

Klassifizierung, Produktionsprozess und mechanische Eigenschaften von nahtlosen Stahlrohren
Juli 5, 2022
Stahlrohre sind zylindrische Rohre
Juli 8, 2022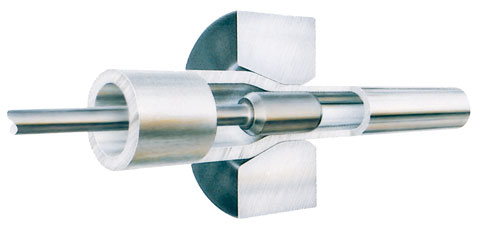
Dieser Beitrag befasst sich mit der Verformung von Präzisionsstegen Röhren während des Kaltziehprozesses, mit Finite-Elemente-Methoden. Das
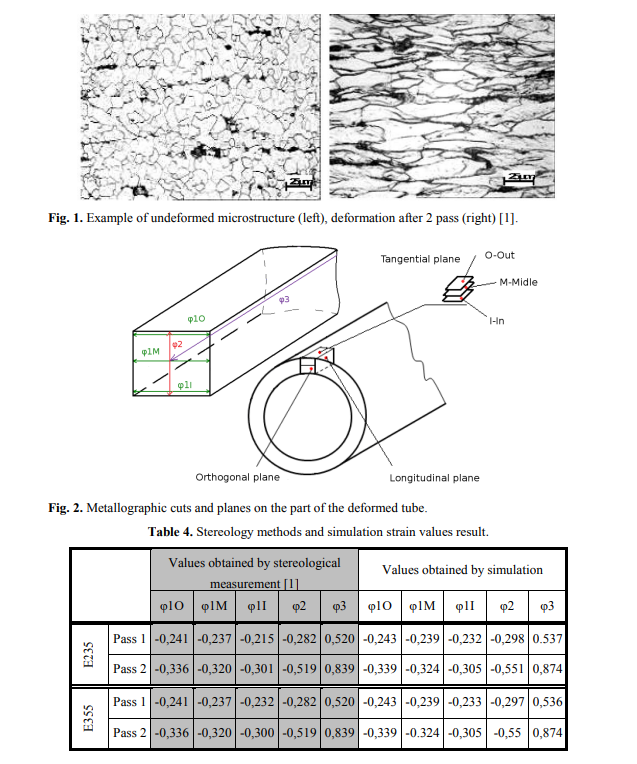
der Dehnungswert, der durch stereologische Messung des Grades der Korngrenzenverformung erhalten wird, wird jeweils mit dem Simulationsergebnis verglichen
Ziehpass. Als Material wurde die Stahlsorte E235 und E355 gewählt, die aus der Anfangsdimension von Φ70 x gezogen wird 6.3 mm bis zum Finale
Dimension von F 50 x 3.75 mm durch zwei Durchgänge. Die FEM-Software DEFORM 2D mit der Lagrange-Methode wird zur numerischen Analyse der Kälte verwendet
Zeichnungsprozess.
1 Einführung
Die Kaltziehtechnologie, die zur Herstellung von nahtlosen Präzisionsrohren verwendet wird, hängt von vielen Faktoren ab. Prozessparameter der Kaltumformung, Werkzeuggeometrie Anfangs- und Endrohrabmessung werden so gewählt, dass eine hohe Qualität der Rohre gewährleistet ist. Um den endgültigen Durchmesser und die Wandstärke zu erreichen, Rohre werden in mehreren Kaltziehschritten nacheinander reduziert.
Dies kann entweder durch Ziehen des Rohrs durch eine Matrize und durch Hinzufügen eines Stopfens erfolgen, was zu einer besser definierten Wandstärke und inneren Oberflächenqualität führt. Das Kaltziehen mit einem festen Stopfen ist eine vielseitige Technologie, die normalerweise in der Eisenhütte Železiarne Podbrezová verwendet wird. Die Versuchsergebnisse dieser Firma werden mit der in dieser Arbeit beschriebenen numerischen Simulation verglichen.
