

تقنية جديدة: A335 سبائك الصلب الأنابيب لحام المعالجة الحرارية المشتركة
قد 23, 2023
ما هو الفرق بين ASTM A105 و ASTM A234?
يونيو 18, 2023
تتم مناقشة آفاق البحث والتطوير لغلاف زيت HFW من ABTER STEEL في المستقبل. يشار إلى أن تطوير غلاف الزيت ABTER STEEL HFW يجب أن يسلط الضوء على صناعة الصلب + صناعة الأنابيب + معالجة الأنابيب
ومزايا نظام الجودة المتسق لتحقيق التنمية المتباينة; توسيع مواصفات ومخرجات المنتجات المطورة, بحث وتطوير K55 ذات الجدران السميكة ذات القطر الكبير, ارتفاع مكافحة البثق و تآكل مقاومة
غلاف الزيت.
كلمات مفتاحية: HFW; غلاف النفط; الصلب أبتير; حالة البحث والتطوير; احتمال; J55; K55
وفقا لطريقة التشكيل, تنقسم أنابيب غلاف الزيت إلى نوعين: أنابيب الصلب غير الملحومة والأنابيب الملحومة. مقارنة مع الأنابيب الفولاذية غير الملحومة, تتميز الأنابيب الملحومة بأبرز ميزات سمك الجدار العالي ودقة الأبعاد, مقاومة جيدة للانهيار, وعملية تصنيع