

Nachschlagen von Stahlrohrplänen
Marsch 5, 2026
Rohrreduzierer – konzentrischer und exzentrischer Reduzierer: Die Monteurbibel, von der Sie nicht wussten, dass Sie sie brauchen
Suchen, Ich bin seit zweiunddreißig Jahren in diesem Spiel. Begann als Werkstatthelfer in einem Fab-Shop außerhalb von Houston, Fett von Gewindeanschlüssen abwischen. Jetzt bin ich der Typ, den sie einfliegen, wenn an einem Montagmorgen ein 48-Zoll-Reduzierstück aus rostfreiem Stahl bricht und die gesamte Chemiefabrik zwanzigtausend Dollar pro Stunde verliert. Ich schreibe keine Marketingbroschüren. Ich schreibe Feldfehlerberichte. Aber mein Chef sagt, die neuen Kunden “Sie müssen verstehen, was sie tatsächlich kaufen,” nicht nur die hübschen Katalogspezifikationen. Also, hier bin ich.
Die Rede ist von Reduzierstücken. Konzentrisch und exzentrisch. Klingt einfach, Rechts? Es ist ein Trichter. Großes Ende, kleines Ende. Aber lassen Sie mich es Ihnen sagen, Ich habe häufiger Ausfallzeiten erlebt, die durch ein defektes Reduzierstück verursacht wurden, als durch ein defektes Steuerventil. Sie sparen fünfzig Dollar, wenn Sie das falsche kaufen, und Sie verlieren fünfzigtausend durch Aufräumarbeiten und Ersatz. In diesem Artikel wird behandelt, was in den Lehrbüchern nicht behandelt wird: die reale Physik, die Installationsprobleme, und die Beschaffungsfallen.
Die Grundlagen: Was Ihr Zeichner Ihnen wahrscheinlich nicht gesagt hat
Ein Reduzierstück ist ein Rohranschlussstück, mit dem zwei Rohre mit unterschiedlichen Durchmessern verbunden werden. Das ist die Wörterbuchdefinition. In der Realität, Es ist ein Stresspunkt. Hier ändert sich die Flüssigkeitsgeschwindigkeit, wo Turbulenzen beginnen, und wo, wenn du Pech hast, Kavitation frisst Ihre Rohrwand von innen nach außen.
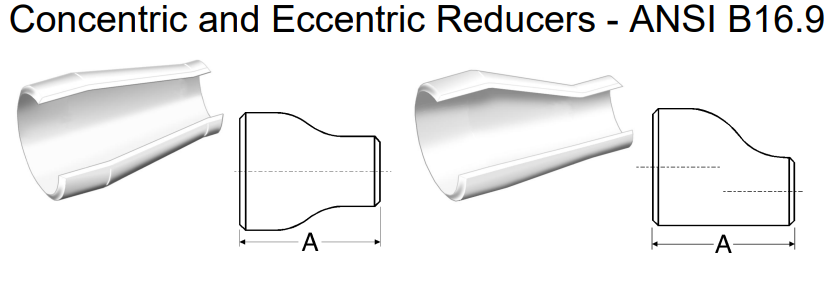
Wir haben zwei Haupttypen: Konzentrisch und exzentrisch. Die Namen beziehen sich auf die Mittellinienausrichtung.
Konzentrische Reduzierstücke sehen aus wie ein Kegel. Die Mittellinie verläuft gerade durch die Mitte. Die Reduzierung erfolgt symmetrisch.
Exzentrische Reduzierstücke haben eine Kante, die gerade bleibt (die “flache Seite”) während die andere Seite sich verjüngt. Die Mittellinie ist versetzt.
Warum die Unterscheidung? Es geht nicht nur darum, ordentlich auszusehen. Es geht um Physik und, noch wichtiger, über Entwässerung und Lufteinschlüsse.
Wenn Sie eine horizontale Linie mit Flüssigkeit laufen lassen, und Sie schlagen ein konzentrisches Reduzierstück darauf, Die Rohroberkante am großen Ende ist höher als die Rohroberkante am kleinen Ende. Dieser Höhepunkt? Dort sammelt sich Luft. Es bilden sich Lufteinschlüsse. Es kommt zu Turbulenzen, Sie erhalten eine Durchflussreduzierung, und in einer Dampfleitung, Sie erhalten einen Wasserschlag, der eine Dichtung direkt aus ihrem Sitz sprengen kann. Ich habe es 1998 in einer Molkerei in Wisconsin gesehen. Hat einen ganzen Pasteurisierungslauf in Anspruch genommen. Tausende Gallonen gingen den Bach runter, weil jemand ein konzentrisches Reduzierstück an einer horizontalen Leitung verwendet hat.
