

Eine neue Technologie: A335 Rohrschweißnahtbehandlung aus legiertem Stahl
Kann 23, 2023
Was ist der Unterschied zwischen ASTM A105 und ASTM A234??
Juni 18, 2023
Es werden die Forschungs- und Entwicklungsperspektiven für die HFW-Ölgehäuse von ABTER STEEL in der Zukunft diskutiert. Es wird darauf hingewiesen, dass die Entwicklung der HFW-Ölgehäuse von ABTER STEEL die Stahlerzeugung hervorheben sollte + Pfeifenherstellung + Rohrbearbeitung
und die Vorteile eines konsistenten Qualitätssystems, um eine differenzierte Entwicklung zu erreichen; Erweitern Sie die Spezifikationen und den Output der entwickelten Produkte, Forschung und Entwicklung von dickwandigen K55 mit großem Durchmesser, hohe Anti-Extrusion und Korrosion Widerstand
Ölgehäuse.
Schlagworte: HFW; Ölgehäuse; SCHREIBEN-STAHL; Stand der Forschung und Entwicklung; Aussicht; J55; K55
Entsprechend dem Umformverfahren, Ölrohre werden in zwei Typen unterteilt: Nahtlose Stahlrohre und geschweißte Rohre. Im Vergleich zu nahtlosen Stahlrohren, Geschweißte Rohre zeichnen sich vor allem durch hohe Wandstärke und Maßhaltigkeit aus, gute Kollapsfestigkeit, und kurzer Herstellungsprozess. , hohe Produktions-Leistungsfähigkeit, Breites Spektrum an Spezifikationen, Energie sparen, Niedrige Produktionskosten, und ein hohes Preis-Leistungs-Verhältnis; deshalb, Hochfrequenz-Schweißen (Kurz HFW) wird häufig in Ölgehäusen im Ausland verwendet (wie die Vereinigten Staaten, Deutschland, Japan, Südkorea, usw.) ) Rohre statt nahtloser Stahlrohre, Auch heimische Ölfelder fördern nach und nach die Nutzung von [1]