قصيرة. , ارتفاع كفاءة الإنتاج, مجموعة واسعة من المواصفات, توفير الطاقة, تكلفة إنتاج منخفضة, وأداء عالي التكلفة; وبالتالي, لحام عالي التردد (HFW لفترة قصيرة) يشيع استخدامه في أغلفة الزيت في البلدان الأجنبية (مثل الولايات المتحدة, ألمانيا, اليابان, كوريا الجنوبية, إلخ) ) الأنابيب بدلا من الأنابيب الفولاذية غير الملحومة, كما تعمل حقول النفط المحلية تدريجيا على تعزيز استخدام [1]
.
شركة أبتر للصلب, المحدودة. (أبتير ستيل للاختصار) طورت H40, J55, K55,
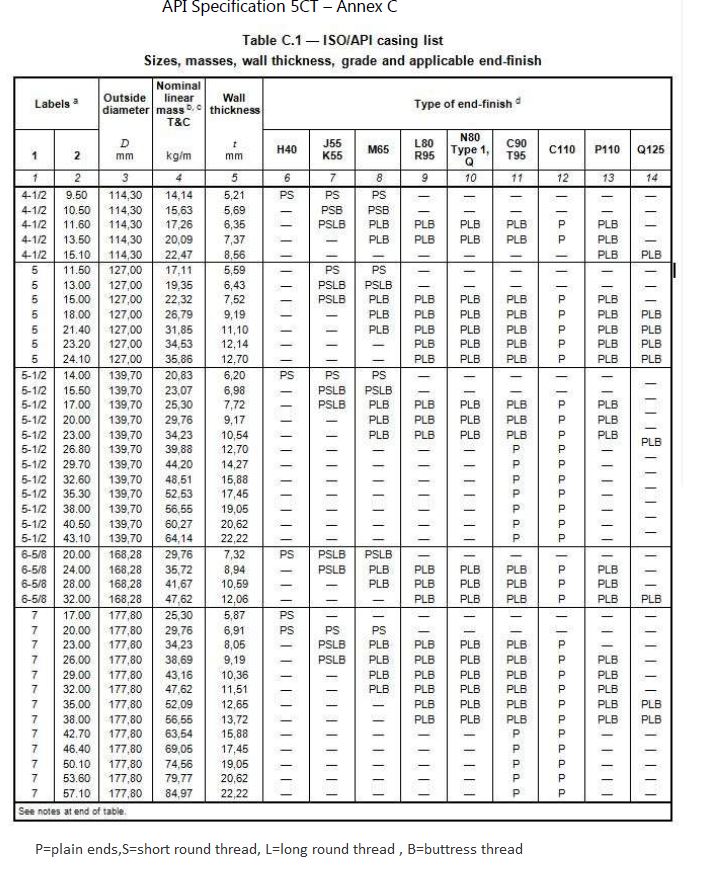
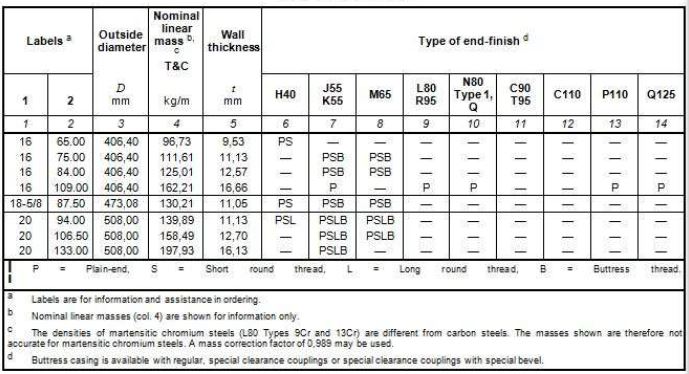
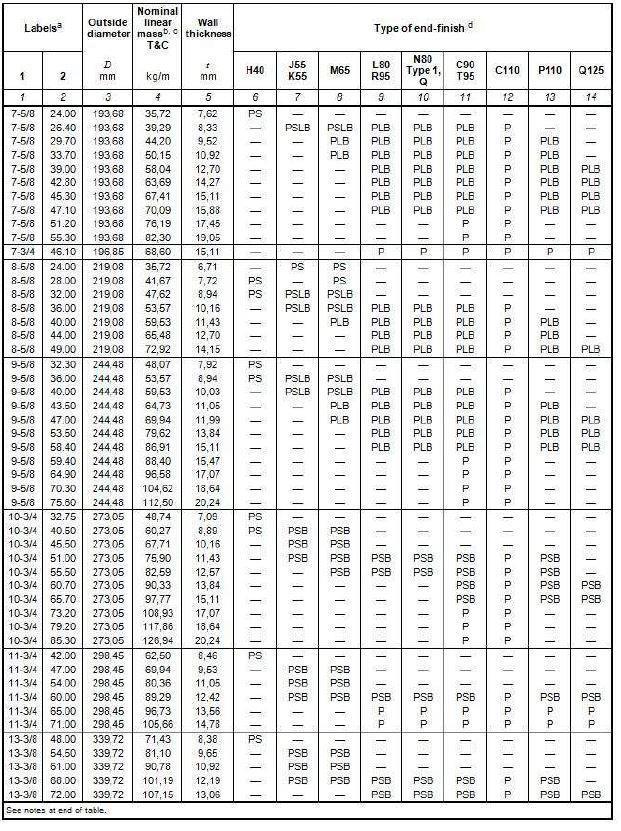
M65, L80 -1, N80 -Q, N80 -1 و P110 الصلب الصف HFW منتجات غلاف النفط, بما في ذلك 7 الأقطار الخارجية (219.08 ~ 508.00 ملم), 46 المواصفات (الطاولة 1), تلبية مخطط المنتج بشكل أساسي وفقا للمتطلبات, 500,000 تم توريد الأطنان إلى حقول النفط المحلية والأجنبية والمستخدمين الآخرين [2-3].

