

استكشاف مزايا الأنابيب المغطاة والأنابيب المبطنة في مختلف الصناعات
ديسمبر 31, 2023
الأنابيب المبطنة ميكانيكيا: دليل شامل
كانون الثاني 11, 2024
هل أنت مستعد لاستكشاف المفتاح لفتح الكفاءة والأداء في أنظمة الغلايات?
تخيل عالمًا تعمل فيه أنظمة الغلايات بأعلى كفاءة, تقديم الأداء الأمثل وتوفير الطاقة. ويكمن المفتاح لفتح هذه الإمكانات في عنصر واحد بالغ الأهمية: ASTM A556 الفولاذ غير الملحوم أنابيب المرجل. هذه الأنابيب, مصممة لتحمل درجات الحرارة والضغط العالي, تلعب دورًا حيويًا في مختلف الصناعات من خلال ضمان نقل الحرارة الموثوق والأداء الاستثنائي.
يحدد معيار ASTM A556 مواصفات أنابيب الغلايات الفولاذية غير الملحومة, وتوضيح متطلبات تصنيعها, أبعاد, والخصائص الميكانيكية. من خلال الالتزام بهذا المعيار, يمكن للصناعات أن تكون واثقة من جودة وموثوقية هذه الأنابيب, مع العلم أنها مصممة لتحمل الظروف الصعبة لأنظمة الغلايات.
لا يمكن المبالغة في أهمية أنابيب الغلايات الموثوقة وعالية الجودة. في أنظمة الغلايات, تعمل هذه الأنابيب بمثابة قنوات لنقل الحرارة من عملية الاحتراق إلى الماء أو البخار, تمكين توليد الطاقة أو توفير الماء الساخن. تؤثر كفاءة عملية نقل الحرارة بشكل مباشر على الأداء العام واستهلاك الطاقة لنظام الغلاية.
عندما يتعلق الأمر بالصناعات كثيفة الاستهلاك للطاقة مثل توليد الطاقة, أصبح دور أنابيب الغلايات الفولاذية غير الملحومة ASTM A556 أكثر أهمية. أحدثت هذه الأنابيب ثورة في الصناعة من خلال تمكين بناء غلايات عالية الكفاءة تعمل على زيادة تحويل الوقود إلى طاقة قابلة للاستخدام. من خلال توفير قناة موثوقة وقوية لنقل الحرارة, تضمن هذه الأنابيب استخدام الطاقة المولدة بكفاءة, التقليل من النفايات والحد من الأثر البيئي.
اسمحوا لي أن أشارك قصة مقنعة أو مثالاً لكيفية إحداث أنابيب الغلايات الفولاذية غير الملحومة ASTM A556 ثورة في صناعة أو مشروع معين. تخيل مشروعًا واسع النطاق لمحطة توليد الطاقة يتطلب إنشاء عدة غلايات عالية الضغط. من خلال الاستفادة من هذه الأنابيب الفولاذية غير الملحومة, حقق المشروع كفاءة وأداء لا مثيل لهما. تسمح قدرات نقل الحرارة الاستثنائية لأنابيب ASTM A556 بتوليد الطاقة الأمثل, مما أدى إلى وفورات كبيرة في التكاليف وخفض انبعاثات الكربون. تعتبر قصة النجاح هذه بمثابة شهادة على القوة التحويلية لأنابيب الغلايات الموثوقة وعالية الجودة.
تمتد أهمية أنابيب الغلايات الفولاذية غير الملحومة ASTM A556 إلى ما هو أبعد من توليد الطاقة. في صناعات مثل مصافي النفط, مصانع المعالجة الكيميائية, ومرافق تجهيز الأغذية, تلعب هذه الأنابيب دورًا حاسمًا في توفير الحرارة اللازمة للعمليات المختلفة. تضمن موثوقيتها ومتانتها عمليات تشغيل متواصلة وجودة منتج ثابتة.
ختاماً, تعتبر أنابيب الغلايات الفولاذية غير الملحومة ASTM A556 هي المفتاح لفتح الكفاءة والأداء في أنظمة الغلايات. من خلال الالتزام بالمعايير التي حددتها مواصفات الأنابيب الرائعة هذه, يمكن للصناعات ضمان نقل الحرارة بشكل موثوق, الاستخدام الأمثل للطاقة, والأداء الاستثنائي. سواء كان ذلك لتوليد الطاقة, تكرير النفط, أو المعالجة الكيميائية, لا يمكن المبالغة في أهمية أنابيب الغلايات الموثوقة وعالية الجودة. إن تبني استخدام أنابيب الغلايات الفولاذية غير الملحومة ASTM A556 يمهد الطريق لتعزيز الكفاءة, انخفاض التأثير البيئي, وتحسين التميز التشغيلي في مختلف الصناعات.