Hier kommt der Exzentriker ins Spiel. Sie installieren es mit der flachen Seite nach oben, um das Gas abzulassen, oder mit der flachen Seite nach unten, um Sedimente abzulassen. Einfache Regel, aber Sie werden erstaunt sein, wie viele “erfahren” Monteure machen es falsch.
Die Fertigungsrealität: Es ist nicht nur ein Trichter
Es ist wichtig, wie wir diese Dinge herstellen. Man kann nicht einfach ein Stück Pfeife nehmen und es zusammendrücken. Also, du kannst, aber es wird knittern wie die Socke eines alten Mannes.
Die nahtlose Route (Das Teure, Starke Route)
Für kleinere Größen – sagen wir bis zu 24 Zoll – wir beginnen mit einem nahtlosen Rohr. Wir erhitzen es und verwenden einen Prozess namens Kaltumformung oder Warmumformung, abhängig von Wandstärke und Material.
-
Die Kaltumform-/Pressmethode: Wir nehmen die Pfeife, Lege es in einen Würfel, und stecken Sie einen konischen Stopfen hinein (expandieren) oder drücken Sie das Ende nach unten (Einschnürung). Für eine starke Reduktion, Möglicherweise müssen Sie es schrittweise tun. Schieben Sie es ein wenig, glühe es, drücken Sie es noch einmal. Dadurch bleibt die Kornstruktur erhalten. Es ist, als würde man ein Schwert schmieden, keinen Topf werfen. Die Maserung fließt mit der Form.
-
Die Dished-Head-Methode (Stempeln): Für größere Sachen, oder seltsame Legierungen, Wir könnten einen Kreis aus einem Teller ausschneiden, erhitze es, und in einer Matrize ausstanzen, so dass eine Hälfte entsteht. Anschließend zwei Hälften zusammenschweißen. Das ist ein “segmentiert” Reduzierstück. Es verfügt über eine Längsnahtschweißung. Es ist billiger, aber diese Schweißnaht ist ein potenzieller Fehlerpunkt. Du musst es röntgen, Machen Sie einen Farbeindringtest. Wenn ein Lieferant die Schweißnaht an einem Reduzierstück mit großem Durchmesser nicht erwähnt, fragen. Vielleicht verstecken sie es.
Die Mathematik des Tapers
Wir erraten die Winkel nicht. Es kommt auf den eingeschlossenen Winkel an. Für Standard-Stumpfschweißverbindungen (ASME B16.9), Die Verjüngung ist nicht aggressiv steil. Aber für maßgeschneiderte Sachen? Sie müssen den Druckabfall berechnen.
Hier ist eine vereinfachte Version des Bernoulli-Verlustkoeffizienten für eine allmähliche Kontraktion:
Woher:
-
= Widerstandskoeffizient
-
= Eingeschlossener Winkel der Verjüngung (der enge Winkel)
-
= Durchmesserverhältnis (mit kleinem Durchmesser / großer Durchmesser)
Wenn
ist zu groß,
Spikes. Das bedeutet, dass Sie Pumpenenergie verschwenden, und Sie riskieren Kavitation. Ich sage es immer den Designern: Halten Sie die Verjüngung sanft. Ein eingeschlossener Winkel von 15 Grad ist schön. 30 Grad drücken es. Alles vorbei 45 Grad auf einer Hochgeschwindigkeitsstrecke, und du verlangst Ärger.
Diese Informationen haben die hohe Festigkeit und Duktilität des Materials bestätigt: Sei kein Held
Ich sehe ständig Spezifikationen, die Folgendes besagen “Edelstahl.” Das ist wie gesagt “Auto.” Was für eine? Wohin geht es?
Kohlenstoffstahl (ASTM A234 WPB)
Das ist Ihr Arbeitstier. Wasser, Dampf, Öl, Gas. Bis zu etwa 800°F. Aber hier ist der Clou: es rostet. Wenn Sie sich in einer feuchten Umgebung wie der Golfküste oder Südostasien befinden, und Sie lagern diese Beschläge ohne Beschichtung im Freien, Sie rosten über Nacht. Ich habe einmal in Jakarta eine Kiste geöffnet, und die Reduzierstücke sahen aus, als wären sie aus dem Hafen ausgebaggert worden. Oberflächenrost ist normalerweise kein strukturelles Problem, aber es sieht schlecht aus, und es platzt. Diese Lochfraßbildung kann ein Ausgangspunkt dafür sein Korrosion unter Isolierung (WELCHE). Geben Sie eine Werkstattgrundierung an, wenn sie sechs Monate lang in einem Lagerhaus stehen bleiben.