API 5CT Gr.J55 غلاف الأنابيب
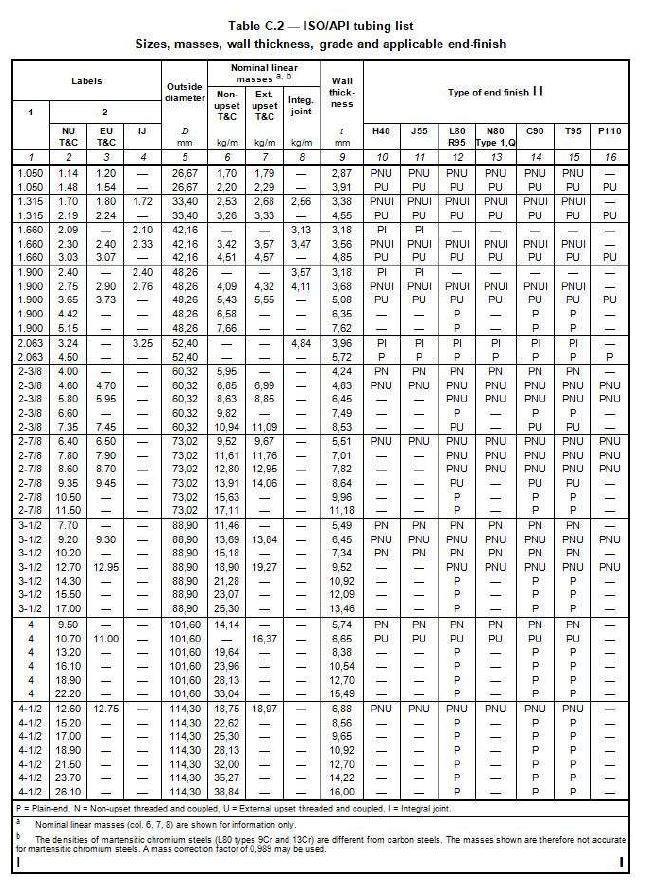
API 5CT-American Petroleum Institute هي مواصفات الغلاف والأنابيب غير الملحومة, API 5CT J55 غلاف الأنابيب يستخدم بشكل رئيسي للآبار الضحلة, الآبار الحرارية الأرضية, وآبار المياه أو حفر آبار النفط بشكل أساسي لدعم جدار البئر أثناء وبعد الحفر لضمان عملية الحفر والتشغيل العادي للبئر بالكامل بعد الانتهاء. عالم الحديد & الصلب هي واحدة من الشركات الرائدة في الصين غلاف الأنابيب المصنعة والموردين, إذا كنت ترغب في شراء أو استيراد أنبوب غلاف API J55 عالي الجودة, لا تتردد في الاتصال بنا.
القياسية: API 5 قيراط
درجة: J55
تفاوت.
OD<114.3mm التسامح ±0.79
OD≥114.3mm التسامح -0.5% +1%
سمك التسامح:-12.5%
تطبيقات: الآبار الضحلة, الآبار الحرارية الأرضية, وآبار المياه أو آبار النفط الأخرى
الصعوبات التقنية وخصائص العملية لغلاف J55
مقارنة مع طرق اللحام الأخرى, يتميز اللحام عالي التردد بعدم وجود حشوات معدنية (مثل سلك اللحام); وبالتالي, عندما تكون عملية اللحام مستقرة, تعتمد جودة اللحام إلى حد كبير على جودة الشريط الفولاذي. فمثلا, يحتوي غلاف J55 الذي تنتجه وحدة الأنابيب الملحومة الطولية HFW من Baosteel على تركيبة كيميائية أصلية من الفولاذ مع C و Mn كعناصر تقوية رئيسية, لا يحتوي على ملحوظة, وله فصل مركزي في الشريط الفولاذي المدلفن على الساخن [1 ]
.
نطاق غلاف الزيت J55 الذي يمكن تصنيعه هو Ф219.08 ~ 508.00 مم, منها عرض الحزام الفولاذي المستخدم لمواصفاتي Ф219.08 مم و Ф244.48 مم 700 مم و 770 مم على التوالي, وهي شرائط ضيقة. من أجل عدم إهدار قدرة الدرفلة الساخنة, عادة ما تكون مدرفلة على الساخن 1 420 مم, 1 560 يتم تقسيم الشرائط العريضة مم طوليا على طول خط الوسط. بسبب فصل تكوين الشريط الفولاذي المدلفن على الساخن, والفصل بين 1/2 .part (مركز الشريط الفولاذي) أمر خطير, تقع منطقة الفصل المركزي عند اللحام بعد تصنيع الأنبوب, ومنطقة الفصل في منطقة اللحام المتأثرة بالحرارة بعد المعالجة الحرارية لتطبيع اللحام عبر الإنترنت توجد شرائط مارتينسيت على الغلاف, ومعايير API لا تسمح بوجود مارتينسيت غير مخفف في الغلاف, لذلك من الضروري إضافة
أضف المعالجة الحرارية للأنبوب بالكامل للتخلص, وبالتالي زيادة تكلفة الإنتاج. تهدف إلى المشاكل المذكورة أعلاه, شركة أبتر للصلب, المحدودة. صمم مخططين للاختبار لضبط التركيب الكيميائي للشريط الفولاذي المستخدم في غلاف J55 [1]
.