ASME SA556 B2 سخان مياه التغذية من الفولاذ الكربوني المسحوب على البارد أنابيب

ASME SA556 B2 أنابيب تسخين مياه التغذية غير الملحومة
أستم A556 غرام. A2 – B2 – ج2, ASME SA556 القسم الثاني غرام. A2 – B2 – ج2
الأنابيب المنحنية على شكل "U" طبقاً للمواصفات المفصلة في الجدول 1, يمكن طلب الجزء أ.
يمكن أن تخضع المنطقة المنحنية للمعالجة الحرارية لتخفيف الضغط عن طريق تأثير الجول في جو خامل.
– الحد الأدنى لنصف القطر المعالج = 28 مم.
– الحد الأقصى لنصف القطر المعالج = 750 مم.
1. أبعاد وأطوال حزمة أنبوب U Bend
يمكن ثني الأنابيب ذات الأقطار الخارجية التالية بالملليمتر عند الاتفاق: 15,8 – 16,0 – 17,0 – 18,0 – 19,05 – 20,0 – 21,3 – 25,4 – 26,7 – 31,8 -38,1.
الحد الأدنى لنصف القطر الممكن هو : 1,5 × القطر الخارجي
أقصى نصف قطر ممكن هو 1500 مم.
2. U منحنى حزمة أنبوب التفاوتات
التحمل (القطر وسماكة الجدار) وفقًا لـ ASTM A 556 أو الواردة في المعايير المفصلة في الجدول 1 يتم احترام النقطة أ.
الانحناء التحمل. التفاوتات المنصوص عليها في ASTM A 556 يتم احترامها.
الحد الأدنى المسموح به لسمك الجدار في المنطقة المنحنية يتوافق مع معيار TEMA “المبادلات الحرارية من الفئة R” يمكن طلبها أو وفقا لطلبات محددة.
ASTM A556 التركيب الكيميائي لأنابيب الغلايات الفولاذية غير الملحومة٪
| درجة | أنابيب الصلب غير الملحومة ASTM A53 | يغطي الأسود الملحوم وغير الملحوم والساخن | ماكس ف | أنابيب الصلب غير الملحومة ASTM A53 |
| A2 | 0.18 | 0.27-0.63 | 0.035 | 0.035 |
| B2 | 0.27 | 0.29-0.93 | 0.030 | 0.030 |
| ج2 | 0.30 | 0.29-1.06 | 0.030 | 0.030 |
ASTM A556 الخواص الميكانيكية لأنابيب الغلايات الفولاذية غير الملحومة
| درجة | مقاومة الشد
الآلام والكروب الذهنية دقيقة |
مقاومة الخضوع
الآلام والكروب الذهنية دقيقة |
استطالة في 50 ملم % أنا |
| A2 | 47 (320) | 26(180) | 35 |
| B2 | 60(410) | 37(260) | 30 |
| ج2 | 70 (480) | 40 (280) | 30 |
الاختلافات المسموح بها في الأبعاد (تين. 1)
يجب ألا تتجاوز الاختلافات المسموح بها عن القطر الخارجي المحدد 60.004 في. [0.10 مم] للأنابيب أقل من 1.0 بوصة. [25.4-مم] القطر الخارجي ولا 60.006 في. [0.15 مم]للأنابيب 1.0 في. [25.4 مم] إلى 1.25 في. [31.7 مم] شاملة. لا تنطبق هذه التفاوتات على الجزء المنحني من الأنابيب على شكل حرف U. عند الجزء المنحني من الأنبوب U لـ R = 2 3 D أو أكبر لا يجب أن ينحرف القطر الرئيسي أو الصغير للأنبوب عن الاسمي بأكثر من 10 %. لو 1 1 ⁄ 2 تم تحديد د, يمكن أن تكون التفاوتات أكبر.