Edelstahl (ASTM A403 WP304/316)
304 dient der allgemeinen Korrosionsbeständigkeit. 316 fügt Molybdän hinzu, das Chloride bekämpft. Wenn Sie sich in der Nähe einer Küste befinden, oder in einer Chemiefabrik mit Bleichmittel, gehen 316.
Aber Edelstahl hat ein schmutziges Geheimnis: Spannungsrisskorrosion durch Chlorid. Wenn Sie ein 304 Reduzierer in einem heißen, chloridreiche Umgebung (wie eine Isolierung, die durch Meerwasser nass wird), es wird knacken. Es ist, als würde man einer Glasscheibe in Zeitlupe beim Zersplittern zusehen. Sie müssen auf die Betriebstemperatur achten. Wenn die Temperatur über 140 °F liegt und Chloride vorhanden sind, Sie gehen entweder zu einer Legierung mit hohem Nickelgehalt über (wie 6% Mo oder Inconel), oder Sie stellen sicher, dass die Isolationsjacke dichter ist als bei einem U-Boot.
Legierter Stahl (ASTM A234 WP11, WP22, WP91)
Das ist für Schwefelwasserstoff- und Chloridgehalt. Kraftwerke, Raffinerien. WP91 ist ein Biest. Es ist stark, aber es ist heikel. Man muss es genau richtig wärmebehandeln. Wenn ein WP91-Reduzierstück reißt, Dies liegt normalerweise daran, dass der Hersteller die Wärmebehandlung nach dem Schweißen nicht durchgeführt hat (PWHT) korrekt. Die Kornstruktur gerät durcheinander. Es ist spröde. Ich habe eine WP91-Armatur zerschlagen, die unsachgemäß behandelt wurde, und es zersprang wie Gusseisen. Gruseliges Zeug.
Tabelle: Gängige Reduziermaterialien & Anwendungen
| Materialgüte | Standard | Typische Anwendung | Max. Temp (Rauh) | Korrosionsrisiko |
|---|---|---|---|---|
| Kohlenstoffstahl | ASTM A234 WPB | Wasser, Dampf, Öl, Gas | 800° F (425° C) | General Rust, WELCHE |
| Kohlenstoffstahl | ASTM A420 WPL6 | Niedrige Temperatur (Kryo) | -50° F (-45° C) | Schlagzähigkeit erforderlich |
| Edelstahl 304/304L | ASTM A403 WP304 | Essen, Wasser, Milde Chem | 1500° F (800° C) | Chlorid-Spannungsrisse |
| Edelstahl 316/316L | ASTM A403 WP316 | Marine, Harte Chem | 1500° F (800° C) | Bessere Chloridbeständigkeit |
| Legierter Stahl | ASTM A234 WP11 | Raffinerie, Hohe Temp | 1100° F (595° C) | Oxidation |
| Legierter Stahl | ASTM A234 WP91 | Power-Gen, Ultrahochtemperatur | 1200° F (650° C) | Rissbildung vom Typ IV in der WEZ |
ANSI B16.9 Abmessungen konzentrischer und exzentrischer Reduzierstücke
Basierend auf dem ASME/ANSI B16.9-Standard | 40S/STD-Zeitplan
| Nominale Rohrgröße | Großer Außen-Außendurchmesser (in) | Großer Außen-Außendurchmesser (mm) | Kleines Ende AD (in) | Kleines Ende AD (mm) | End-to-End-Dimension (in) | End-to-End-Dimension (mm) | Gewicht (kg/Stück) |
