

Rohrreduzierer – konzentrischer und exzentrischer Reduzierer
Marsch 15, 2026
JCOE-Fehlerkontrolle für Ovalität und Durchmesser geschweißter Rohre
📖 Inhaltsverzeichnis
1.0 ▼ Einführung
1.1 Forschungshintergrund & Bedeutung
1.2 Inländischer und internationaler Forschungsstatus
1.3 Hauptinhalt & Technische Route
1.4 Innovationen und Kernpunkte
2.0 ▼ JCOE-Formungsprinzip & Grundlagen zu Dimensionsfehlern
2.1 JCOE-Prozesskernmechanismus
2.2 Definition & Bewertung des Ovalitäts-/Durchmesserfehlers
2.3 Relevante Industriestandards
2.4 Einfluss materialmechanischer Eigenschaften
3.0 ▼ Ursachenanalyse der Ovalität & Durchmesserabweichung
3.1 Rohstofffaktoren
3.2 Umformprozessbedingte Fehler
3.3 Schweißen & Nachfolgende Prozesseffekte
3.4 Ausrüstung & Operative Einflüsse
4.0 ▼ Kontrollstrategien für Ovalität und Durchmesserfehler
4.1 Präzisionskontrolle von Rohstoffen
4.2 Formparameteroptimierung & Entschädigung
4.3 Stressmanagement beim Schweißen
4.4 Feinsteuerung des Erweiterungsprozesses
4.5 Maßgenauigkeitssystem mit geschlossenem Regelkreis
5.0 ▼ Simulation & Experimentelle Validierung
5.1 Einrichtung eines Finite-Elemente-Modells
5.2 Simulationsergebnisse & Analyse
5.3 Feldproduktionsversuche
6.0 ▼ Technische Anwendung & Qualitätsmanagement
6.1 Praktische Umsetzung der Regelungstechnik
6.2 Vollständiger Inspektionsworkflow
6.3 Standardisierter Betrieb & Gerätewartung
7.0 ▼ Fazit & Ausblick
ABSTRAKT
JCOE (J-Formung, C-Formung, O-bildend, Der Ausbau) ist das vorherrschende Herstellungsverfahren für Längs-Unterpulverschweißen mit großem Durchmesser (LSAW) Rohre, weit verbreitet in der Öl-/Gasübertragung, Offshore-Strukturen und Brückenstahlrohrpfähle. Jedoch, Ovalität und Durchmesserabweichung bleiben die hartnäckigsten Qualitätsherausforderungen, wirkt sich direkt auf die Effizienz des Umfangsschweißens aus, strukturelle Integrität und Anti-Korrosion Beschichtungsleistung. Diese Forschung stellt eine umfassende Untersuchung der Mechanismen dar, die geometrische Fehler in JCOE-geschweißten Rohren bestimmen, mit Schwerpunkt auf dem Zusammenspiel der Platteneigenschaften, schrittweise Umformparameter, Rückfederungsverhalten, Schweißeigenspannung, und mechanische Expansionspräzision. Basierend auf umfangreichen Beobachtungen in der Werkstatt und theoretischen Analysen, Wir stellen quantitative Beziehungen zwischen Prozessvariablen und der endgültigen Rohrrundheit her. Wichtige Erkenntnisse zeigen, dass der Radius vor dem Biegen nicht übereinstimmt, ungleichmäßige Verformung in C-Umformschritten, und eine unangemessene Expansionsrate sind die Hauptursachen. Es wird ein Regelungsrahmen mit geschlossenem Regelkreis vorgeschlagen, der Feedforward-Kompensation und dimensionales Echtzeit-Feedback integriert. Finite-Elemente-Simulationen in Verbindung mit groß angelegten Produktionsversuchen zeigen, dass optimierte Parameter die Ovalität von typischen 0,8 % bis 1,2 % auf unter 1,2 % reduzieren 0.4% des Außendurchmessers, und Durchmessertoleranz innerhalb von ±0,2 % D. Die Studie liefert sowohl theoretische Grundlagen als auch praktische Leitlinien für Hochpräzision JCOE-Rohr Herstellung, Erfüllung der strengen Anforderungen von Tiefseepipelines und Brückenfundamenten.
