
لماذا لا الجلفنة بعد اللحام لأنابيب الصلب
كانون الثاني 2, 2019
غلاف تطبيق الأنابيب في آبار الغاز وارتفاع درجة الحرارة
كانون الثاني 4, 2019
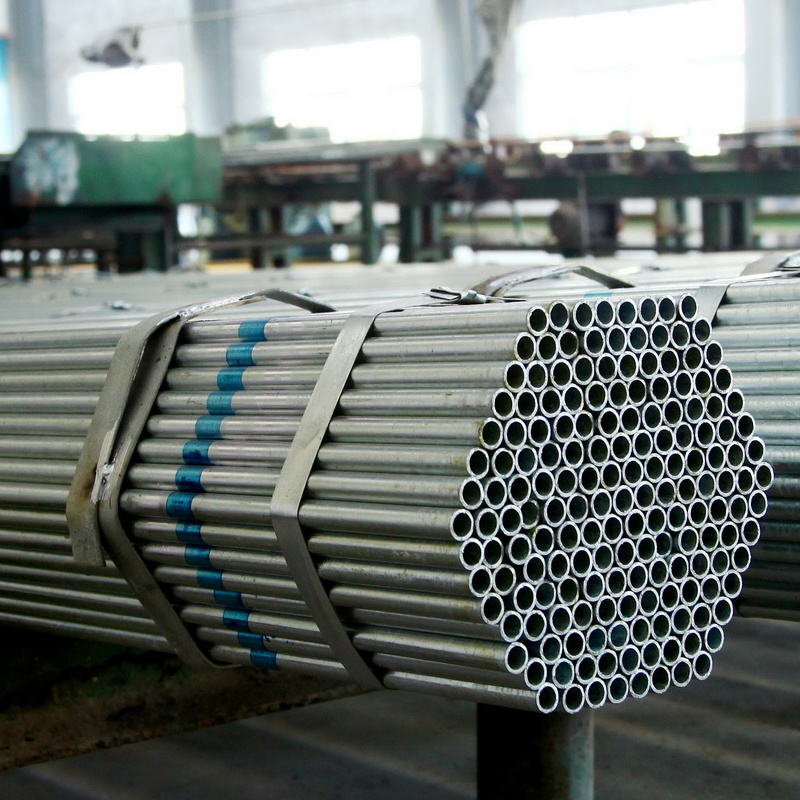
خصائص المجلفن أنابيب الصلب اللحامات
الجلفنة استخدمت لحماية الحديد والصلب من الصدأ لأكثر من مائة سنة في أماكن مختلفة مثل حبل الأسلاك المستخدمة للكابلات تعليق على جسر بروكلين في المزاريب على منازل. تعبئة هو مجرد طلاء الزنك على الصلب. مثل الطلاء, تعبئة تحمي الحديد من الصدأ من خلال تشكيل حاجز بين الصلب والبيئة, ولكن تعبئة يذهب خطوة عملاقة إلى الأمام من الطلاء — كما أنه يوفر الحماية الكهروكيميائية من الصلب. منذ الزنك هو أكثر electrochemically رد الفعل من الفولاذ, يتأكسد لحماية الصلب بالقرب منها; كنتيجة ل, حتى إذا تم خدش سطح الصلب المجلفن وصولا الى الصلب العارية, سوف طلاء تعبئة منع الصلب من الصدأ. الصلب المجلفن هو, وبالتالي, منتج متفوقة على الصلب مع أي نوع آخر من الطلاء على ذلك لأنه يحمي الصلب حتى عند تلف الطلاء في التعامل أو في الخدمة.
اللحام الناجح لـ أنابيب الصلب المجلفن من المقبول على نطاق واسع أن هناك القليل جدًا من بيانات الخصائص الميكانيكية المنشورة مؤخرًا التي تقارن خصائص اللحام غير المطلي مقابل خصائص اللحام المجلفن. اعترفت صناعة اللحام قبل خمسين عاما أن اللحامات على أنابيب الصلب المجلفن واللحامات على الصلب غير المصقول وقوة مماثلة إذا كانت نوعية اللحامات غير قابلة للمقارنة. المنشورات الصادرة حديثا عن لحام أنابيب الصلب المجلفن التعامل مع صلابة اللحام, السيطرة المسامية, لحام مظهر, استعادة تآكل المقاومة وغيرها من القضايا التي هي أكثر تعقيدا بكثير من قوة لحام.
عند استخدام SMAW (“عصا”) لحام, أنابيب الصلب المجلفن يمكن ملحومة في بنفس الطريقة التي الصلب غير المصقول. عند استخدام MIG أو تدفق محفور اللحام, واحد قد تضطر إلى ضبط الجهد قليلا للسيطرة ترشيش, ويمكن للمرء أن يكون لتنظيف بندقية اللحام الودائع ترشيش وأكسيد الزنك أكثر في كثير من الأحيان أن عند لحام الصلب غير المصقول. هوبارت يجعل الأسلاك تدفق محفور يسمى "Galvacore" التي كان بعض المستخدمين نجاح جيدة مع عند لحام أنابيب الصلب المجلفن.
عند مواجهة صعوبة لحام أنابيب الصلب المجلفن الذي لم يكن مصادفة أثناء اللحام الصلب غير المصقول, فإنه عادة ما يكون لأن مهندس لحام لم تمثل حجم الغاز الذي تطورت من التبخر من الزنك أثناء اللحام. وأثخن في طلاء الزنك, يتم إنشاء المزيد من الأبخرة, وتلك الأبخرة يجب أن تكون قادرة على الهروب بسهولة في الجو وألا القسري من خلال المعدن السائل اللحام.
فمثلا, لحام لوحات المجلفن لتشكيل T-المفصل هو الوضع عادة مزعجة. وبما أن نطح حافة المجلفن لوحة واحدة ضد سطح المجلفن آخر, والأبخرة الزنك التي يتم تشكيلها في السطوح المتاخمة لن تكون قادرة على الهروب إلى الغلاف الجوي بسهولة كما يتبخر الزنك. في حين أن, أنها سوف تهب في تجمع لحام, خلق المسامية أو سطح اللحام الفقراء. ويتفاقم هذا عند لحام تقليديا منتجات انخفض الساخنة, منذ حواف يكون في كثير من الأحيان الطلاء الزنك الثقيلة بشكل مفرط. حل واحد هو لفصل أجزاء من 1/16 بوصة باستخدام الفواصل الأسلاك أو التركيبات التي ستترك فجوة لأبخرة الزنك للهروب بسهولة. المناهج الأخرى هي استخدام طفيف (15˚) شطبة على عضو واحد (في حين أن 1), لإزالة الزنك من السطوح faying بواسطة قص أو ميكانيكيا بجرح لوحة حيث سيجتمع السطوح faying, ولإزالة abrasively أكثر من الزنك من واحد أو كل من الأسطح faying (في حين أن 2). أي من هذه الأساليب من شأنه أن يقلل من كمية الزنك بين الأجزاء, وهذا سوف يقلل من حجم الغاز تطورت, تحسين جودة اللحام.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}