|---|---|---|---|---|---|---|---|
| 3/4×1/2 | 1.05 | 27 | 0.84 | 21 | 1.50 | 38 | 0.06 |
| 3/4×3/8 | 1.05 | 27 | 0.68 | 17 | 1.50 | 38 | |
| 1×3/4 | 1.32 | 33 | 1.05 | 27 | 2.00 | 51 | 0.12 |
| 1×1/2 | 1.32 | 32 | 0.84 | 21 | 2.00 | 51 | 0.11 |
| 11/4×1 | 1.66 | 42 | 1.32 | 33 | 2.00 | 51 | 0.16 |
| 11/4×3/4 | 1.66 | 42 | 1.05 | 27 | 2.00 | 51 | 0.14 |
| 11/4×1/2 | 1.66 | 42 | 0.84 | 21 | 2.00 | 51 | 0.13 |
| 11/2×11/4 | 1.90 | 48 | 1.66 | 42 | 2.50 | 64 | 0.24 |
| 11/2×1 | 1.90 | 48 | 1.32 | 33 | 2.50 | 64 | 0.22 |
| 11/2×3/4 | 1.90 | 48 | 1.05 | 27 | 2.50 | 64 | 0.20 |
| 11/2×1/2 | 1.90 | 48 | 0.84 | 21 | 2.50 | 64 | 0.18 |
| 2×11/2 | 2.38 | 60 | 1.90 | 48 | 3.00 | 76 | 0.37 |
| 2×11/4 | 2.38 | 60 | 1.66 | 42 | 3.00 | 76 | 0.35 |
| 2×1 | 2.38 | 60 | 1.32 | 33 | 3.00 | 76 | 0.32 |
| 2×3/4 | 2.38 | 60 | 1.05 | 27 | 3.00 | 76 | 0.30 |
| 21/2×2 | 2.88 | 73 | 2.38 | 60 | 3.50 | 89 | 0.72 |
| 21/2×11/2 | 2.88 | 73 | 1.90 | 48 | 3.50 | 89 | 0.66 |
| 21/2×11/4 | 2.88 | 73 | 1.66 | 42 | 3.50 | 89 | 0.63 |
| 21/2×1 | 2.88 | 73 | 1.32 | 33 | 3.50 | 89 | |
| 3×21/2 | 3.50 | 89 | 2.88 | 73 | 3.50 | 89 | 0.93 |
| 3×2 | 3.50 | 89 | 2.38 | 60 | 3.50 | 89 | 0.85 |
| 3×11/2 | 3.50 | 89 | 1.90 | 48 | 3.50 | 89 | 0.78 |
| 3×11/4 | 3.50 | 89 | 1.66 | 42 | 3.50 | 89 | 0.75 |
| 31/2×3 | 4.00 | 102 | 3.50 | 89 | 4.00 | 102 | |
| 31/2×21/2 | 4.00 | 102 | 2.88 | 73 | 4.00 | 102 | |
| 31/2×2 | 4.00 | 102 | 2.38 | 60 | 4.00 | 102 | |
| 31/2×11/2 | 4.00 | 102 | 1.90 | 48 | 4.00 | 102 | |
| 4×31/2 | 4.50 | 114 | 4.00 | 102 | 4.00 | 102 | |
| 4×3 | 4.50 | 114 | 3.50 | 89 | 4.00 | 102 | 1.45 |
| 4×21/2 | 4.50 | 114 | 2.88 | 73 | 4.00 | 102 | 1.37 |
| 4×2 | 4.50 | 114 | 2.38 | 60 | 4.00 | 102 | 1.27 |
| 4×11/2 | 4.50 | 114 | 1.90 | 48 | 4.00 | 102 | 1.18 |
| 5×4 | 5.56 | 141 | 4.50 | 114 | 5.00 | 127 | 2.50 |
| 5×3 | 5.56 | 141 | 3.50 | 89 | 5.00 | 127 | 2.27 |
| 32×26 | 32.00 | 813 | 26.00 | 660 | 24.00 | 610 | |
| 32×24 | 32.00 | 813 | 24.00 | 610 | 24.00 | 610 | |
| 34×32 | 34.00 | 864 | 32.00 | 813 | 24.00 | 610 | |
| 34×30 | 34.00 | 864 | 30.00 | 762 | 24.00 | 610 | |
| 34×26 | 34.00 | 864 | 26.00 | 660 | 24.00 | 610 | |
| 34×24 | 34.00 | 864 | 24.00 | 610 | 24.00 | 610 | |
| 36×34 | 36.00 | 914 | 34.00 | 864 | 24.00 | 610 | |
| 36×32 | 36.00 | 914 | 32.00 | 813 | 24.00 | 610 | |
| 36×30 | 36.00 | 914 | 30.00 | 762 | 24.00 | 610 | |
| 36×26 | 36.00 | 914 | 26.00 | 660 | 24.00 | 610 | |
| 36×24 | 36.00 | 914 | 24.00 | 610 | 24.00 | 610 | |