نظام 1: تقليل الكربون في تصميم المواد لتقليل الفصل بين مركز الشريط الفولاذي, ث (ج) هو 0.17% إلى 0.20%, 0.075% أقل من التركيب الكيميائي الأصلي, الحد من فصل الكربون; الاشتراكية الدولية, محتوى مليون والتكوين الأصلي نفسه. بعد الإنتاج التجريبي للمخطط 1, يتم تقليل الفصل في وسط الشريط الفولاذي, ولكن لا تزال هناك كمية صغيرة من مارتينسيت في منطقة الفصل في المنطقة المتأثرة بالحرارة بعد المعالجة الحرارية لتطبيع اللحام[1]
.
نظام 2: تقليل الكربون والمنغنيز في تصميم المواد لتقليل الفصل بين مركز الشريط الفولاذي, ث (ج) هو 0.13% إلى 0.18%, الذي 0.105% أقل من التركيب الكيميائي الأصلي, الحد من فصل الكربون; ث (يغطي الأسود الملحوم وغير الملحوم والساخن) هو 0.60٪ ~ 1.00٪, الذي 0.30% أقل من التركيب الكيميائي الأصلي, مما يقلل من فصل المنغنيز, بحيث لا يوجد هيكل martensitic بعد تطبيع المعالجة الحرارية عبر الإنترنت في اللحام[1]; فقدان القوة, تحسين أداء معالجة الأنبوب ومنع خيط الغلاف من الالتصاق; أضف كمية صغيرة من الكالسيوم لتنقية الفولاذ المصهور, تعزيز تكوير MnS, وتحسين الأداء الشامل للمادة [4]. للشريط الفولاذي J55 المصمم وفقا لتكوين المخطط 2, لن يظهر مارتينسيت في المنطقة المتأثرة بالحرارة من اللحام بعد صنع الأنابيب, والبنية المجهرية والقوة تلبي متطلبات API Spec 5CT.
API 5CT K55 / J55 التركيب الكيميائي
| درجة | C≤ | Si≤ | Mn≤ | P≤ | S≤ | Cr≤ | ني | Cu≤ | Mo≤ | V≤ |
| API 5CT K55 / J55 | 0.34-0.39 | 0.20-0.35 | 1.25-1.50 | 0.020 | 0.015 | 0.15 | 0.20 | 0.20 | / | / |
API 5CT K55 / J55 الملكية الميكانيكية
| الصف الفولاذ | مقاومة الخضوع (مبا) | مقاومة الشد (مبا) | الاستطالة الكلية تحت الحمل % |
| الاحتياجات | 379-552 | إيه سيكس فايف فايف | 0.5 |
| API 5CT J55 | 379-552 | إيه فايف وان سيفن | 0.5 |
المعالجة بالحرارة (PSL2 و PSL1 مختلفان)
API 5CT J55 PSL1 و API 5CT K55 PSL2 هو نفسه (تسليم المتداول);
PSL2 :يجب تطبيع J55 و K55 أو تطبيعهما وتخفيفهما. إذا سميكة, يجب إضافة التطبيع أو التطبيع والتلطيف بعد السماكة.
اختبار الصدم (PSL2 و PSL1 مختلفان)
أنابيب: PSL1, J55 و K55 ليس لديهم شرط; يتطلب PSL2 J55 و K55 الحد الأدنى من تأثير العمل 20J من عينة الحجم الكامل, والحد الأدنى من تأثير العمل 27J من عينة بالحجم الكامل.
