

Was ist der Unterschied zwischen Mantelrohr und gut Siebrohr?
Januar 16, 2018
ASTM A53 schwarz & Galvanisiertes Rohr, 1/8"- 26"
Januar 26, 2018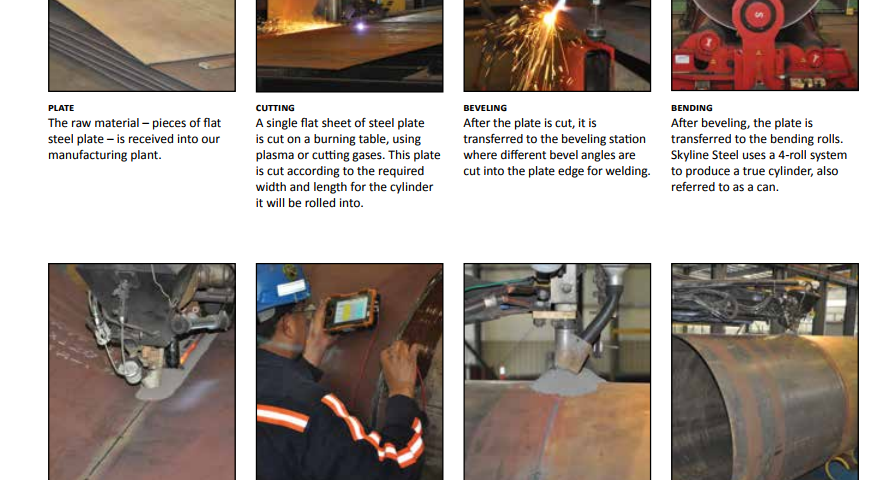
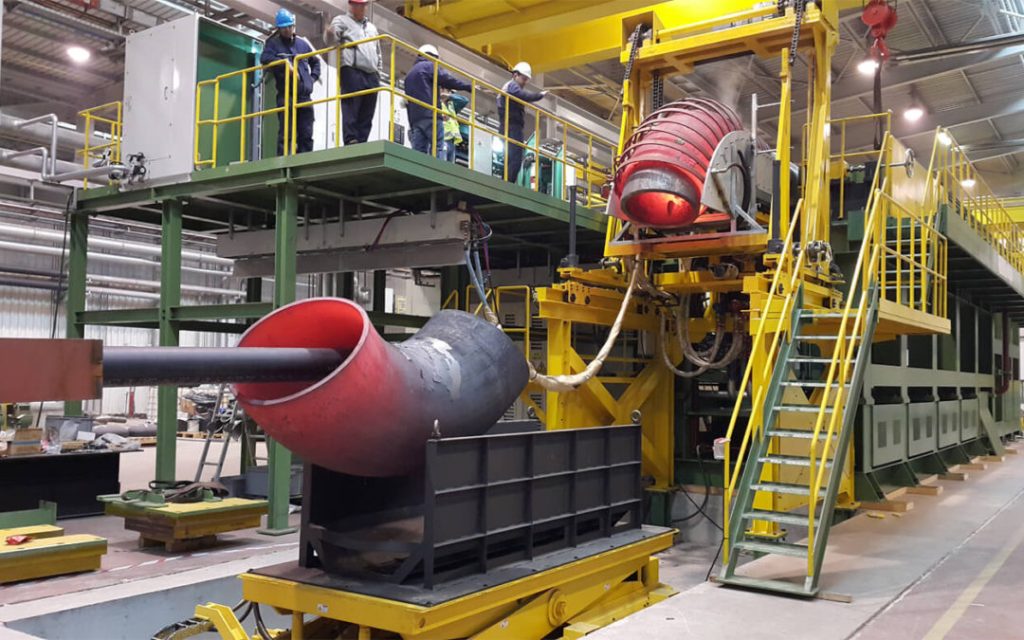
Spiralstahlrohr& Geschweißtes Rohr Manufacturing Process
Spiralstahlrohr & Geschweißtes Rohr ist die primären Herstellungsverfahren für Stahldicken, die Spiralmühle Fähigkeiten überschreiten (größer als 1”).