| 38×36 | 38.00 | 965 | 36.00 | 914 | 24.00 | 610 | |
| 38×34 | 38.00 | 965 | 34.00 | 864 | 24.00 | 610 | |
| 38×32 | 38.00 | 965 | 32.00 | 813 | 24.00 | 610 | |
| 38×30 | 38.00 | 965 | 30.00 | 762 | 24.00 | 610 | |
| 38×28 | 38.00 | 965 | 28.00 | 711 | 24.00 | 610 | |
| 38×26 | 38.00 | 965 | 26.00 | 660 | 24.00 | 610 | |
| 40×38 | 40.00 | 1016 | 38.00 | 965 | 24.00 | 610 | |
| 40×36 | 40.00 | 1016 | 36.00 | 914 | 24.00 | 610 | |
| 40×34 | 40.00 | 1016 | 34.00 | 864 | 24.00 | 610 | |
| 40×32 | 40.00 | 1016 | 32.00 | 813 | 24.00 | 610 | |
| 40×30 | 40.00 | 1016 | 30.00 | 762 | 24.00 | 610 | |
| 42×40 | 42.00 | 1067 | 40.00 | 1016 | 24.00 | 610 | |
| 42×38 | 42.00 | 1067 | 38.00 | 965 | 24.00 | 610 | |
| 42×36 | 42.00 | 1067 | 36.00 | 914 | 24.00 | 610 | |
| 42×34 | 42.00 | 1067 | 34.00 | 864 | 24.00 | 610 | |
| 42×32 | 42.00 | 1067 | 32.00 | 813 | 24.00 | 610 | |
| 42×30 | 42.00 | 1067 | 30.00 | 762 | 24.00 | 610 | |
| 44×42 | 44.00 | 1118 | 42.00 | 1067 | 24.00 | 610 | |
| 44×40 | 44.00 | 1118 | 40.00 | 1016 | 24.00 | 610 | |
| 44×38 | 44.00 | 1118 | 38.00 | 965 | 24.00 | 610 | |
| 44×36 | 44.00 | 1118 | 36.00 | 914 | 24.00 | 610 | |
| 46×44 | 46.00 | 1168 | 44.00 | 1118 | 28.00 | 711 | |
| 46×42 | 46.00 | 1168 | 42.00 | 1067 | 28.00 | 711 | |
| 46×40 | 46.00 | 1168 | 40.00 | 1016 | 28.00 | 711 | |
| 46×38 | 46.00 | 1168 | 38.00 | 965 | 28.00 | 711 | |
| 48×46 | 48.00 | 1219 | 46.00 | 1168 | 28.00 | 711 | |
| 48×44 | 48.00 | 1219 | 44.00 | 1118 | 28.00 | 711 | |
| 48×42 | 48.00 | 1219 | 42.00 | 1067 | 28.00 | 711 | |
| 48×40 | 48.00 | 1219 | 40.00 | 1016 | 28.00 | 711 | |
| 5×21/2 | 5.56 | 141 | 2.88 | 73 | 5.00 | 127 | 2.16 |
| 6×5 | 6.62 | 168 | 5.56 | 141 | 5.50 | 140 | 3.57 |
| 6×4 | 6.62 | 168 | 4.50 | 114 | 5.50 | 140 | 3.30 |
| 6×3 | 6.62 | 168 | 3.50 | 89 | 5.50 | 140 | 3.04 |
| 8×6 | 8.62 | 219 | 6.62 | 168 | 6.00 | 152 | 5.71 |
| 8×5 | 8.62 | 219 | 5.56 | 141 | 6.00 | 152 | 5.40 |
| 8×4 | 8.62 | 219 | 4.50 | 114 | 6.00 | 152 | 5.10 |
| 10×8 | 10.75 | 273 | 8.62 | 219 | 7.00 | 178 | 9.58 |
| 10×6 | 10.75 | 273 | 6.62 | 168 | 7.00 | 178 | 8.78 |
| 10×5 | 10.75 | 273 | 5.56 | 141 | 7.00 | 178 | 8.42 |
| 12×10 | 12.75 | 324 | 10.75 | 273 | 8.00 | 203 | 13.60 |
| 12×8 | 12.75 | 324 | 8.62 | 219 | 8.00 | 203 | 12.70 |
| 12×6 | 12.75 | 324 | 6.62 | 168 | 8.00 | 203 | 11.80 |
| 14×12 | 14.00 | 356 | 12.75 | 324 | 13.00 | 330 | 25.40 |
| 14×10 | 14.00 | 356 | 10.75 | 273 | 13.00 | 330 | 23.60 |
| 14×8 | 14.00 | 356 | 8.62 | 219 | 13.00 | 330 | 21.80 |