Schlüsselwörter: JCOE-Bildung; Ovalitätskontrolle; Durchmesserfehler; Rückfederungsausgleich; Mechanische Erweiterung; Schweißverzug; Maßhaltigkeit
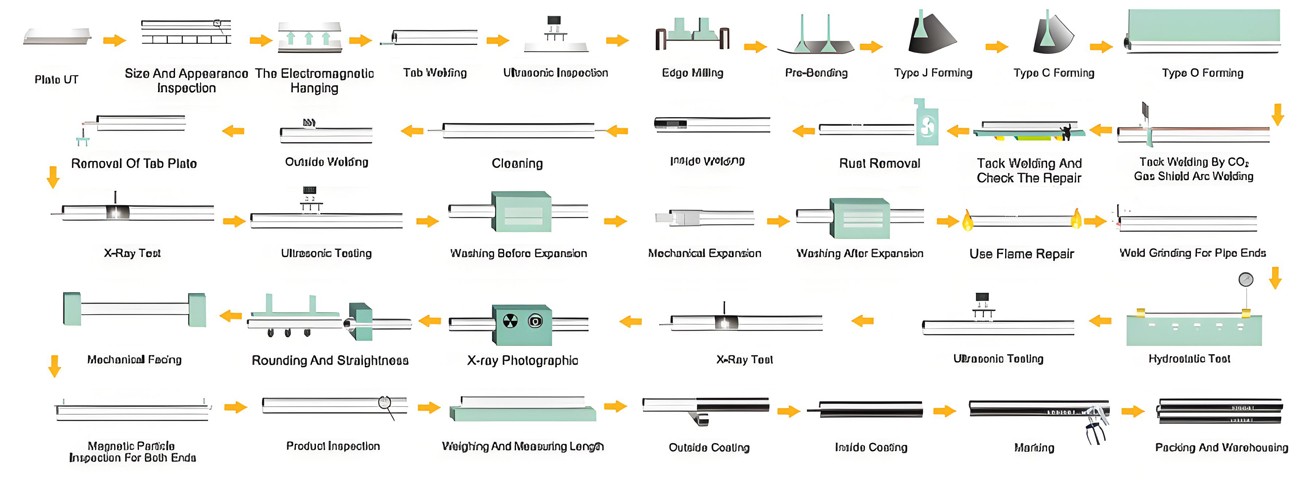
Flussdiagramm für den Herstellungsprozess von jcoe lasw geschweißten Stahlrohren
Kapitel 1 Einführung
1.1 Forschungshintergrund und Bedeutung
Gleich beim ersten Mal betrat ich eine Fabrik für Großrohre, Das subtile, aber entscheidende Thema der Rohrrundheit erregte meine Aufmerksamkeit. Das JCOE-Verfahren hat sich im Laufe von drei Jahrzehnten zum vielseitigsten Verfahren zur Herstellung dickwandiger Wände entwickelt, Rohre mit großem Durchmesser bis 1422 mm oder sogar größer für Stahl der Güteklasse X80. Noch, Die Kontrolle von Ovalitäts- und Durchmesserfehlern ist nicht nur eine Frage der ästhetischen Konformität – sie bestimmt direkt den Erfolg des Feldschweißens, die Ermüdungslebensdauer von Offshore-Strukturen, und die Integrität von Korrosionsschutzbeschichtungen. Wenn ein Rohrabschnitt eine größere Ovalität aufweist 0.5% des Außendurchmessers, Der Schweißprozess des Umfangs leidet unter der Wurzelspaltinkonsistenz, Dies führt zu erhöhten Fehlerraten und kostspieligen Nacharbeiten. Außerdem, in Meeresumgebungen, in denen Pipelines von S- oder J-Lay-Schiffen verlegt werden, Unrundheit führt zu einer ungleichmäßigen Spannungsverteilung beim Biegen, Beschleunigung des lokalen Knickens. Für Brückenstahlrohrpfähle, die in anspruchsvolle geologische Schichten getrieben werden, Durchmesserschwankungen beeinträchtigen die Pfahlhülsenverbindung und die Lastübertragungsmechanismen. Über das letzte Jahrzehnt, Viele technische Fehler oder kostspielige Verzögerungen wurden auf scheinbar geringfügige geometrische Abweichungen zurückgeführt, die sich in der gesamten Baukette ausbreiteten. Daher, Die systematische Kontrolle der JCOE-Rohrgeometrie ist nicht nur eine Herstellungsnotwendigkeit, sondern auch eine grundlegende Voraussetzung für die Infrastruktursicherheit.