.
ABTER STEEL Co., Ltd. (Kurz ABTER STEEL) hat H40 entwickelt, J55, K55,
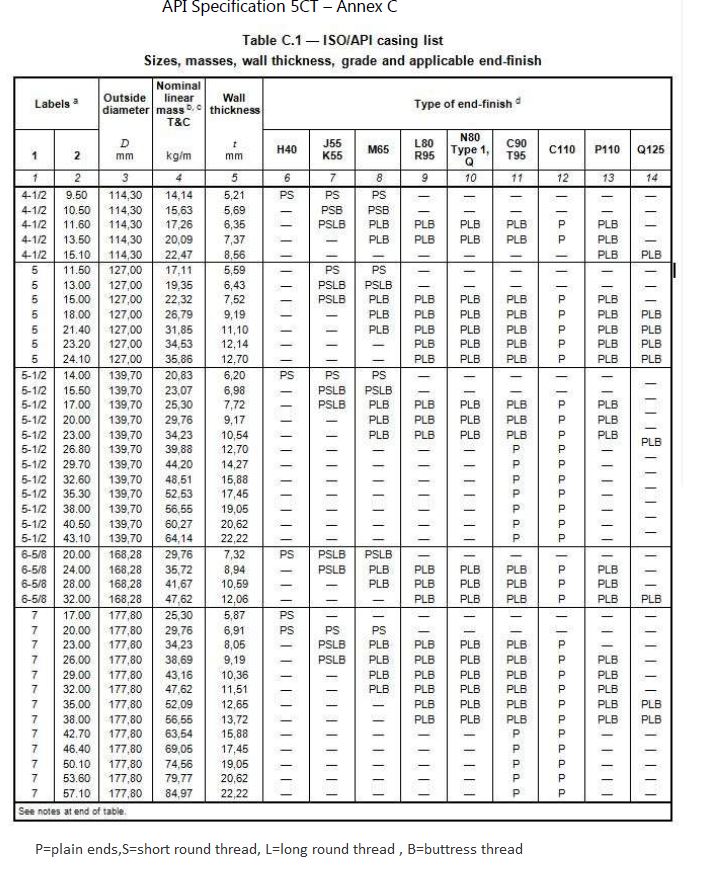
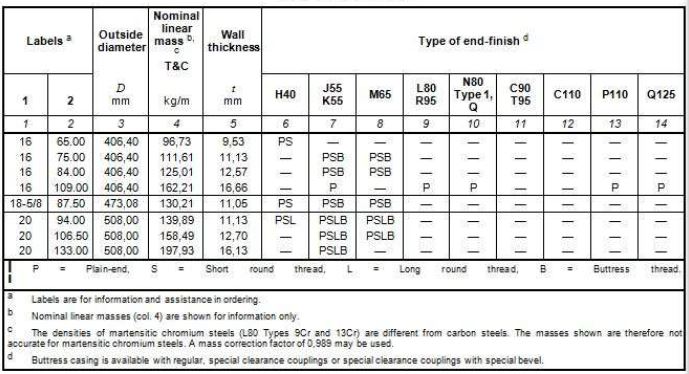
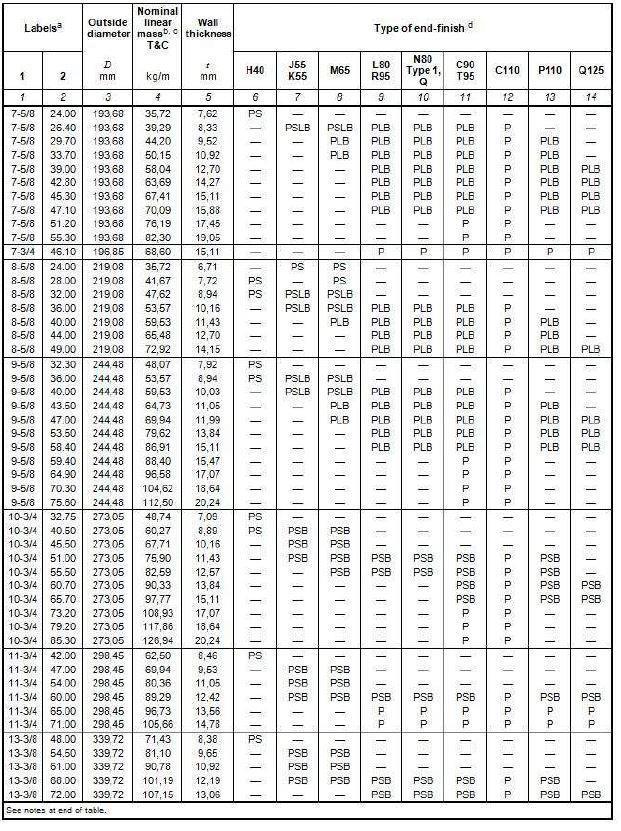
M65, L80 -1, N80 -Q, N80 -1 und P110-Stahl-HFW-Ölgehäuseprodukte, einschließlich 7 Außendurchmesser (219.08 ~508.00 mm), 46 Technische Daten (Tabelle 1), grundsätzlich erfüllen die Produktumrisse entsprechend den Anforderungen, 500,000 Tonnen wurden an in- und ausländische Ölfelder und andere Abnehmer geliefert [2-3].

API 5CT Gr.J55 Rohrgehäuse
API 5CT-American Petroleum Institute ist die Spezifikation für nahtlose Gehäuse und Schläuche, API 5CT J55 Bohrrohr wird hauptsächlich für flache Brunnen verwendet, Geothermische Bohrungen, und Wasserbrunnen oder Ölbrunnenbohrungen, hauptsächlich zur Abstützung der Brunnenwand während und nach der Bohrung, um den Bohrvorgang und den normalen Betrieb der gesamten Bohrung nach Fertigstellung zu gewährleisten. Welteisen & Stahl ist einer der führenden Hersteller und Lieferanten von Mantelrohren in China, wenn Sie hochwertiges API J55 Gehäuserohr kaufen oder importieren möchten, Sprechen Sie uns gerne an.
Standard: API 5CT
Klasse: J55
Toleranz.