| 16×14 | 16.00 | 406 | 14.00 | 356 | 14.00 | 356 | 31.00 |
| 16×12 | 16.00 | 406 | 12.75 | 324 | 14.00 | 356 | 29.60 |
| 16×10 | 16.00 | 406 | 10.75 | 273 | 14.00 | 356 | 27.80 |
| 18×16 | 18.00 | 457 | 16.00 | 406 | 15.00 | 381 | 37.80 |
| 18×14 | 18.00 | 457 | 14.00 | 356 | 15.00 | 381 | 35.70 |
| 18×12 | 18.00 | 457 | 12.75 | 324 | 15.00 | 381 | 34.30 |
| 20×18 | 20.00 | 508 | 18.00 | 457 | 20.00 | 508 | 56.40 |
| 20×16 | 20.00 | 508 | 16.00 | 406 | 20.00 | 508 | 53.50 |
| 20×14 | 20.00 | 508 | 14.00 | 356 | 20.00 | 508 | 50.80 |
| 22×20 | 22.00 | 559 | 20.00 | 508 | 20.00 | 508 | 62.60 |
| 22×18 | 22.00 | 559 | 18.00 | 457 | 20.00 | 508 | 59.70 |
| 22×16 | 22.00 | 559 | 16.00 | 406 | 20.00 | 508 | 57.10 |
| 24×22 | 24.00 | 610 | 22.00 | 559 | 20.00 | 508 | 68.60 |
| 24×20 | 24.00 | 610 | 20.00 | 508 | 20.00 | 508 | 65.70 |
| 24×18 | 24.00 | 610 | 18.00 | 457 | 20.00 | 508 | 63.00 |
| 26×24 | 26.00 | 600 | 24.00 | 610 | 24.00 | 610 | |
| 26×22 | 26.00 | 600 | 22.00 | 559 | 24.00 | 610 | |
| 26×20 | 26.00 | 600 | 20.00 | 508 | 24.00 | 610 | |
| 26×18 | 26.00 | 600 | 18.00 | 457 | 24.00 | 610 | |
| 28×26 | 28.00 | 711 | 26.00 | 660 | 24.00 | 610 | |
| 28×24 | 28.00 | 711 | 24.00 | 610 | 24.00 | 610 | |
| 28×20 | 28.00 | 711 | 20.00 | 508 | 24.00 | 610 | |
| 28×18 | 28.00 | 711 | 18.00 | 457 | 24.00 | 610 | |
| 30×28 | 30.00 | 762 | 28.00 | 711 | 24.00 | 610 | |
| 30×26 | 30.00 | 762 | 26.00 | 660 | 24.00 | 610 | |
| 30×24 | 30.00 | 762 | 24.00 | 610 | 24.00 | 610 | |
| 30×20 | 30.00 | 762 | 20.00 | 508 | 24.00 | 610 | |
| 32×30 | 32.00 | 813 | 30.00 | 762 | 24.00 | 610 | |
| 32×28 | 32.00 | 813 | 28.00 | 711 | 24.00 | 610 |
Notizen:
- Die Abmessungen basieren auf der Norm ASME/ANSI B16.9 für Stumpfschweißverbindungen
- OD = Außendurchmesser
- Mit leer gekennzeichnete Gewichtswerte sind in der Originalnorm nicht verfügbar
- Alle Maße sind in Zoll angegeben (in) und Millimeter (mm) wie angegeben
- Format der Nennrohrgröße: Große Größe x kleine Größe (z.B., 3/4×1/2)
Das Beschaffungsdilemma: Was Käufer nachts wach hält
Ich spreche jede Woche mit Einkäufern. Sie sind gestresst. Sie sind keine Rohrbauer; Es sind Erbsenzähler mit einem Bestellformular. Und sie haben vor drei Dingen Angst.
1. Das Glücksspiel mit der Wandstärke
Die Spezifikation sagt SCH 80. Der Lieferant zitiert SCH 80. Sie bekommen das Passende, und es wird auf einen SCH geschweißt 80 Rohr. Aber hier ist das schmutzige kleine Geheimnis: Der Innendurchmesser könnte falsch sein.