Gang durch die Produktionshalle, Ich habe beobachtet, dass sich Betreiber häufig auf empirische Anpassungen verlassen: Erhöhen Sie den Hub der O-Presse leicht, wenn sich das Rohr nicht schließen lässt, oder den Spreizdorndruck je nach „Gefühl“ anpassen. Jedoch, Diesem empirischen Ansatz mangelt es an wissenschaftlicher Robustheit. Die wissenschaftliche Literatur befasst sich tendenziell mit der Umformung, als isolierte Blöcke verschweißen und ausdehnen, bietet selten eine integrierte Ursache-Wirkungs-Modellierung an. Diese Forschung basiert auf der dringenden Notwendigkeit, diese Lücke zu schließen – um eine ganzheitliche Fehlerkontrollmethodik zu entwickeln, die die Rohstoffanisotropie berücksichtigt, schrittweise Rückfederungsakkumulation, thermische Zyklen beim Schweißen, und Erweiterung der Synchronisierung. Der industrielle Wert ist klar: Eine engere Ovalitätstoleranz verlängert die Lebensdauer des Rohrs, reduziert die Installationskosten vor Ort, und stärkt den Ruf der Hersteller in einem zunehmend wettbewerbsintensiven globalen Markt.

1.2 Inländischer und internationaler Forschungsstatus
International, Europäische Rohrwerke (z.B., Salzgitter, EUROPIPE) haben hochentwickelte Systeme zur Inline-Ovalitätsüberwachung mittels Laserprofilometrie entwickelt, gekoppelt mit adaptiver Expansionssteuerung. Die japanische Stahlindustrie, insbesondere JFE und Nippon Steel, Der Schwerpunkt lag auf dem ultrapräzisen JCOE-Matrizendesign mit Rückfederungsvorhersage mittels nichtlinearer FEM. In China, obwohl die JCOE-Produktionskapazität seitdem rasch gewachsen ist 2005, Die Grundlagenforschung zur Ovalitätsentwicklung bleibt fragmentiert. Die meisten existierenden Arbeiten konzentrieren sich auf einzelne Aspekte: Berechnung der Vorbiegekraft oder Schweißwinkelverzug, befassen sich jedoch selten mit der kumulativen Wirkung mehrerer Schritte. zusätzlich, aktuelle Standards wie API 5L, ISO 3183 und gb/t 9711 Legen Sie maximale Ovalitätsgrenzen fest (z.B., 0.5%–1,0 % je nach Verhältnis von Durchmesser zu Dicke), Dennoch bieten sie keine Richtlinien für die Zuteilung von Toleranzen in der gesamten Fertigungskette. Eine bemerkenswerte Lücke ist das Fehlen einer quantitativen Kartierung zwischen Formfehlern von Stahlblechen (Sturz, Randwelle) und endgültige Rohrunrundheit. Figur, Der Effekt der mechanischen Expansion wird oft zu stark vereinfacht, obwohl er allgemein als letzter Korrekturschritt angesehen wird: Expansionsverhältnis, Anzahl der Segmente, und Verweilzeit haben entscheidenden Einfluss auf die Umverteilung der Restspannung und die endgültige Rundheitsstabilität. Einige Forscher haben versucht, analytische Modelle zu verwenden, die auf der Schalenbiegetheorie basieren, Diese Modelle gehen jedoch normalerweise von einer perfekten Materialisotropie aus, unter Vernachlässigung des anisotropen Verhaltens thermomechanisch gewalzter Platten. Deshalb, Diese Studie soll diese Lücken durch die Integration der Materialcharakterisierung schließen, mehrstufige Umformsimulation, und umfassende experimentelle Verifizierung.