2 Experimentelles Material
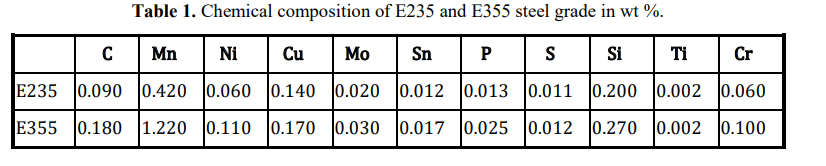
In dieser Arbeit, Stahlsorte E235 und E355 (ferritisch-perlitischer Kohlenstoffstahl, siehe Tabelle berücksichtigt; als Ausgangsmaterial für das Kaltziehen, warmgewalztes Rohr mit Abmessungen von 70 x 6.3 mm gewählt. Die mechanischen Eigenschaften von E235-Stahl sind wie folgt: Streckgrenze Re = (226 245) MPa, Zugfestigkeit Rm 343 441) MPa, Duktilität A5 24 , Die mechanischen Eigenschaften von E355-Stahl sind wie folgt: Streckgrenze Re = (335 355) MPa, Zugfestigkeit Rm 490 630) MPa, Duktilität A5 24
2.1 Werkstück und Werkzeuge der Materialmodellierung
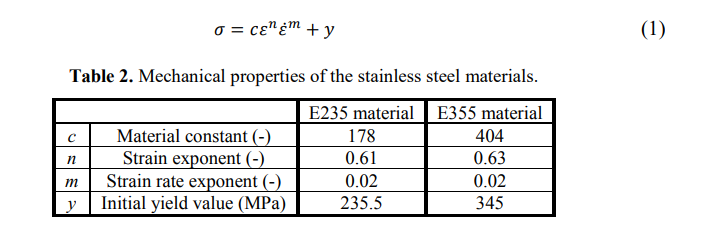
Da die Temperatur beim Kaltziehen niedriger bleibt, die Materialeigenschaften ändern sich nicht und können daher unabhängig von der Temperaturänderung angenommen werden. B. das Materialverhalten temperaturunabhängig betrachtet wird, die konstitutive Potenzgesetzgleichung von
Material plastische Eigenschaften können verwendet werden Gl. 1. Wobei die äquivalente effektive plastische Dehnung die effektiven plastischen Dehnungsraten darstellen, und Materialparameter werden durch Zugversuche ermittelt [1, 5], sie sind in der Tabelle aufgeführt 2.
Das Rohrmaterial wurde als Kunststoff angesehen, die Verfestigung wird als isotrop angenommen, und der Ertragsfunktionstyp ist auf Von Mises eingestellt.
Die Geometrie des Rohrs wurde vernetzt. Die acht Elemente befinden sich im ersten Durchgang über der Rohrwand, die sechs im zweiten Durchgang Abb. 5. Diese Werkstückvernetzung ist für die Genauigkeit ausreichend und muss während der Berechnung nicht erneut vernetzt werden.
Die Umformwerkzeuge, (Dorn und sterben) wurde als starrer Körper betrachtet. Das Werkzeugnetz musste für die Simulation nicht erzeugt werden.
2.2 Numerische Simulation
DEFORM 2D und die Lagrange-Berechnung wurden für die numerische Simulation der Kaltziehtechnik eingestellt, gemäß der in der Tabelle angegebenen Werkzeugabmessung 3. Die anfängliche axialsymmetrische geometrische Konfiguration wurde eingestellt. Die Ziehgeschwindigkeit war 9 m.min-1 für alle Durchgänge im experimentellen Zeichnen und Simulationsrandbedingungen. Als Reibungsmodell zwischen den Werkzeugen und dem Material wurde ein Schertyp mit dem Wert von gewählt 0.08.
Die Dateninterpolationsfunktion wurde verwendet, um die Berechnung des zweiten Durchgangs einzustellen. Die endgültigen Daten aus dem ersten Durchgang wurden übertragen, und zum Einstellen des zweiten Durchgangs. Diese Datentransformation muss durchgeführt werden, weil die Ziehtechnik ohne interoperatives Glühen durchgeführt wurde.