اقتران: اختبارات تأثير J55 و K55 ضرورية. الحد الأدنى لطاقة التأثير للعينة هو 20J, والحد الأدنى لطاقة التأثير للعينة بالحجم الكامل هو 27J.
الصعوبات التقنية وخصائص عملية غلاف K55
نطاق قوة الخضوع لغلاف الزيت من الدرجة الفولاذية K55 يتراوح بين 379-552MPa, وقوة الشد أكبر من 655MPa, والتي تتميز بنسبة إنتاجية منخفضة جدًا للمادة (0.58-0.84). مصممة من التركيب الكيميائي للمواد
بعبارة أخرى, يعتبر فولاذ المنغنيز الكربوني الشائع مثاليًا لتحقيق نسب إنتاجية منخفضة, مثل الفولاذ 37Mn5, والذي يستخدم على نطاق واسع في إنتاج الأنابيب الفولاذية غير الملحومة من الدرجة K55, مع ث(ج) حول 0.37% و(يغطي الأسود الملحوم وغير الملحوم والساخن) حول 1.3%. قوة الخضوع تبلغ 37Mn5 بعد التدحرج 450 الآلام والكروب الذهنية, قوة الشد أعلاه 700 الآلام والكروب الذهنية, ونسبة العائد هي 0.64, والتي يمكن أن تلبي متطلبات الخواص الميكانيكية للصلب K55[5]
عملية إنتاج غلاف HFW هي: صناعة الصلب ← الصب المستمر ← الدرفلة على الساخن في الملفات ← اللحام بعقب القص للرأس والذيل للملفات ← تشكيل الشريط ← اللحام ← المعالجة الحرارية للحام عبر الإنترنت أو المعالجة الحرارية للأنبوب بأكمله ← معالجة الأنابيب ← انتظار فحص المصنع. تعتبر عملية اللحام التناكبي لرأس الملف وقص الذيل هي العملية الأساسية لتحقيق الإنتاج المستمر للملفات المتعددة وتعكس كفاءة الإنتاج للأنابيب الملحومة HFW. ومع ذلك, نظرًا لانخفاض الكربون في المواد المطلوبة للحام اللفائف من الرأس إلى الذيل, من المطلوب عمومًا أن يكون مكافئ الكربون CEIIW أقل من 0.43, وإلا فإنه من السهل التسبب في كسر الشريط والتأثير بشكل خطير على كفاءة الإنتاج. بما أن الكربون المكافئ CEIIW يصل إلى 37Mn5 من الفولاذ 0.58, جنبا إلى جنب مع خصائص عملية الإنتاج للأنابيب الملحومة, من الواضح أن هذا الفولاذ غير مناسب لإنتاج غلاف زيت HFW الصلب K55; وبالتالي, تكمن الصعوبة الفنية في إنتاج غلاف زيت HFW من الدرجة الصلب K55 في المواد التي يجب أن يضمن التصميم نسبة منخفضة من العائد بمعادل منخفض الكربون. طريقة تشكيل HFW لشركة Abter Steel Co., المحدودة. يعتمد تقنية تشكيل صفوف متطورة, الذي يوفر ضمانًا للحصول على أداء لحام ممتاز. وخلال عملية تشكيل, يمر الشريط الصلب عبر لفات كل مطحنة متداول, وينحني تدريجيًا إلى شكل الأنبوب المثالي فارغًا وفقًا لنظام المرور المصمم [3], وهي عملية تشوه مستمرة وديناميكية. في هذه العملية, جنبا إلى جنب مع تشوه الانحناء المستعرض للشريط الصلب, توتر, يحدث الضغط وspringback في وقت واحد, تشوه القص على السطح وفي اتجاه سمك اللوحة, والتمدد الطولي وتشوه البثق على الحافة [6]. حالة الإجهاد للتشوهات المختلفة معقدة للغاية, ولكن يمكن تقدير السلالة ε بالصيغة التالية: ε=ر/(د + ر) (1) حيث ر —— سمك الشريط الفولاذي, مم; د —— القطر الخارجي للأنابيب الملحومة, مم . وقد أثبتت الممارسة ذلك عن طريق الحد من الكربون, صناعة السبائك والتبريد المتحكم فيه أثناء الدرفلة على الساخن, من الممكن إنتاج ملفات مدرفلة على الساخن تتوافق خواصها الميكانيكية مع متطلبات درجة الفولاذ K55. فمثلا, للملفات المدرفلة على الساخن مع درجة حرارة درفلة نهائية أكبر من 860 درجة مئوية ودرجة حرارة اللف 570 ° C, قوة الخضوع هي 478 MPa وقوة الشد هي 697 الآلام والكروب الذهنية [5]. للغلاف ذو القطر المتوسط Ф273 مم × 10.16 مم, الضغط بعد صنع الأنابيب على وشك 3.6%. وفقا لمنحنى الإجهاد والانفعال, عندما سلالة 3.6% يحدث, سوف تزيد قوة الخضوع بعد تصنيع الأنابيب إلى حوالي 563 الآلام والكروب الذهنية, الذي يتجاوز النطاق المطلوب لقوة الخضوع لدرجة الفولاذ K55 [5]. لهذا النوع من الملفات المدرفلة على الساخن, من أجل التأكد من أن قوة الخضوع بعد تصنيع الأنابيب أقل من 552 الآلام والكروب الذهنية, يجب ألا يتجاوز الضغط بعد صنع الأنابيب 3.0%. إذا كان غلاف HFW بمواصفات مختلفة من درجة الفولاذ K55 محدودًا بـ 3.0% أَضْنَى, لا يوجد سوى Ф339.72 مم × 9.65 مم, Ф406.4 مم×11.13 مم, Ф473.08 مم×11.05 مم, Ф508 مم×12.7 مم, Ф508 مم × 11.13 مم والمواصفات الأخرى لبطانات HFW لديها إجهاد أقل من 3.0%, ذلك بالقول, في ظل الحالة المثالية لعدم مراعاة تقلب أداء الملفات, فقط المواصفات الخمسة المذكورة أعلاه للأغلفة، يمكن للخصائص الميكانيكية بعد تصنيع الأنابيب أن تلبي متطلبات درجة الفولاذ K55. لأغلفة المواصفات الأخرى, يجب استخدام المعالجة الحرارية بعد تصنيع الأنابيب لإنتاج أغلفة HFW المؤهلة.
يُظهر الإنتاج في الموقع ذلك مقارنةً بالملف, قوة الخضوع لجسم الأنبوب بعد التشكيل على وشك 50-100 MPa أعلى من الملف, وقوة الشد حوالي 10-30 MPa أقل. في هذا الطريق, يجب التحكم في قوة إنتاج الملف المثالية
فهو حوالي 400MPa, في حين ينبغي التحكم في قوة الشد فوق 680MPa; نسبة العائد هي 0.59. بوضوح, من الصعب تحقيق مثل هذه النسبة المنخفضة من الإنتاجية بالنسبة للكربون العادي أو الفولاذ منخفض السبائك.
وقد أظهرت الممارسة ذلك: بسبب تأثير تصلب العمل الكبير لغلاف HFW ذو القطر الصغير, الخصائص الميكانيكية للوحة المدرفلة على الساخن بعد اللف لا يمكن أن تلبي متطلبات درجة الفولاذ K55. ومع ذلك, إن تأثير تصلب العمل للغلاف ذي القطر الكبير يكون صغيرًا بنفس سمك الجدار. على أساس البحوث المختبرية, ويمكن اعتماد مجموعتين من الحلول التقنية للتعامل معها على التوالي. يخطط 1, المواصفات فوق Ф339 ملم, إجراء اختبارات الضبط الدقيق على التركيب الكيميائي لدرجات الفولاذ الحالية, من أجل إنتاج أغلفة فولاذية K55 مؤهلة من خلال المعالجة الحرارية للحام عبر الإنترنت بعد تصنيع الأنابيب; يخطط 2, المواصفات أقل من Ф339 ملم, بعد اجتياز تصنيع الأنبوب، تلبي المعالجة الحرارية الطبيعية للأنبوب بأكمله متطلبات الأداء الخاصة بدرجة الفولاذ K55.