OD<114,3 mm Toleranz ±0,79
OD≥114,3 mm Toleranz -0.5% +1%
Dickentoleranz:-12.5%
Anwendungen: Flache Brunnen, Geothermische Bohrungen, und Wasserbrunnen oder andere Ölquellen
Technische Schwierigkeiten und Prozesseigenschaften des J55-Gehäuses
Im Vergleich zu anderen Schweißverfahren, Das Hochfrequenzschweißen zeichnet sich durch das Fehlen von Metallfüllstoffen aus (wie z.B. Schweißdraht); deshalb, wenn der Schweißprozess stabil ist, Die Schweißqualität hängt maßgeblich von der Qualität des Bandstahls ab. Beispielsweise, Das J55-Gehäuse, das von der längsnahtgeschweißten Rohreinheit Φ610 mm HFW von Baosteel hergestellt wird, hat eine ursprüngliche chemische Zusammensetzung aus Stahl mit C und Mn als Hauptverstärkungselementen, enthält kein Nb, und hat eine zentrale Entmischung im warmgewalzten Stahlband [1 ]
.
Der Bereich des J55-Ölgehäuses, das hergestellt werden kann, beträgt Ф219,08 ~ 508,00 mm, davon sind die Stahlbandbreiten, die für die beiden Spezifikationen Ф219,08 mm und Ф244,48 mm verwendet werden, 700 mm und 770 mm bzw., die schmale Streifen sind. Um keine Warmwalzkapazität zu verschwenden, In der Regel warmgewalzt 1 420 mm, 1 560 mm breite Streifen werden längs entlang der Mittellinie geschnitten. Durch die Zusammensetzung der Entmischung des warmgewalzten Stahlbandes, und die Segregation der 1/2 .part (die Mitte des Stahlbandes) ernst ist, Die mittlere Entmischungszone befindet sich an der Schweißnaht, nachdem das Rohr hergestellt wurde, und die Entmischungszone in der Wärmeeinflusszone der Schweißnaht nach der normalen Wärmebehandlung der Online-Schweißnaht Auf dem Gehäuse befinden sich Martensitstreifen, und API-Normen lassen das Vorhandensein von untemperiertem Martensit im Gehäuse nicht zu, Es ist also notwendig,
Fügen Sie die Wärmebehandlung des gesamten Rohrs hinzu, um, Dadurch steigen die Produktionskosten. Auf die oben genannten Probleme abzielen, ABTER STEEL Co., Ltd. Entwicklung von zwei Testschemata zur Anpassung der chemischen Zusammensetzung des Stahlbandes, das für J55-Gehäuse verwendet wird[1]
.
Schema 1: Reduzierung des Kohlenstoffausstoßes in der Materialkonstruktion, um die Entmischung der Stahlbandmitte zu verringern, w (C) ist 0.17% An 0.20%, 0.075% niedriger als die ursprüngliche chemische Zusammensetzung, Reduzierung der Kohlenstofftrennung; Si, Mn-Gehalt und Originalzusammensetzung gleich. Nach der Probeproduktion des Schemas 1, Die Entmischung in der Mitte des Stahlbandes wird reduziert, Es gibt jedoch immer noch eine kleine Menge Martensit in der Entmischungszone in der Wärmeeinflusszone nach der normalisierenden Wärmebehandlung der Schweißnaht[1]
.
Schema 2: Reduzierung von Kohlenstoff und Mangan in der Materialkonstruktion, um die Entmischung der Stahlbandmitte zu reduzieren, w (C) ist 0.13% An 0.18%, welches ist 0.105% niedriger als die ursprüngliche chemische Zusammensetzung, Reduzierung der Kohlenstofftrennung; w (MN) ist 0,60% ~ 1,00%, welches ist 0.30% niedriger als die ursprüngliche chemische Zusammensetzung, was die Entmischung von Mangan reduziert, so dass nach der Online-Normalisierung der Wärmebehandlung in der Schweißnaht kein martensitisches Gefüge entsteht[1]; Kraftverlust, verbessern die Verarbeitungsleistung des Rohres und verhindern das Verkleben des Gehäusegewindes; Fügen Sie eine kleine Menge Ca hinzu, um den geschmolzenen Stahl zu reinigen, fördern die Sphäroidisierung von MnS, und verbessern die Gesamtleistung des Materials [4]. Für das Stahlband J55, das nach der Zusammensetzung von Scheme entworfen wurde 2, Martensit tritt nach der Rohrherstellung nicht in der Wärmeeinflusszone der Schweißnaht auf, und die Mikrostruktur und Festigkeit entsprechen den Anforderungen von API Spec 5CT.