2.3 Rohrziehtechnik
Die wichtigsten Produktionsschritte für die Rohrkaltziehtechnologie in Železiarne Podbrezová sind
wie folgt:
• Rohstoffvorverarbeitung (warmgewalztes Rohr mit Abmessungen von Ø70 x 6.3 mm).
• Kalt-/Warmspitzen von Rohrenden (Zieldurchmesser 40 mm).
• Chemische Behandlung des Rohres (Beizen, Phosphatierung, Schmierung).
• Kaltziehen (siehe Tab. 3 für Details).
• Zwischenglühen und Endglühen in Schutzatmosphäre.
• Endkonditionierung.
• Oberflächeninspektion, Verpackung, Rostschutz.
• versenden.
Die endgültige Reduzierung der Rohrfläche für die Zwei-Pass-Technologie (ab Ø70 x 6. 3 mm bis Ø50 x 3.75 mm) war 57.78 %; der Wert wurde ziemlich gleichmäßig auf alle Pässe verteilt
(siehe Tabelle 3). Berechnung des Rohrquerschnitts (Bereich) die Ermäßigung:
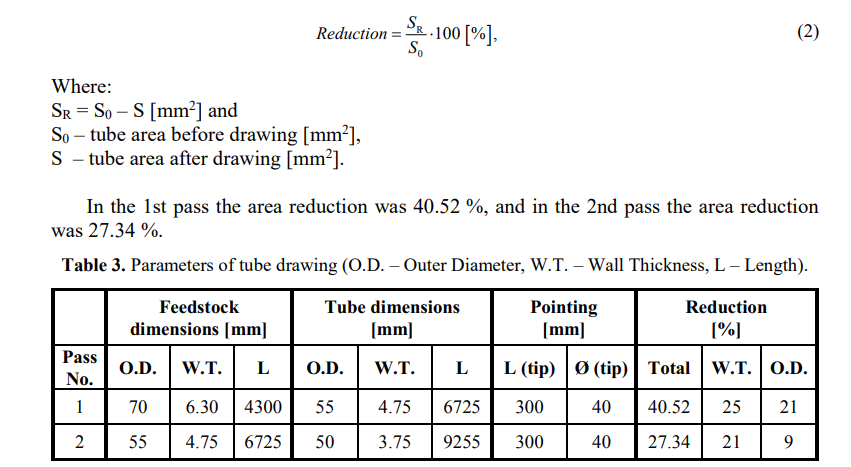
Die lokale plastische Verformung des Rohrs wurde analysiert. Während nachfolgender Ziehschritte, Das Rohr erfährt eine plastische Verformung. Die endgültige Geometrie und Eigenschaften der verformten Rohre hängen vom Dehnungswert ab. Es ist möglich, Änderungen der Materialstruktur zu untersuchen und plastische Verformungen vorherzusagen.
Die Mikrostruktur jedes Pas wurde in einer orthogonalen Tangential- und Längsebene des verformten Rohrs mit etwa 500-facher Vergrößerung eines Lichtmikroskops und eines metallographischen Schnitts beobachtet (Abb. 1).. Der tangentiale metallographische Schnitt wird dreimal durchgeführt. Auf der Innenseite der Rohrfläche „I“, auf der Außenseite der Rohroberfläche „O“ und auf der Mitte „M“ der Rohrwand Abb. 2. Durch plastische Verformung, die Gefügeanisotropie erhöht – Körnung
Grenzorientierung an der verformten Stelle des Stücks wurde beobachtet. Die lokale Dehnung an der analysierten Stelle wurde durch stereologische Messung des Grads der Korngrenzenorientierung erhalten [4, 6]. Die anisotrope Mikrostruktur wurde mittels quantitativer Metallographie in isotrope und planar orientierte Komponenten zerlegt [3, 4] (Saltykov-Stereologiemethoden mit orientierten Testlinien). Gemessene und berechnete Parameter der lokalen plastischen Verformung in der Verformungszone sind in der Tabelle aufgeführt 4.










-steel-pipe.jpg)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}