Elektrisches Widerstandsschweißen (ERW) Rohr Definition : wird normalerweise in Größen von 2-³∕₈” OD bis 24” OD hergestellt. ERW wird aus einzelnen Bögen oder kontinuierlich aus Skelp-Rollen hergestellt. Es gibt zwei wichtige Unterschiede bei der Herstellung von ERW Rohr gegen Rohr CW. ERW Rohr wird kalt in eine zylindrische Form ausgebildet ist und nicht warmgeformt. Ein elektrischer Strom statt einer Flamme wird verwendet, um die Kanten des Streifens für die Schmelzschweißung aufzuheizen. Drehbare Kupferscheiben dient als Elektroden und erhöht die Temperatur auf etwa 2600ºF für eine effektiven Schweiß. Wie in CW Rohr, kein Fremdmetall hinzugefügt wird; eigentlich, aufgrund des extremen Druck der Walzen, Stahl extrudiert wird sowohl auf der Innen- und Außenseite des Rohres an der Stelle der Schweißnaht. Dies wird Flash genannt und wird durch stationär an dem OD entfernt
Schneider, während immer noch zur Weißglut für A252-Typen, und sowohl die ID und OD für andere Qualitäten. Wie in CW-Produktion, ERW Rohr unterliegt zahlreichen Nachbehandlungen. ERW-Rohre werden in erster Linie als API verwendet Leitungsrohre für den Transport von Gas und Öl. Es ist auch für die Übertragung von Wasser verwendet, unter AWWA Spezifikationen, als Ramm- und Schlammrohr und in mechanischen Anwendungen.
Spiralschweißrohr Definition : ASTM A106gr, ist ein Stahlrohr, das eine Naht läuft seine gesamte Länge in einer Spiralform hat. In der Vergangenheit, aufgrund der Herstellungsverfahren, spiral geschweißten Rohr wurde auf niedrigen Druck und Bauanwendungen relegiert. Mit der Entwicklung des Unterpulverschweißverfahrens, die Produktion von großen
warmgewalzte Coils von ausreichender Breite und die Entwicklung von zuverlässigen zerstörungs Prüfmethoden, es ist nun möglich, Spiralschweißrohr für die Hochdruck-Service zu erzeugen.
Anwesend Spiralschweißmühlen bestehen aus einer de-Wickelvorrichtung (im Fall von Bandbasismaterial), ein Streifen verbindet welder, Richtrollen, Kantenvorbereitung Werkzeuge (Scher- und Trimmen), Vorbiegen Geräte, ein Verbiegen und Käfig bildendes System, ein Innenschweiß, ein externer welder (beide Unterpulverschweißung), Ultraschalluntersuchung
Vorrichtung und Schneidvorrichtungen.
Das Material durchläuft alle diese Fertigungsschritte kontinuierlich. Der Winkel zwischen dem flachen Streifen in die Maschine zugeführt werden und das fertige Rohr, die Maschine steuert das Rohrdurchmesser im Verhältnis zur Streifenbreite und den Winkel der Schweißstelle im Rohr zu verlassen.
Aufgrund der Herstellungsverfahren, eine Vielzahl von Durchmessern hergestellt werden kann. Die Durchmessertoleranz ist klein, insbesondere im Hinblick auf die Ovalität; und das Rohr, aufgrund seiner Axialsymmetrie, hat eine inhärente Geradheit.
Der Längenbereich ist unendlich und wird nur durch die Wirtschaftlichkeit des kontrollierten Transports.
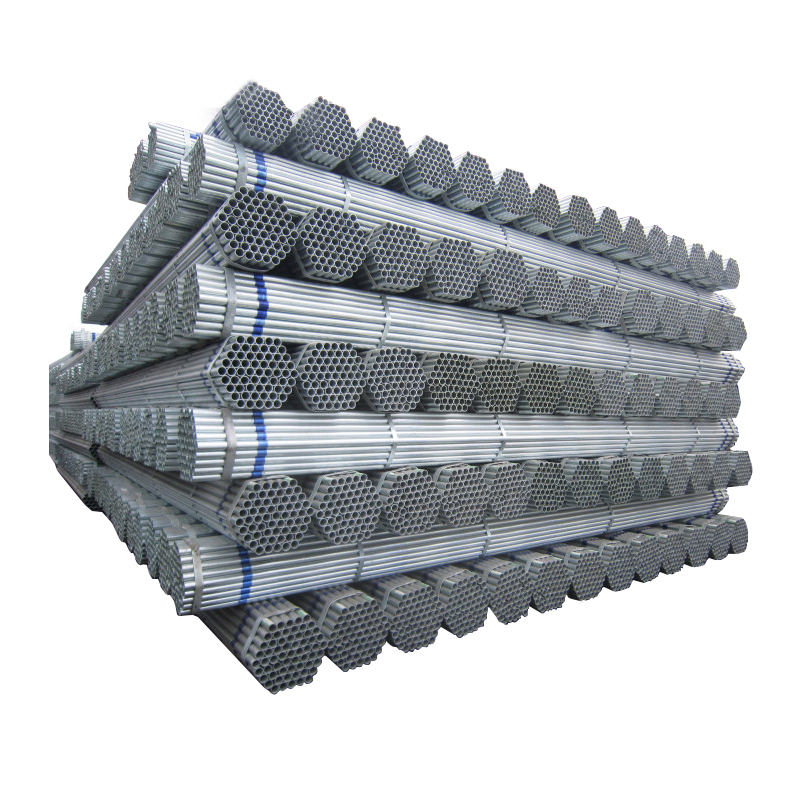
Spiralnahtrohr zum Stapeln und Strukturanwendungen verwendet, sowie für das Ausbaggern, Schlamm, Wasser und andere Pipelines.
