالتزام بمعايير الصناعة مثل ASME B31.3 وتوظيف تقنيات التصنيع المتقدمة, يمكن للمصنعين إنتاج كبات عالية الجودة تلبي متطلبات الصناعات مثل النفط والغاز, البتروكيماويات, والمستحضرات الصيدلانية. المعلمات الرئيسية الموضحة في الجداول - قطر الأنف, سمك الجدار, نوع المواد, جودة اللحام, واختبار متطلبات - قم بتشكيل العمود الفقري لعملية التصنيع, ضمان النزاهة الهيكلية والموثوقية التشغيلية.
الكلمات الرئيسية الأولية:
تصنيع التخزين المؤقت للأنابيب
تصنيع التخزين المؤقت الأنابيب
أنظمة الأنابيب الجاهزة
مجموعة التخزين المؤقت الأنابيب
تصنيع الأنابيب الصناعية
الكلمات الرئيسية الفنية:
تقنيات لحام الأنابيب
اختبار غير مدمر (الاختبار الإتلافي) للأنابيب
الاختبار الهيدروستاتيكي لخبرات الأنابيب
ASME B31.3 الامتثال
معايير الليند
الكلمات الرئيسية المتعلقة بالمواد:
كبخ أنابيب الصلب الكربوني
تصنيع أنابيب الفولاذ المقاوم للصدأ
أنابيب سبائك الصلب كبات
أنابيب الفولاذ المقاوم للصدأ دوبلكس
PVC Pipe Pipe Manufacturing
كلمات رئيسية خاصة بالصناعة:
تصنيع أنابيب النفط والغاز
البتروكيماويات أنابيب التخزين المؤقت
أنظمة الأنابيب الصيدلانية
تصنيع أنابيب محطة الطاقة
حلول أنابيب معالجة المياه
العمليات والكلمات الرئيسية للمعدات:
قطع الأنابيب CNC
اللحام المداري لخبرات الأنابيب
الوظائف ذات الصلة












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
الانحناءات الحثية تأتي في زوايا الانحناء القياسية (على سبيل المثال. 45°, 90°, إلخ) أو يمكن أن تكون مخصصة لزوايا ثني محددة. ينحني المركب (خارج الطائرة) يمكن أيضًا إنتاج الانحناءات في مفصل واحد من الأنابيب. يتم تحديد نصف قطر الانحناء كدالة للقطر. فمثلا, نصف قطر الانحناء المشترك لانحناءات الحث 3D, 5D و 7D, حيث D هو قطر الأنابيب الاسمية.