ASME B16.9, der Standard für werkseitig hergestellte Formstücke zum Stumpfschweißen, lässt eine gewisse Toleranz zu. Die Wandstärke an der Schweißnaht muss zum Rohr passen, aber im Körper des Reduzierers, es kann dünner sein. Wie viel dünner? Es kann so niedrig sein wie 87.5% der Nennwand. Also, wenn Sie einen SCH bestellt haben 80 passend zu (0.500″ Wand), der Körper könnte nur 0,4375 sein″ dick. Das ist in Ordnung für Druck, normalerweise. Aber wenn Sie es für eine bestimmte Bohrungsgröße bestellt haben, oder wenn Sie planen, die Innenseite zu bearbeiten, Du bist am Arsch. Du wirst nicht genug Fleisch haben.
So beheben Sie das Problem: Bestellen Sie nicht einfach “SCH 80.” Wenn Sie eine vollständige Wandintegrität benötigen, Auftrag “STD” Wand mit einem “S” Suffix, oder angeben “Volle Wand” auf Ihrer Bestellung. Besser noch, Senden Sie eine Skizze mit Ihrem minimalen Innendurchmesser. Lassen Sie sie es garantieren.
2. Die exzentrische Orientierungsverwirrung
Vor zwei Wintern erhielt ich einen Anruf von einem Standort in Alberta. -40 Grad. Sie haben installiert 20 Exzentrische Reduzierstücke an einer Glykolleitung. Sie legten sie alle mit der flachen Seite nach unten hin. Die Leitung sollte durch die Pumpen entleert werden. Die flache Seite nach unten fängt die Flüssigkeit ein. Das Glykol ist gefroren. Ein Pumpengehäuse ist gesprungen. $200,000 mistake.
Die Zeichnung sagte “Ecc Rot.” Der Monteur ging von der flachen Seite nach unten aus, weil es ihm sein letzter Vorarbeiter so beigebracht hatte. Sondern an einer Saugleitung für eine Pumpe, Die flache Seite sollte oben liegen, um Luftansammlungen und Kavitation zu vermeiden. Auf einem Pfeifenständer, mit der flachen Seite nach unten, damit die Unterseite des Rohrs zur Unterstützung eben bleibt.
So beheben Sie das Problem: Wenn Sie die Bestellung oder die Spezifikation schreiben, schreibe es so: “Exzentrischer Reduzierer, Flansch-an-Flansch, Flache Seite oben, für Pumpenansaugung.” Oder “Exzentrischer Reduzierer, Flache Seite unten, für Rohrunterstützung.” Wenn der Lieferant sein Geld wert ist, Sie werden stempeln “OBEN” auf der flachen Seite. Wenn nicht, Sie müssen einen großen Pfeil darauf malen. Gehen Sie niemals davon aus.
Installationsweisheit: Der Field Fit
So haben Sie Ihr glänzendes neues Reduzierstück vor Ort. Was nun??
Der Abschrägungscheck
Stumpfschweißfittings haben eine Fase. Das ist die abgewinkelte Kante für die Schweißnaht. Noch bevor Sie es anbringen, Überprüfen Sie die Abschrägung. Ist es ein Standard? 37.5 Grad? Gibt es ein Land? (der flache Teil an der Spitze)? Wenn die Abschrägung zu steil oder zu flach ist, your welder will either burn through or not get enough penetration. I carry a bevel gauge in my pocket. Use one.
The High-Low
When you fit a reducer to a pipe, you’re joining two different diameters. The back of the reducer (the large end) matches the big pipe. The front matches the small pipe. But if you’re using a fitting from one manufacturer and pipe from another, the OD tolerances stack up. You might get a “high-low” where one edge is proud of the other. You can’t just weld over that. You have to grind it smooth, or if it’s really bad, you build it up with weld and grind it back. That’s time. That’s money.
Das “Tuna Can”
Never, ever lift a heavy reducer by chaining it through the bore. Especially on large-diameter, thin-wall stuff. You’ll ovalize it. Es wird wie eine Thunfischdose aussehen. Sobald es oval ist, Sie werden nie eine gute Passgenauigkeit der Schweißverbindung erreichen. Hebeösen verwenden oder außen umschnüren.
Die Zukunft: Was sich im Reducer-Spiel ändert?