Spiralnahtrohr wird in Übereinstimmung mit den Abmessungs- und Toleranzanforderungen der verschiedenen ASTM hergestellt, AWWA und API-Spezifikationen.
ERW Rohrherstellungsprozess:
| 1 | 2 | 3 | 4 |
|
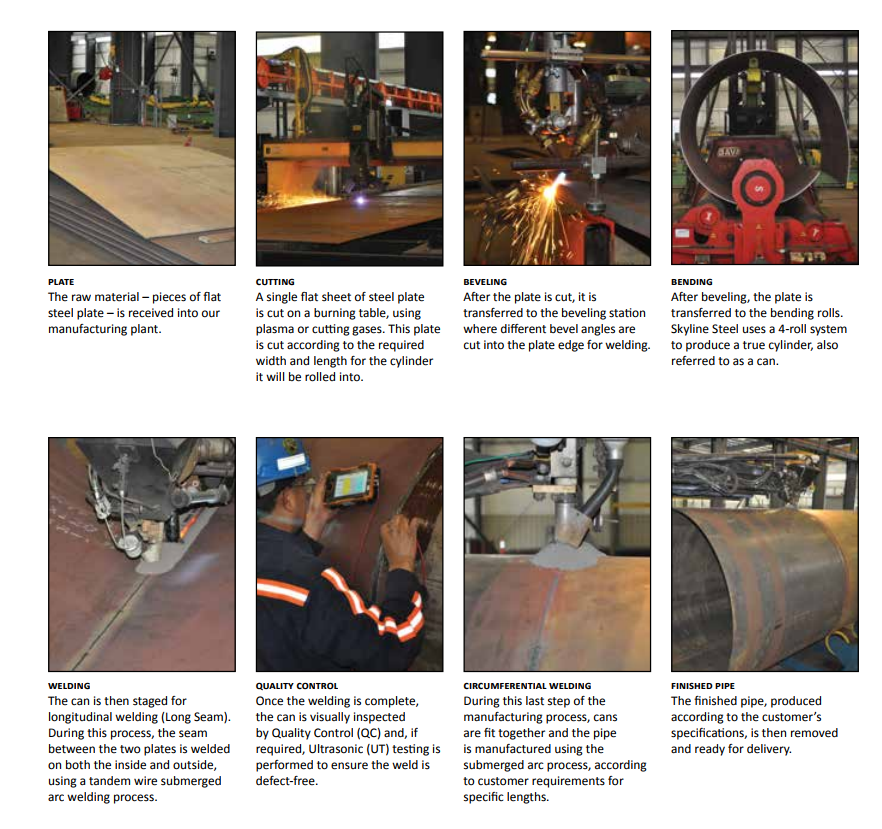
TELLER Der Rohstoff – Stücke von flachen Stahlplatte – wird in unserem Werk erhalten. |
SCHNEIDEN Ein einzelne flaches Blech aus Stahlblech wird auf einem Brenntisch geschnitten, Verwendung Plasma oder Schneidgase. Diese Platte wird geschnitten gemäß der equired Breite und Länge für den Zylinder wird es gewalzt. |
ABSCHRäGUNG Nachdem die Platte geschnitten wird, es ist zum Anfasen Station übertragen wo unterschiedliche Kegelwinkel Schnitt in den Plattenrand zum Anschweißen. |
BIEGE nach Anfasen, wird die Platte an die Biegewalzen übertragen. Skyline Stahl verwendet ein 4-Walzen-System einen echten Zylinder zu erzeugen, auch bezeichnet als eine Dose. |
| 5 | 6 | 7 | 8 |
|
SCHWEISSEN Die Dose wird dann zum Längsschweißen statt (lang Seam). Während dieses Prozesses, die Nahtstelle zwischen den beiden Platten ist sowohl innen und außen verschweißt, Verwendung eines Tandem-Drahtunterpulverschweißverfahren. |
QUALITÄTSKONTROLLE Sobald das Schweißen abgeschlossen, die Dose wird visuell durch Qualitätskontrolle geprüft (QC) und, Falls erforderlich, Ultraschall (OUT) Tests ausgeführt, um die Schweißstelle fehlerfrei ist, um sicherzustellen,. |
Umfangsverschweißung Während dieses letzten Schrittes des Herstellungsprozesses, Dosen werden zusammenpassen und das Rohr hergestellt wird, um das Unterpulververfahren unter Verwendung, nach kundenspezifischen Anforderungen für bestimmte Längen. |
FERTIG PIPE Das fertige Rohr, nach den Vorgaben des Kunden hergestellt, wird dann für die Lieferung entfernt und bereit. |
Zertifizierungen

Alle Schweißsysteme sind qualifiziert und zertifiziert nach AWS D1.1. Unsere Mühlen sind Qualität
durch die Stahlplatte Fabricators Association zertifiziert (SPFA) und geprüft durch Lloyds Registry Qualitätssicherung. zusätzlich, Jede Anlage wird mit Certified besetzt
Weld Aufsichtsbeamte eine Qualitäts Schweißnaht in jedem Rohr zu gewährleisten.
Spiralrohrschweiß Manufacturing Process