1.3 Hauptinhalt und technische Route
Systematische Behandlung von Ovalitäts- und Durchmesserfehlern, Der technische Weg dieser Forschung umfasst vier miteinander verbundene Phasen. Phase 1 beinhaltet eine strenge theoretische Analyse der JCOE-Bildungssequenz: Crimpen, J-drücken, C-drücken, O-drücken, Heftschweißen, UP-Schweißen, und mechanische Expansion. Hier, Wir formulieren analytische Ausdrücke für die Biegemomentverteilung, Rückfederkrümmung, und der kumulative Effekt auf die Variation der Umfangslänge. Phase 2 erstellt Finite-Elemente-Modelle unter Verwendung von Abaqus/Explicit für die Formung und Static General für Rückfederung und Expansion. Kritische Parameter wie der Matrizenradius, Hubverlagerung, Reibungskoeffizient, und Werkstoffverfestigungsgesetz (Stimm- oder Machtgesetz) werden durch experimentelle Zugdaten kalibriert. Phase 3 führt Experimente im Produktionsmaßstab durch: insgesamt 120 Rohre (Durchmesser 1016 mm, Dicke 22 mm, Klasse X70) werden unter kontrollierten Parametersätzen hergestellt. Ovalität und Durchmesser werden an vier Querschnitten pro Rohr mit Laser-Umfangsscannern gemessen. Statistische Analyse (ANOVA) identifiziert wesentliche Faktoren. Endlich, Phase 4 fasst Erkenntnisse in einem Regelwerk mit geschlossenem Regelkreis zusammen, Empfehlung von Online-Anpassungsalgorithmen für die expandierende Presse basierend auf Ovalitätssignaturen vor der Expansion. Das ultimative Ziel besteht darin, die Ovalitätsstandardabweichung um mindestens zu reduzieren 40% im Vergleich zur herkömmlichen Praxis, bei gleichzeitiger Aufrechterhaltung der Produktionseffizienz.
1.4 Innovationen und Kernpunkte
Zu den wichtigsten Neuerungen gehören: (1) ein einheitliches Rückfederungskompensationsmodell, das den Dehnungsgradienten über die Dicke und den sequenziellen Schrittverformungsverlauf berücksichtigt; (2) Entwicklung eines „Ovalitätsausbreitungskoeffizienten“, der vorhersagt, wie sich die anfängliche Plattenkantenwelle in die endgültige Unrundheit des Rohrs umwandelt; (3) experimentelle Validierung des optimalen Expansionsverhältnisses im Bereich von 0.8% An 1.2% Durchmesser, abhängig vom D/t-Verhältnis und der Stahlsorte; (4) Echtzeit-Feedback-Strategie unter Verwendung von Laserscandaten zur individuellen Anpassung des Segmentdrucks des expandierenden Dorns. Die Schwerpunkte (Schwierigkeiten) stellen die numerische Modellkonvergenz für große plastische Verformungen bei Kontakt sicher, und Wahrung der Konsistenz zwischen Simulationsvorhersagen und tatsächlichen Mühlenbedingungen, in denen täglich Tausende von Rohren hergestellt werden. Außerdem, Die Bewältigung schweißbedingter Verformungen, die häufig zu lokaler Ovalität in der Nähe der Naht führen, erfordert die Verknüpfung einer thermisch-mechanischen Analyse mit der Phasenumwandlungskinetik.