Ich sehe zwei große Trends, die sich darauf auswirken, wie wir Reduzierstücke kaufen und verwenden.
1. Additive Fertigung (3D Drucken) von Beschlägen
Vergessen Sie Schweißen. Ich habe letztes Jahr eine Demo auf einer Messe in Düsseldorf gesehen. Sie drucken Reduzierstücke aus Inconel 625. Die Kornstruktur ist perfekt. Keine Nähte. Die Vorlaufzeit betrug 3 Wochen statt 12. Im Augenblick, es ist teuer. Aber für kritisch, hochlegierte Arbeitsplätze im Nuklearbereich oder in der Luft- und Raumfahrt? Es fängt an, Sinn zu ergeben. Die Einkäufer lieben es, weil Sie das Teil mit den Schweißschrägen drucken können, die bereits für das spezifische Rohr, zu dem es passt, optimiert sind. Keine Toleranzstapelung.
2. The IIoT and Predictive Maintenance
We’re starting to put sensors on reducers. Warum? Because the reducer is a stress point. If you put an ultrasonic sensor on the wall of a reducer at a pump discharge, you can measure the exact wall thickness in real-time. When it starts to thin out due to erosion from cavitation, the system sends an alert. “Hey, your reducer is about to fail in 60 days.” That changes procurement from a reactive “oh crap, it broke” to a scheduled maintenance buy. You can order the part, have it on site, and swap it during a planned shutdown. No downtime.
Personal Anecdote: The Tale of the 10-Inch Concentric
I was working on a shutdown at a refinery in Louisiana. Big job. Replacing a bunch of piping in a crude unit. The采购 guy, a kid right out of college, ordered all the reducers. He ordered concentrics for everything. Horizontal lines, vertical lines, didn’t matter. “It’s what the MTO said,” he told me, pointing at the Material Take-Off from the engineering firm.
I pointed at a horizontal run of 12-inch to 8-inch. “That needs to be eccentric, flat side up,” I said.
He looked at me like I had three heads. “The drawing just says ‘Red.'”
We argued for an hour. I called his boss. His boss called the project engineer. The project engineer looked at the P&ID and said, “Huh. Yeah, that should be eccentric.”
We had 14 of those reducers already delivered. All concentric. All wrong. We had to air-freight the correct eccentrics from a supplier in Ohio. Cost the project an extra $40,000. And the kicker? The old concentrics are probably still sitting in their warehouse somewhere, rusting away.
The point is, the paperwork isn’t always right. The drawing isn’t always right. You have to think about how the pipe will actually sit, how the fluid will flow, and what happens when you shut the pump off.
Der Vergleich zwischen den Kriechversuchsdaten und den Simulationsergebnissen bei drei verschiedenen Temperaturen ist in dargestellt: The Reducer is a Canary in the Coal Mine
Don’t treat a reducer like a commodity. It’s not a bolt. It’s a precision component that manages the flow of energy and material. A bad reducer choice is a symptom of a bad engineering process. A cheap reducer is a bet against your own uptime.
When you’re writing that purchase order, think about the fitter in the ditch in July, trying to line up that weld. Think about the operator in the control room, watching the pump pressure fluctuate because of turbulence. Think about the maintenance guy in January, standing in the snow, Ausschneiden einer gerissenen Armatur.
Ähnliche Beiträge




Induktionsbiegungen sind in Standard -Biegewinkeln erhältlich (z.B.. 45°, 90°, usw.) oder kann an bestimmten Biegerwinkeln maßgeschneidert werden. Zusammengesetzte Biegungen (außerhalb der Ebene) Biegungen in einer einzigen Rohrgelenk können auch erzeugt werden. Der Biegeradius wird als Funktion des Durchmessers angegeben. Beispielsweise, Gemeinsame Biegerradien für Induktionsbögen sind 3D, 5D und 7d, wobei D der Nominalrohrdurchmesser ist.





Duplex 2205 und Super Duplex 2507 Edelstahlflansche zeichnen sich durch ihre hohe Streckgrenze aus, Das ist das Doppelte der geglühten Streckgrenze typischer austenitischer Edelstähle, wie 304 und 316 Edelstahlflansche. Aus diesem Grund, Duplex 2205 und Super Duplex 2507 Stahl gehören zu den am häufigsten für Flansche mit Super Duplex verwendeten Duplexsorten 2507 Flansche sind die korrosionsbeständigere Sorte von beiden.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}