Das spiralförmige Schweißnaht Herstellungsverfahren ist eines der kostengünstigsten Möglichkeiten Stahlrohr zu erzeugen,. Die Mühle Setup bietet eine variierende Maß an Flexibilität, so dass für eine breite Palette von
Rohrdurchmesser und Wanddicken hergestellt werden. Als Ergebnis, Skyline Stahl ist in der Lage Spiralschweiß Produkte in viele strukturelle und nicht-strukturelle Märkte auf die wirtschaftlichste Kosten anzubieten.
Spiral
Schweißrohr ist aus Stahl gefertigt Spule.
| 1 | 2 | 3 | 4 | ||
|
Abwickeln Nach dem Empfang der Spule, es wird auf einer horizontalen un platziert- Haspeldom und fed in die Haarglätter. |
REDUZIERUNG Der Streifen der Spule wird in die flattener durch eine Walze eingeführt stehen und der Spulensatz entfernt werden. 1 |
OINING der Spulenenden Da die Spule weiter durch die Richtmaschine bewegen, die Vorder- und Hinterkanten des Streifens werden in Vorbereitung für die Stumpfschweißung getrimmten – Spule Spule. |
EDGE FRÄS Die Ränder der Spule werden bei der Vorbereitung für das Schweißen getrimmten. |
||
| 5 | 6 | 7 | 8 | ||
|
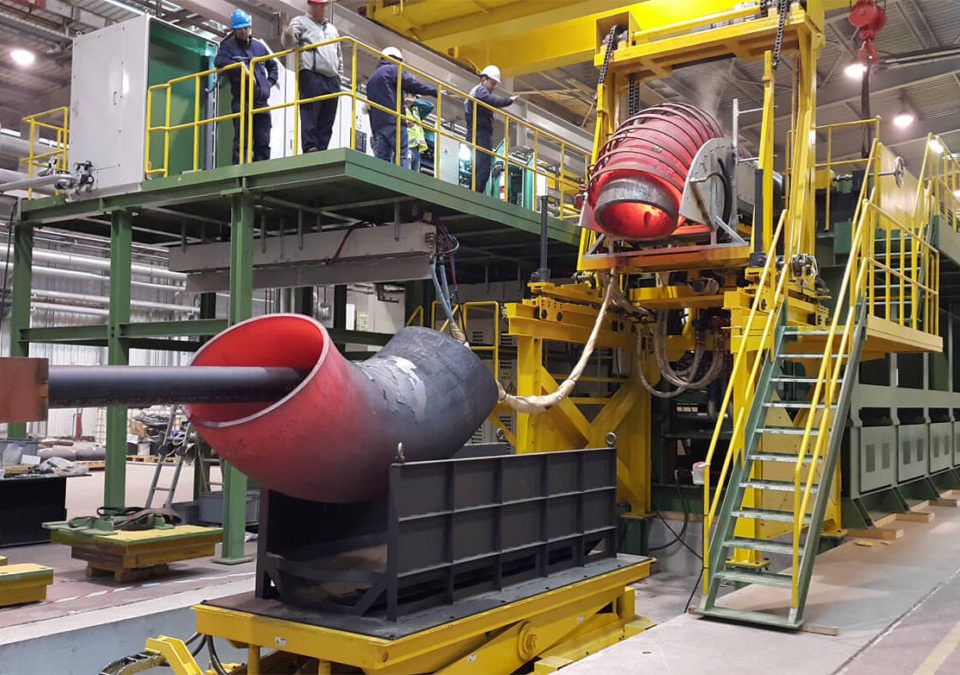
PIPE WIND Der Streifen der Spule tritt in die drei Walzenvorrichtung aus Blei, mauern und Dornwalzensätze. In diesem Stadium, beginnt die Spule die Spiralform zu bilden, die dann Rohr werden wird. |
SINGLE & TANDEM Rohrschweiß Das Schweißsystem schweißt das Rohr, innen und außen, Verwendung eines Unterpulverschweißsystem. |
PIPE CUT-OFF Sobald das Rohr erreicht die gewünschte Länge, die Trennmaschine in Eingriff ist. Reisen mit dem Rohr, Ein Plasmabrenner liefert das abgeschnittene des fertigen Rohr. |
|||
|
Rohrgewicht lbs / ft (kg/m) Näherungswerte |
||||||||||||||
|
Außendurchmesser (D〇) in (mm) |
Wandstärke (t) in (mm) | |||||||||||||
|
0.250 6.35 |
0.312 7.92 |
0.375 9.52 |
0.438 11.13 |
0.500 12.70 |
0.562 14.27 |
0.625 15.87 |
0.688 17.48 |
0.750 19.05 |
0.875 22.22 |
1.000 25.40 |
1.250 31.75 |
1.375 34.92 |
1.50 – 2.25 38.10 – 57.15 | |
|
24 609.6 |
63.47 94.45 |
79.01 117.58 |
94.71 140.94 |
110.32 164.17 |
125.61 186.93 |
141.05 209.91 |
156.17 232.41 |
171.45 255.15 |
186.41 277.41 |
|||||
|
30 762.0 |
79.51 118.32 |
99.02 147.36 |
118.76 176.73 |
138.42 205.99 |
157.68 234.65 |
176.86 263.20 |