API 5CT K55/J55 Chemische Zusammensetzung
| Klasse | C≤ | Si≤ | Mn≤ | P≤ | S≤ | CR≤ | NI≤ | Cu≤ | Mo≤ | V≤ |
| API 5CT K55/J55 | 0.34-0.39 | 0.20-0.35 | 1.25-1.50 | 0.020 | 0.015 | 0.15 | 0.20 | 0.20 | / | / |
API 5CT K55/J55 Mechanische Eigenschaft
| Stahlsorte | Streckgrenze (MPA) | Zerreißfestigkeit (MPA) | Gesamtdehnung unter Last % |
| API 5CT K55 | 379-552 | ≥655 | 0.5 |
| API 5CT J55 | 379-552 | ≥517 | 0.5 |
Wärmebehandlung (PSL2 und PSL1 sind unterschiedlich)
API 5CT J55 PSL1 und API 5CT K55 PSL2 sind identisch (Rollierende Lieferung);
PSL2 :J55 und K55 sollten normalisiert oder normalisiert und temperiert werden. Wenn eingedickt, Normalisieren oder Normalisieren und Anlassen sollten nach dem Eindicken hinzugefügt werden.
Schlagprüfung (PSL2 und PSL1 sind unterschiedlich)
Schläuche: PSL1, J55 und K55 haben keine Anforderung; PSL2, J55 und K55 erfordern eine minimale Schlagarbeit von 20 J der Probe in voller Größe, und minimale Schlagarbeit 27J der Probe in voller Größe.
Kupplung: Schlagversuche J55 und K55 sind notwendig. Die minimale Aufprallenergie der Probe beträgt 20J, und die minimale Aufprallenergie der Probe in voller Größe beträgt 27J.
Technische Schwierigkeiten und Prozesseigenschaften des K55-Gehäuses
Der Streckgrenzenbereich des K55-Stahlölgehäuses liegt zwischen 379 und 552 MPa, und die Zugfestigkeit größer als 655 MPa ist, die sich durch eine sehr niedrige Ausbeute des Materials auszeichnet (0.58-0.84). Entwickelt aus der chemischen Zusammensetzung von Materialien
Mit anderen Worten,, Gängige Kohlenstoff-Mangan-Stähle sind ideal, um niedrige Ertragsgrade zu erzielen, wie z.B. 37Mn5 Stahl, die bei der Herstellung von nahtlosen Stahlrohren der Güteklasse K55 weit verbreitet ist, mit w(C) Über 0.37% und w(MN) Über 1.3%. Die Streckgrenze von 37Mn5 nach dem Walzen beträgt etwa 450 MPa, Die Zugfestigkeit liegt über 700 MPa, und die Ertragsquote beträgt 0.64, die die Anforderungen der mechanischen Eigenschaften von K55-Stahl erfüllen können[5]
Der Produktionsprozess von HFW-Gehäusen ist: Stahlerzeugung → Strangguss → Warmwalzen zu Coils → Kopf- und Schwanzscherstumpfschweißen von Coils → Bandumformung → Schweißen → Online-Schweißwärmebehandlung oder Wärmebehandlung des gesamten Rohrs → Rohrverarbeitung → Werksinspektion warten. Das Spulenkopf- und Tail-Scherstumpfschweißverfahren ist der Schlüsselprozess, um die kontinuierliche Produktion mehrerer Coils zu realisieren und die Produktionseffizienz von HFW-geschweißten Rohren widerzuspiegeln. Jedoch, aufgrund des kohlenstoffarmen Äquivalents von Materialien, die für das Head-to-Tail-Stumpfschweißen von Coils benötigt werden, Es wird im Allgemeinen verlangt, dass das Kohlenstoffäquivalent CEIIW kleiner ist als 0.43, Andernfalls kann es leicht zu Bandbruch kommen und die Produktionseffizienz ernsthaft beeinträchtigen. Da das Kohlenstoffäquivalent CEIIW von 37Mn5-Stahl 0.58, kombiniert mit den Produktionsprozesseigenschaften von geschweißten Rohren, Dieser Stahl ist offensichtlich nicht für die Herstellung von HFW-Ölgehäusen der Güteklasse K55 geeignet; deshalb, Die technische Schwierigkeit bei der Herstellung von HFW-Ölgehäusen der Güteklasse K55 liegt im Material Das Design muss ein niedriges Ertragsverhältnis bei einem niedrigen Kohlenstoffäquivalent