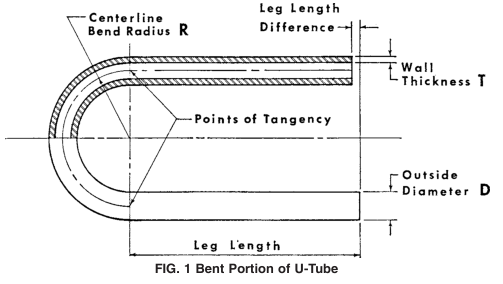
يجب ألا تتجاوز الاختلافات المسموح بها عن الحد الأدنى المحدد لسمك الجدار +20 % أو −0. يجب ألا يقل سمك جدار الأنبوب في القسم المنحني على شكل حرف U عن القيمة المحددة بواسطة:
ويمكن تمثيل هذا النموذج من خلال دالة معامل الاسترخاء E:
t f = سمك الجدار بعد الانحناء, في. [مم],
T = الحد الأدنى المحدد لسمك جدار الأنبوب, في. [مم],
R = نصف قطر انحناء خط الوسط, في. [مم], و
D = القطر الاسمي للأنبوب الخارجي, في. [مم].
في حالة أنابيب U, يجب ألا يقل طول أرجل الأنبوب المقاسة من نقطة تماس الانحناء وساق الأنبوب إلى نهاية ساق الأنبوب عن المحدد, ولكن قد تتجاوز القيم المحددة بالمبلغ الوارد في الجدول 4. يجب ألا يزيد الفرق في أطوال أرجل الأنبوب عن 1 ⁄ 8 في. [3 مم] ما لم ينص على خلاف ذلك.
| طول الساق, فورنت [م] | بالإضافة إلى التسامح في. [مم] |
| مواد بناء 20 [6], بما في | 1 ⁄ 8 [3.2] |
| على مدى 20 إلى 30 [6 إلى 9], بما في | 5 ⁄ 32 [4.0] |
| على مدى 30 إلى 40 [9 إلى 12.2], بما في | 3 ⁄ 1 6 [4.8] |
يجوز أن تنحرف نهاية أي أنبوب عن المربع بما لا يزيد عن المقدار الموضح في الجدول 5.
| أنبوب التطوير التنظيمي, في. [مم] | تفاوت, في. [مم] |
| 5 ⁄ 8[15.9] | 0.010 [0.25] |
| على مدى 5 ⁄ 8 إلى 1 1 ⁄ 4 [15.9 إلى 31.7], بما في | 0.016 [0.4] |

يجب ألا يختلف تباعد الأرجل المقاس بين نقاط تماس الانحناء للأرجل عن القيمة (2R− الأنبوب المحدد OD) قبل أكثر من 1 ⁄ 16 في. [1.5 مم] حيث R هو نصف قطر منحنى الخط المركزي.
يجب أن يكون الجزء المنحني من الأنبوب على شكل حرف U موحدًا إلى حد كبير في الانحناء ولا يتجاوز ذلك 6 1 ⁄ 16 في. [61.5 مم] من نصف قطر خط الوسط العادي.
“الدليل النهائي لأنابيب الغلايات الفولاذية غير الملحومة ASTM A556: الخصائص, تطبيقات, والتركيب”
“استكشاف فوائد ومزايا أنابيب الغلايات الفولاذية غير الملحومة ASTM A556”
“كل ما تحتاج لمعرفته حول أنابيب الغلايات الفولاذية غير الملحومة ASTM A556: نظرة شاملة”
“فهم أهمية أنابيب الغلايات الفولاذية غير الملحومة ASTM A556 في التطبيقات الصناعية”
“ASTM A556 أنابيب غلايات فولاذية غير ملحومة: الحل الأمثل لبيئات الضغط العالي ودرجات الحرارة المرتفعة”
- “الكشف عن قوة ومتانة أنابيب الغلايات الفولاذية غير الملحومة ASTM A556”
- “تعزيز كفاءة نظام الغلايات باستخدام أنابيب الغلايات الفولاذية غير الملحومة ASTM A556”
- “تعظيم الأداء وطول العمر باستخدام أنابيب الغلايات الفولاذية غير الملحومة ASTM A556”
- “ASTM A556 أنابيب غلايات فولاذية غير ملحومة: ضمان عمليات موثوقة وآمنة”
- “ASTM A556 أنابيب غلايات فولاذية غير ملحومة: تلبية معايير الصناعة للجودة والأداء”
الوظائف ذات الصلة


درجة حرارة الخدمة 580 ℃, ويجب أن تتمتع اللوحة الفولاذية بقوة تحمل عالية لدرجة الحرارة العالية. يتم تسليم اللوحة الفولاذية في الحالة الطبيعية والمخففة. 12تعتمد أنابيب سبائك Cr1MoVG على الفولاذ الهيكلي الكربوني عالي الجودة, ويتم إضافة واحد أو أكثر من عناصر السبائك بشكل مناسب لتحسين الخواص الميكانيكية, صلابة وصلابة الفولاذ.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}