للمجموعة الأولى من المخططات, فكرة تصميم التكوين: أفضل مزيج من اثنين من عناصر صناعة الحلول الصلبة, C و MN, يمكن أن تقلل بشكل فعال من نسبة قوة العائد للمادة [7], مثل درجة الصلب 37MN5 لإنتاج درجة الصلب K55 أنابيب فولاذية غير ملحومة , ويمكن أن تصل نسبة قوة العائد 0.64; وبالتالي, يتم تقليل الكربون على أساس 37 مليون 5 لتلبية متطلبات انخفاض نسبة الكربون ونسبة قوة العائد المنخفضة. ثم يمكن التحكم في صلابة منطقة الفصل المركزية بحيث لا تكون أكبر من الصلابة الحرجة لتسبب التكسير FIG, الصلب القاتل من الألومنيوم هو فولاذ تقليدي رفيع الحبيبات, ويستخدم AL كعنصر لصنع السبائك ، فهو غير مواتٍ لتقليل نسبة قوة العائد للمادة, ويجب تقليل محتوى AL. للمجموعة الثانية من المخططات, يتم استخدام طريقة تطبيع المعالجة الحرارية للأنبوب الملحوم للتخلص من تأثير تصلب العمل الناتج عن تشكيل الشريط. لأن المعالجة الحرارية الطبيعية للأنبوب الملحوم لا يمكنها فقط القضاء على تأثير تصلب المادة وتقلب خصائص الملف نفسه على الخواص الميكانيكية, ولكن أيضًا تجعل الخواص الميكانيكية والبنية المجهرية لدرزة اللحام قريبة من جسم الأنبوب, والخواص الميكانيكية للأنبوب بأكمله مستقرة. الجنس الجيد. فكرة تصميم التكوين هي كما يلي: على أساس الفولاذ الكربوني والمنغنيز, V هو عنصر التعزيز الرئيسي, يتم التحكم في الشوائب مثل P وS, ويتم تنقية الفولاذ المنصهر بمعالجة الكالسيوم. غلاف من الفولاذ K55 مع أداء مستقر. خصائص الشد للمخططين بعد تصنيع الأنابيب تلبي جميعها متطلبات معيار API Spec 5CT (الطاولة 2). تظهر في الشكل منتجات الغلاف الفولاذي Ф473.08 mm×11.05 mm K55 1.
آفاق تطوير غلاف زيت ABTER STEEL HFW
وفقا للأدب [8], البترول والغازات القابلة للاحتراق (مثل الغاز الطبيعي, الغاز الصخري, غاز الميثان المستخرج من الفحم, إلخ) هي الطاقة الرئيسية التي يستهلكها الإنسان في الوقت الحاضر. في الماضي 30 سنوات, استمر استخدام الطاقة الأحفورية في العالم في النمو, بشكل رئيسي من البترول, الغاز القابل للاحتراق والفحم. أنواع أخرى من الطاقة, مثل الطاقة المائية, الطاقة النووية, طاقة الكتلة الحيوية, طاقة الرياح, والطاقة الشمسية, لا تمثل سوى نسبة صغيرة من إجمالي الطاقة. حتى في معدل التنمية الأكثر تفاؤلا, من المستحيل استبدال الطاقة الأحفورية واحتلال موقع مهيمن على الأقل من قبل 2050 . منذ أن أصبحت بلدي مستورد للنفط صافي في 1993, زاد استهلاك النفط الخام في بلدي بمعدل سنوي متوسط 5.77%, وأصبح ثاني أكبر مستهلك للنفط الخام في العالم. وفقًا لتوقعات الوكالة الدولية للطاقة (وكالة الطاقة الدولية) وإدارة معلومات الطاقة الأمريكية (EIA), بواسطة 2030, سيكون طلب بلدي على النفط والغاز في الأساس 800 مليون طن من النفط الخام وحوالي 200 مليار م 3 من الغاز الطبيعي. الصين “الخطة الثانية