gewährleisten. Das HFW-Umformverfahren von ABTER STEEL Co., Ltd. Nimmt fortschrittliche Reihenrollformtechnologie an, Dies bietet eine Garantie für die Erzielung einer hervorragenden Schweißleistung. Während des Umformprozesses, Das Stahlband durchläuft die Walzen jedes Walzwerks, und biegt sich nach und nach in die Form des idealen Rohrrohlings entsprechend dem entworfenen Durchlaufsystem [3], Dabei handelt es sich um einen kontinuierlichen und dynamischen Verformungsprozess. In diesem Prozess, zusammen mit der Querbiegeverformung des Stahlbandes, Spannung, Kompression und Rückfederung treten gleichzeitig auf, Scherverformung an der Oberfläche und in Dickenrichtung der Platte, und Längsdehnung und Extrusionsverformung am Rand [6]. Der Spannungszustand verschiedener Verformungen ist sehr kompliziert, Die Dehnung ε kann jedoch mit der folgenden Formel abgeschätzt werden: ε=t/(D+T) (1) wobei t——Dicke des Stahlbandes, mm; D——Außendurchmesser des geschweißten Rohres, mm . Die Praxis hat bewiesen, dass durch die Reduzierung von Kohlenstoff, Legieren und kontrolliertes Abkühlen beim Warmwalzen, Es ist möglich, warmgewalzte Coils herzustellen, deren mechanische Eigenschaften den Anforderungen der Stahlsorte K55 entsprechen. Beispielsweise, für ein warmgewalztes Coils mit einer Endwalztemperatur größer als 860 °C und einer Wickeltemperatur von 570 ° C, Die Streckgrenze beträgt 478 MPa und die Zugfestigkeit beträgt 697 MPa [5]. Für das Gehäuse mit mittlerem Durchmesser Ф273 mm×10,16 mm, Die Belastung nach der Pfeifenherstellung beträgt ca. 3.6%. Entsprechend der Spannungs-Dehnungs-Kurve, Wenn die Belastung durch 3.6% tritt ein, Die Streckgrenze nach der Rohrherstellung erhöht sich auf etwa 563 MPa, die hat Es übertrifft den erforderlichen Bereich der Streckgrenze der Stahlsorte K55 [5]. Für diese Art von warmgewalzten Coils, um sicherzustellen, dass die Streckgrenze nach der Rohrherstellung kleiner ist als 552 MPa, Die Dehnung nach der Rohrherstellung darf 3.0%. Wenn das HFW-Gehäuse mit unterschiedlichen Spezifikationen der Stahlsorte K55 durch 3.0% Dehnung, es gibt nur Ф339,72 mm×9,65 mm, Ф406,4 mm×11,13 mm, Ф473,08 mm×11,05 mm, Ф508 mm×12,7 mm, Ф508 mm ×11,13 mm und andere Spezifikationen von HFW-Buchsen haben eine Dehnung von weniger als 3.0%, Das heißt,, unter der idealen Bedingung, die Leistungsschwankungen von Spulen nicht zu berücksichtigen, nur die oben genannten fünf Spezifikationen von Gehäusen Die mechanischen Eigenschaften nach der Rohrherstellung können die Anforderungen der Stahlsorte K55 erfüllen. Für Gehäuse anderer Spezifikationen, Nach der Rohrherstellung muss eine thermische Behandlung zur Herstellung qualifizierter HFKW-Gehäuse eingesetzt werden.
Die Produktion vor Ort zeigt, dass im Vergleich zur Spule, Die Streckgrenze des Rohrkörpers nach dem Umformen beträgt ca. 50-100 MPa höher als die der Spule, und die Zugfestigkeit beträgt ca. 10-30 MPa niedriger. Auf diese Weise, Die ideale Streckgrenze des Coils sollte kontrolliert werden
Es liegt bei etwa 400 MPa, während die Zugfestigkeit über 680 MPa kontrolliert werden sollte; Die Ertragsquote beträgt 0.59. Offensichtlich, Ein derart niedriges Ausbeuteverhältnis ist für gewöhnlichen Kohlenstoffstahl oder niedrig legierten Stahl schwer zu erreichen.