196.26 292.07 |
215.58 320.82 |
234.51 348.99 |
272.43 405.42 |
310.01 461.35 |
|||
|
36 914.4 |
95.54 142.18 |
119.03 177.14 |
142.81 212.53 |
166.51 247.79 |
189.75 282.38 |
212.90 316.83 |
236.35 351.73 |
259.71 386.49 |
282.62 420.59 |
328.55 488.94 |
374.15 556.80 |
464.35 691.03 |
||
|
42 1067 |
111.58 166.05 |
139.04 206.91 |
166.86 248.32 |
194.60 289.60 |
221.82 330.11 |
248.95 370.48 |
276.44 411.39 |
303.84 452.16 |
330.72 492.17 |
384.67 572.45 |
438.29 652.25 |
544.52 810.34 |
597.14 888.64 |
Max. Wandstärke von 1,50″ (38.1mm). Bitte rufen Sie für Gewicht. |
|
48 1219 |
127.61 189.90 |
159.05 236.69 |
190.92 284.12 |
222.70 331.41 |
253.89 377.83 |
285.00 424.13 |
316.52 471.03 |
347.97 517.84 |
378.83 563.76 |
440.80 655.98 |
502.43 747.70 |
624.70 929.66 |
685.33 1019.89 |
|
|
54 1372 |
143.65 213.78 |
179.06 266.47 |
214.97 319.91 |
250.79 373.22 |
285.96 425.56 |
321.04 477.76 |
356.61 530.70 |
392.09 583.50 |
426.93 635.34 |
496.92 739.50 |
566.57 843.15 |
704.87 1048.96 |
773.52 1151.13 |
|
|
60 1524 |
159.68 237.63 |
199.08 296.26 |
239.02 355.70 |
278.88 415.02 |
318.03 473.28 |
357.09 531.41 |
396.70 590.36 |
436.22 649.17 |
475.04 706.94 |
553.04 823.02 |
630.71 938.60 |
785.05 1168.29 |
861.71 1282.37 |
Max. Wandstärke von 1,625″ (41.3mm). Bitte rufen Sie für Gewicht. |
|
66 1676 |
175.72 261.50 |
219.09 326.04 |
263.07 391.49 |
306.98 456.84 |
350.10 521.01 |
393.14 585.06 |
436.79 650.02 |
480.35 714.84 |
523.14 778.52 |
609.16 906.53 |
694.85 1034.05 |
865.22 1287.59 |
949.91 1413.62 |
|
|
72 1829 |
191.75 285.36 |
239.10 355.82 |
287.13 427.30 |
335.07 498.64 |
382.17 568.73 |
429.18 638.69 |
476.87 709.66 |
524.48 780.51 |
571.25 850.12 |
665.29 990.06 |
758.99 1129.50 |
945.40 1406.91 |
1038.10 1544.87 |
Max. Wandstärke von 1,75″ (44.4mm). Bitte rufen Sie für Gewicht. |
|
78 1981 |
207.79 309.23 |
259.11 385.60 |
311.18 463.09 |
363.16 540.44 |
414.24 616.46 |
465.23 692.34 |
516.96 769.32 |
568.61 846.19 |
619.35 921.70 |
721.41 1073.58 |
823.13 1224.95 |
1025.57 1526.22 |
1126.29 1676.11 |
|
|
84 2134 |
223.82 333.08 |
279.12 415.38 |
335.23 498.88 |
391.26 582.26 |
446.31 664.18 |
501.28 745.99 |
557.05 828.98 |
612.74 911.86 |