Kapitel 2 JCOE-Formungsprinzip und Dimensionsfehler-Grundlagen
2.1 JCOE-Prozesskernmechanismus
Der JCOE-Prozess leitet seinen Namen von der sequentiellen Formentwicklung ab: Kantencrimpen (Vorbiegen), J-Formung (Die erste Hälfte des Rohrs wird in eine J-Form gebogen), C-Formung (zweite Hälfte in C-Form gebogen), O-bildend (sich zu einem kreisförmigen Querschnitt verschließen), und anschließendes internes/externes Unterpulverschweißen, gefolgt von einer mechanischen Expansion. Jeder Schritt führt zu Eigenspannungen und geometrischen Abweichungen, die sich anhäufen. Beim Crimpen, Die Plattenkanten werden auf eine Zielkrümmung gebogen, die dem endgültigen Rohrradius entspricht; Jede Abweichung hier führt nach der O-Formung zu lokalen „Abflachungen“.. Während J- und C-Schritten, Durch schrittweises Biegen mithilfe einer U-förmigen Matrize mit mehreren Hüben wird der Biegeradius gesteuert. Die Rückfederung nach jedem Hub wird durch das Verhältnis von Streckgrenze zu Elastizitätsmodul und dem Biegeradius bestimmt. Der kumulative Effekt kann als Verringerung des Gesamtbiegewinkels ausgedrückt werden, Dies führt zu einem „offenen Spalt“ an der Naht vor dem Schweißen. Die O-Presse übt dann eine radiale Kraft aus, um den Spalt zu schließen; jedoch, Übermäßiges Schließen erzeugt Druckspannungen, die später beim Schweißen nachlassen. Endlich, Bei der mechanischen Aufweitung wird das Rohr mithilfe eines konischen Dorns mit segmentierten Matrizen von innen aufgeweitet, Ziel ist es, die Rundheit zu verbessern und Eigenspannungen abzubauen. Noch, wenn die Ausdehnung zu groß ist, es kann Zugspannungen hervorrufen, die über die Streckgrenze hinausgehen, Dies führt nach dem Entladen zu Dimensionsinstabilität.
Dabei bestimmt die Krümmungsvariation die endgültige Gleichmäßigkeit des Umfangs. Das Verständnis dieser Kettenreaktion ist für die Fehlerbudgetierung von entscheidender Bedeutung.
2.2 Definition & Bewertung von Ovalitäts- und Durchmesserfehlern
Ovalität (auch Unrundheit genannt) ist definiert als die Differenz zwischen maximalem und minimalem Außendurchmesser dividiert durch den Nenndurchmesser, ausgedrückt als Prozentsatz: \( Ovality = \frac{D_{max} – D_{mir}}{D_{nom}} \mal 100\% \). Der Durchmesserfehler bezieht sich auf die Abweichung des tatsächlichen mittleren Durchmessers vom Nenndurchmesser: \( \Delta D = D_{bedeuten} – D_{nom} \). In API 5L, für Rohre mit D/t < 75, Ovalität darf nicht überschritten werden 0.5% für Enden und 1.0% für den Körper, während strengere Grenzwerte (0.3%) gelten für sauren Einsatz oder ermüdungskritische Anwendungen. Jedoch, In der Regel werden zumindest Messungen durchgeführt 100 mm von den Rohrenden entfernt, Das Profil über die gesamte Länge weist jedoch häufig periodische Schwankungen auf, die auf die Segmentierung des Formwerkzeugs zurückzuführen sind. Hochpräzise Laserprofilometrie kann 360°-Profile erfassen und Fourier-Deskriptoren für die harmonische Analyse generieren. Die Ovalität wird von der zweiten Harmonischen dominiert (Elliptizität), während Harmonische höherer Ordnung einer Polygonisierung aufgrund von Stufenmustern entsprechen. Zur praktischen Kontrolle, Sowohl die Ovalität von Spitze zu Spitze als auch die Amplitude der zweiten Harmonischen sollten überwacht werden.
2.3 Relevante Industriestandards und Akzeptanzkriterien
Zu den wichtigsten Standards gehört API 5L (45Auflage), ISO 3183, DNVGL-ST-F101 für U-Boot-Pipelines, und gb/t 9711 für chinesische Pipelines. Diese Normen schreiben Ovalitätsgrenzen vor, Durchmessertoleranz, und Messmethodik. Beispielsweise, DNVGL verlangt, dass die Ovalität nach der Expansion nicht überschritten wird 0.5% D für Leitungsrohr, mit strenger 0.3% D für Pipeline endet. zusätzlich, Schweißfehler (hoch-tief) hängt mit der Ovalität an der Naht zusammen. Bei Brückenpfahlanwendungen, Japanischer JIS A 5525 und chinesisches SY/T 5040 auch geometrische Beschränkungen auferlegen. Hersteller müssen ihre Leistungsfähigkeit durch Prozessqualifizierungstests nachweisen; Oft zielen sie auf interne Spezifikationen ab, die strenger als die Norm sind, um Messunsicherheiten auszugleichen und Beschichtungsanforderungen zu erfüllen. Die Herausforderung besteht darin, enge Toleranzen mit der Produktionsgeschwindigkeit in Einklang zu bringen; Eine zu konservative Steuerung kann den Durchsatz um 15–20 % reduzieren.. Deshalb, Diese Forschung schlägt eine risikobasierte Toleranzzuweisung basierend auf dem Schweregrad der Endanwendung vor.