Die Praxis hat gezeigt, dass: aufgrund der signifikanten Kaltverfestigungswirkung von HFW-Gehäusen mit kleinem Durchmesser, Die mechanischen Eigenschaften des warmgewalzten Blechs nach dem Aufwickeln können die Anforderungen der Stahlsorte K55 nicht erfüllen. Jedoch, Die Kaltverfestigungswirkung von Gehäusen mit großem Durchmesser ist bei gleicher Wandstärke gering. Auf der Grundlage von Laboruntersuchungen, Es können jeweils zwei Gruppen von technischen Lösungen verwendet werden, um damit umzugehen. Plan 1, Spezifikationen über Ф339 mm, Durchführung von Feinabstimmungstests zur chemischen Zusammensetzung der aktuellen Stahlsorten, zur Herstellung qualifizierter K55-Stahlgehäuse durch Online-Schweißwärmebehandlung nach der Rohrherstellung; Plan 2, Spezifikationen unter Ф339 mm, nach dem Durchlaufen der Rohrherstellung Die normalisierende Wärmebehandlung des gesamten Rohres erfüllt die Leistungsanforderungen der Stahlsorte K55.
Für den ersten Satz von Schemata, Die Idee des Kompositionsdesigns ist: Die beste Kombination aus zwei feststoffverstärkenden Legierungselementen, C und Mn, kann die Streckgrenze des Materials effektiv senken [7], wie die Stahlsorte 37Mn5 für die Herstellung von K55-Stahlsorten nahtlose Stahlrohre , und sein Streckgrenzenverhältnis kann 0.64; deshalb, Kohlenstoff wird auf der Basis von 37Mn5 reduziert, um die Anforderungen eines niedrigen Kohlenstoffäquivalents und eines niedrigen Streckkraftverhältnisses zu erfüllen. Andererseits, Aluminium Getöteter Stahl ist ein traditioneller Feinkornstahl, und Al als Legierungselement verwendet wird. Es ist ungünstig, das Streckgrenzenverhältnis des Materials zu verringern, und der Al-Gehalt sollte reduziert werden. Für die zweite Gruppe von Schemata, Das Verfahren zur Normalisierung der Wärmebehandlung auf das geschweißte Rohr wird verwendet, um den durch die Bandumformung verursachten Kaltverfestigungseffekt zu eliminieren. Denn durch die normalisierende Wärmebehandlung des geschweißten Rohres kann nicht nur der Einfluss der Kaltverfestigung des Werkstoffes und die Schwankung der Eigenschaften des Coils selbst auf die mechanischen Eigenschaften eliminiert werden, sondern auch die mechanischen Eigenschaften und das Gefüge der Schweißnaht nahe am Rohrkörper, und die mechanischen Eigenschaften des gesamten Rohres sind stabil. Guter Sex. Die Designidee für die Komposition lautet wie folgt:: auf Basis von Kohlenstoff-Mangan-Stahl, V ist das Hauptverstärkungselement, Verunreinigungen wie P und S werden kontrolliert, und der geschmolzene Stahl wird durch Ca-Behandlung gereinigt. K55-Stahlgehäuse mit stabiler Leistung. Die Zugeigenschaften der beiden Schemata nach der Rohrherstellung entsprechen alle den Anforderungen der Norm API Spec 5CT (Tabelle 2). Die K55-Stahlgehäuseprodukte mit den Maßen Ф473,08 mm×11,05 mm sind in der Abbildung dargestellt 1.
Entwicklungsperspektive für ABTER STEEL HFW-Ölgehäuse
In der Literatur heißt es: [8], Erdöl und brennbare Gase (wie z.B. Erdgas, Schiefergas, Kohle-Bett Methan, usw.) sind die Hauptenergie, die der Mensch derzeit verbraucht. In der Vergangenheit 30 Jahre, Der weltweite Verbrauch fossiler Energie ist weiter gestiegen, hauptsächlich aus Erdöl, brennbares Gas und Kohle. Andere Energiearten, wie z.B. Wasserenergie, Kernenergie, Energie aus Biomasse, Windenergie, und Solarenergie, machen nur einen kleinen Teil der Gesamtenergie aus. Selbst bei der optimistischsten Entwicklungsrate, Es ist unmöglich, fossile Energien zu ersetzen und zumindest vorher eine beherrschende Stellung einzunehmen 2050 . Seit mein Land ein Nettoimporteur von Erdöl in 1993, Der Rohölverbrauch meines Landes ist mit einer durchschnittlichen jährlichen