667.46 993.29 |
777.53 1157.09 |
887.27 1320.41 |
1105.75 1645.54 |
1214.48 1807.35 |
|
|
90 2286 |
239.86 356.95 |
299.13 445.16 |
359.28 534.67 |
419.35 624.06 |
478.38 711.91 |
537.32 799.62 |
597.14 888.64 |
656.86 977.52 |
715.56 1064.87 |
833.65 1240.61 |
951.41 1415.86 |
1185.92 1764.85 |
1302.68 1938.61 |
|
|
96 2438 |
255.89 380.81 |
319.15 474.95 |
383.34 570.47 |
447.44 665.87 |
510.45 759.63 |
573.37 853.27 |
637.22 948.29 |
700.99 1043.19 |
763.67 1136.47 |
889.78 1324.14 |
1015.55 1511.31 |
1266.10 1884.17 |
1390.87 2069.85 |
Max. Wandstärke von 2,00″ (50.8mm). Bitte rufen Sie für Gewicht. |
|
102 2591 |
271.93 404.68 |
339.16 504.73 |
407.39 606.26 |
475.54 707.68 |
542.52 807.36 |
609.42 906.92 |
677.31 1007.95 |
745.12 1108.86 |
811.77 1208.05 |
945.90 1407.66 |
1079.69 1606.76 |
1346.27 2003.47 |
1479.06 2201.09 |
|
|
108 2743 |
287.96 428.53 |
359.17 534.50 |
431.44 642.05 |
503.63 749.49 |
574.59 855.09 |
645.46 960.55 |
717.40 1067.61 |
789.25 1174.54 |
859.88 1279.65 |
1002.02 1491.17 |
1143.83 1702.21 |
1426.45 2122.80 |
1567.25 2332.33 |
|
|
114 2896 |
304.00 452.40 |
379.18 564.28 |
455.49 677.85 |
531.72 791.29 |
606.66 902.81 |
681.51 1014.20 |
757.49 1127.27 |
833.38 1240.21 |
907.98 1351.23 |
1210.48 1801.40 |
1207.97 1797.66 |
1506.62 2242.10 |
1655.45 2463.59 |
|
|
120 3048 |
320.03 476.26 |
399.19 594.06 |
479.55 713.65 |
559.82 833.11 |
638.73 950.54 |
717.56 1067.85 |
797.57 1186.92 |
877.51 1305.88 |
956.09 1422.82 |
1274.62 1896.85 |
1272.11 1893.11 |
1586.80 2361.42 |
1743.64 2594.83 |
Max. Wandstärke von 2,25″ (57.1mm). Bitte rufen Sie für Gewicht. |
|
126 3200 |
419.20 623.84 |
503.60 749.44 |
587.91 874.91 |
670.80 998.26 |
753.60 1121.48 |
837.66 1246.58 |
921.63 1371.54 |
1004.19 1494.40 |
1338.76 1992.30 |
1336.25 1988.56 |
1666.97 2480.73 |
1831.83 2726.07 |
||
|
132 3353 |
439.22 653.63 |
527.65 785.23 |
616.00 916.71 |
702.87 1045.99 |
789.65 1175.13 |
877.75 1306.24 |
965.76 1437.21 |
1052.30 1566.00 |
1402.90 2087.75 |
1400.39 2084.01 |
1747.15 2600.05 |
1920.02 2857.31 |
||
|
138 3505 |
551.70 821.02 |
644.10 958.53 |
734.94 1093.71 |
825.70 1228.78 |
917.84 1365.90 |
1009.89 1502.88 |
1100.40 1637.58 |
1467.07 2183.25 |