عشرة لمدة خمس سنوات” خطط لمكافحة النفط والغاز: شركة الصين الوطنية للبترول 400 مليون طن, منها تمثل الاستكشاف في الخارج 50%, سونغليو المفتاح المحلي, طلبات, شينجيانغ, مناطق بوهاي خليج وسيتشوان تشونغتشينغ; تخطط شركة الصين البتروكيماوية لمكافئ الإنتاج 110 مليون طن; شركة الصين الوطنية للنفط البحري هي 100 مليون طن. أثناء ال “الخطة الثانية عشرة لمدة خمس سنوات” فترة, متوسط الطلب السنوي على أنابيب بئر النفط 3.2 مليون طن. تعد أنابيب بئر النفط من المواد والمعدات المهمة اللازمة لاستكشاف وتطوير النفط والغاز, وحساب متوسط 20% إلى 30% تكلفة البناء البئر بأكملها. عملية الاستكشاف والتطوير في صناعة النفط والغاز هي عملية استخدام واستهلاك أنابيب البئر من النفط بكميات كبيرة. قبل الثمانينات, تعتمد كل أو أنابيب البئر النفطية المستخدمة في بلدي على الواردات. حتى 1998, وصل معدل توطين أنابيب البئر في بلدي 85% [9]. في الوقت الحاضر, وصلت طاقة إنتاج أنابيب البئر في بلدي 10 مليون طن, وتكون القدرة الإنتاجية بشكل خطير. فيما بينها, القدرة الإنتاجية للمؤسسات مع صناعة الصلب + صناعة الأنابيب + قدرات معالجة الأنابيب تدور حول 5.5 مليون طن, مثل شركة Tianjin Steel Pipe Group, المحدود., الصلب أبتير, Hengyang Valin Steel Pipe Co., المحدود., شركة Pangang Group Chengdu Steel Vanadium Co., المحدود., شركة وشى سيمليس لصناعة الأنابيب البترولية الخاصة, المحدود., إلخ; شركات تصنيع الأنابيب + قدرات معالجة الأنابيب لديها قدرة إنتاجية تبلغ حوالي 1.3 مليون طن, مثل شركة باوجى لأنابيب الصلب البترولية., المحدود.; الطاقة الإنتاجية للشركات ذات القدرة على معالجة الأنابيب على وشك 3.2 مليون طن, مثل مختلف شركات معالجة حقول النفط.
على خلفية الطاقة الفائضة الخطيرة لأنابيب آبار النفط في بلدي, يجب أن يسلط تطوير غلاف الزيت ABTER STEEL HFW الضوء على مزايا صناعة الصلب + صناعة الأنابيب + معالجة الأنابيب ونظام الجودة المتسق, التنمية المتمايزة, وتنفيذ العمل في الجوانب التالية:
(1) قم بتوسيع مواصفات وإنتاج غلاف الزيت الفولاذي H40 لتلبية الطلب على غلاف الزيت الاقتصادي في الضغط المنخفض, مناطق النفط والغاز منخفضة النفاذية.
(2) توسيع مواصفات وإخراج M65, L80-1, أنابيب غلاف زيت الصلب N80-Q و P110 لتلبية احتياجات حقول النفط لخفض التكاليف وزيادة الكفاءة.
(3) البحث وتطوير غلاف الزيت الصلب الكبير ذو الجدران الكثيفة الكثيفة لتلبية احتياجات أسواق أجنبية محددة.
(4) البحث وتطوير غلاف زيت عالي المضاد, مثل 80-tt, لتلبية الطلب على غلاف اقتصادي عالي المضاد للانصهار في حقول النفط.
(5) البحث وتطوير غلاف البترول المقاوم للتآكل, مثل 80s, 90S و 95S, لتلبية الطلب على غلاف اقتصادي مقاوم للتآكل في حقول النفط.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}