Rate von 5.77%, und hat sich zum zweitgrößten Rohölverbraucher der Welt entwickelt. Nach den Prognosen der Internationalen Energieagentur (IEA) und der US Energy Information Administration (UVP), Bis 2030, Die Nachfrage meines Landes nach Öl und Gas wird sich im Wesentlichen auf 800 Millionen Tonnen Rohöl und rund 200 Mrd. m3 Erdgas. Chinas “Zwölfter Fünfjahresplan” Pläne für Öl- und Gasäquivalente: Die China National Petroleum Corporation 400 Millionen Tonnen, davon entfallen auf die Exploration in Übersee 50%, inländischer Schlüsselbergbau Songliao, Ordos, Xinjiang, Bohai Bay und Sichuan-Chongqing Gebiete; China Petrochemical Corporation plant: Das Produktionsäquivalent beträgt 110 Millionen Tonnen; die der China National Offshore Oil Corporation ist 100 Millionen Tonnen. Während der “Zwölfter Fünfjahresplan” Zeitraum, Der durchschnittliche jährliche Bedarf an Ölbohrrohren liegt bei etwa 3.2 Millionen Tonnen. Ölbohrrohre sind wichtige Materialien und Ausrüstungen, die für die Öl- und Gasexploration und -erschließung erforderlich sind, und machen einen Durchschnitt von 20% An 30% der gesamten Brunnenbaukosten. Der Prozess der Exploration und Erschließung der Öl- und Gasindustrie ist der Prozess der Nutzung und des Verbrauchs von Ölbohrrohren in großen Mengen. Vor den 1980er Jahren, Alle oder hauptsächlich Ölbohrrohre, die in meinem Land verwendet werden, waren auf Importe angewiesen. Bis 1998, Die Lokalisierungsrate von Ölbohrrohren in meinem Land erreichte 85% [9]. Gegenwärtig, Die Produktionskapazität für Ölbohrrohre in meinem Land hat 10 Millionen Tonnen, und die Produktionskapazitäten stark überlastet sind. Unter ihnen, die Produktionskapazität von Unternehmen der Stahlerzeugung + Pfeifenherstellung + Bei der Rohrverarbeitung geht es um 5.5 Millionen Tonnen, wie z.B. Tianjin Steel Pipe Group Co., GmbH., SCHREIBEN-STAHL, Hengyang Valin Stahlrohr Co., GmbH., Pangang Group Chengdu Steel Vanadium Co., GmbH., Wuxi Simlais Petroleum Special Pipe Manufacturing Co., GmbH., usw.; Firmen mit Rohrherstellung + Die Rohrverarbeitungskapazitäten haben eine Produktionskapazität von ca. 1.3 Millionen Tonnen, wie Baoji Petroleum Steel Pipe Co., GmbH.; Die Produktionskapazität von Unternehmen mit Rohrverarbeitungskapazitäten beträgt ca. 3.2 Millionen Tonnen, wie z.B. verschiedene Ölfeldverarbeitungsbetriebe.
Vor dem Hintergrund gravierender Überkapazitäten von Ölbohrleitungen in meinem Land, Die Entwicklung von ABTER STEEL HFW-Ölgehäusen soll die Vorteile der Stahlerzeugung hervorheben + Pfeifenherstellung + Rohrverarbeitung und gleichbleibendes Qualitätssystem, Differenzierte Entwicklung, und führen Arbeiten in folgenden Bereichen durch::
(1) Erweiterung der Spezifikationen und der Leistung von H40-Stahl-Ölgehäusen, um die Nachfrage nach wirtschaftlichen Ölgehäusen im Niederdruck zu erfüllen, Öl- und Gasgebiete mit geringer Durchlässigkeit.
(2) Erweitern Sie die Spezifikationen und die Leistung des M65, L80-1, N80-Q und P110 Ölrohre in Stahlqualität, um die Anforderungen von Ölfeldern zu erfüllen, Kosten zu senken und die Effizienz zu steigern.
(3) Forschung und Entwicklung von dickwandigen K55-Stahl-Ölgehäusen mit großem Durchmesser, um den Anforderungen bestimmter ausländischer Märkte gerecht zu werden.
(4) Forschung und Entwicklung von Ölgehäusen mit hohem Extrusionsschutz, wie z.B. 80-TT, um die Nachfrage nach wirtschaftlichen Anti-Extrusions-Gehäusen in Ölfeldern zu befriedigen.
(5) Erforschung und Entwicklung korrosionsbeständiger Erdölgehäuse, wie z.B. 80S, 90S und 95S, um der Nachfrage nach wirtschaftlichen korrosionsbeständigen Gehäusen in Ölfeldern gerecht zu werden.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}