1464.53 2179.47 |
1827.32 2719.36 |
2008.22 2988.57 |
|||
|
144 3657.6 |
575.76 856.83 |
672.19 1000.33 |
767.01 1141.44 |
861.74 1282.41 |
957.92 1425.54 |
1054.02 1568.56 |
1148.51 1709.17 |
1531.18 2278.65 |
1528.67 2274.92 |
1907.50 2838.68 |
2096.41 3119.81 |
|||
|
150 3810 |
599.81 892.62 |
700.28 1042.13 |
799.08 1189.16 |
897.79 1336.06 |
998.01 1485.21 |
1098.15 1634.23 |
1196.61 1780.76 |
1595.32 2374.10 |
1592.81 2370.37 |
1987.67 2957.98 |
2184.60 3251.05 |
|||
|
156 3962 |
623.86 928.41 |
728.38 1083.95 |
831.15 1236.89 |
933.84 1389.71 |
1038.10 1544.87 |
1142.28 1699.90 |
1244.72 1852.35 |
1659.46 2469.55 |
1656.95 2465.82 |
2067.85 3077.31 |
2272.79 3382.29 |
|||
|
162 4115 |
756.47 1125.75 |
863.22 1284.62 |
969.88 1443.34 |
1078.19 1604.53 |
1186.40 1765.56 |
1292.82 1923.93 |
1723.82 2565.33 |
1721.09 2561.27 |
2148.02 3196.61 |
2360.99 3513.55 |
||||
|
168 4267 |
784.56 1167.56 |
895.29 1332.34 |
1005.93 1496.99 |
1118.27 1664.17 |
1230.53 1831.23 |
1340.93 1995.53 |
1787.74 2660.46 |
1785.23 2656.72 |
2228.20 3315.93 |
2449.18 3644.79 |
||||
| 169-204 4293 – 5182 | Bitte rufen Sie für Gewicht. | |||||||||||||
Qualifikationen
• Amerikanische Schweißer Gesellschaft (AWS)
• American Society of Mechanical
Ingenieure (ASME)
• vorqualifizierten
• AWS Abschnitt 3
• Qualifiziert-Test
• AWS Abschnitt 4 / ASME Section IX
• AWS Abschnitt 4 WPS - Weld
Verfahren Spezifikation
• AWS Abschnitt 4 PQR -Verfahrens
Qualifikation Prüfprotokoll
• Schweißqualitätskontrollplan (WQCP)
• Stahlplatte Fabricators Verband
(SPFA) Qualitätsprogramm
Qualitätskontrolle
Zerstörungsfreie Prüfung (NDT)
• Visuelle Inspektion (WE)
• Ultraschalluntersuchung (OUT)
• Durchstrahlungsprüfung / Röntgen (RT)
• Magnetpulverprüfung
(Magazin. Testen)
• Farbeindringprüfung
• Makro-Etch Testing
• Druckprobe
• Destruktives Testen
• Zugversuch: Base
Metal / Across the Weld
• Biegetest: Wurzel, Gesicht, Seite
• Kerbschlagbiegeversuch (CVN): Base
Metall, Schweißgut, Wärmeeinfluss
Zone (MACHEN)
• Benutzerdefinierte Tests: Hoop betont, etc..
• Fremdüberwachung
• OUT, RT, WE, Etch und Weld
Beobachtungen
• Verfahren QA / QC-Bewertung










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}