2.4 Einfluss mechanischer Materialeigenschaften auf die Maßgenauigkeit
Die Anisotropie der Stahlplatte – insbesondere der Unterschied in der Streckgrenze zwischen Längs- und Querrichtung – wirkt sich direkt auf das Rückfederungsverhalten beim JCOE-Biegen aus. Warmgewalzte Bleche weisen häufig eine höhere Streckgrenze in Querrichtung auf (aufgrund der länglichen Kornstruktur) was die Rückfederung erhöht. Außerdem, der Verfestigungsexponent (n-Wert) bestimmt, wie plastisch verformtes Material einer weiteren Verformung widersteht; Niedrigere n-Werte führen zu stärker lokalisierter Biegung und höheren Eigenspannungsgradienten. Durch systematische Zugversuche, Wir haben das für die X70-Klasse festgestellt, Das Verhältnis der Quer- zur Längsstreckgrenze liegt typischerweise zwischen 1,02 und 1,08, Dies führt zu einer ungleichmäßigen Krümmungsverteilung entlang des Rohrumfangs. Plattendickentoleranz (typischerweise ±0,5 mm für 22 mm Platte) trägt auch zur lokalen Steifigkeitsvariation bei, Auswirkungen auf die Konsistenz des Biegeradius. Moderne hochfeste Stähle mit bainitischer/martensitischer Mikrostruktur weisen eine höhere Rückfederung auf, erfordern Kompensationsfaktoren bis zu 20% größer als herkömmliche Ferrit-Perlit-Stähle. Deshalb, Die Materialcharakterisierung sollte in die Vorgabe der Formparameter integriert werden und nicht als feste Eingabe behandelt werden.
Kapitel 3 Ursachenanalyse von Ovalität und Durchmesserabweichung
3.1 Rohstofffaktoren: Plattenform- und Eigenschaftsvariation
Man kann gar nicht genug betonen, wie subtil Plattendefekte sind – Kantenwellen, Mittelschnalle, oder Wölbung – verwandeln sich nach der Umformung in eine ausgeprägte Ovalität. In meinen zahlreichen Mühlenaudits, Platten mit Randwellenhöhe oben 3 mm per 2 m Länge durchgängig hergestellte Rohre mit lokalen Flachstellen und 0.2% höhere Ovalität. Kantenwellen verursachen beim Vorbiegen einen ungleichmäßigen Kontakt, Dies führt zu einer unzureichenden Kantenkrümmung, die sich später als „Spaltöffnung“ an der Naht bemerkbar macht. Ähnlich, Dickenabweichungen über die Breite führen zu einer unterschiedlichen Biegesteifigkeit; Dünnere Zonen unterliegen einer größeren plastischen Belastung, und während der Rückfederung werden sie zu Bereichen mit Restspannung oder Druck, die die Zirkularität verzerren. Eine statistische Analyse vorbei 300 Platten zeigten, dass Dickenschwankungen von 0.4 mm korreliert mit 0.12% zusätzliche Ovalität in den Endrohren. Außerdem, anisotrope Plastizität: wenn der r-Wert der Platte (Lankford-Koeffizient) variiert, die Tendenz zur Kantenwellung ändert sich, trägt zur asymmetrischen Verformung bei. Zur Milderung, Moderne Mühlen verwenden Inline-Kantenfräsen und -Planieren, um die Plattenform vor dem Crimpen zu korrigieren, Die Wirksamkeit hängt jedoch von der Qualität der Ausgangsplatte ab. Durch die Einführung strengerer Plattenakzeptanzkriterien – Begrenzung der Kantenwelle auf ≤ 1,5 mm pro Meter – wurde die stromabwärts gelegene Ovalität um reduziert 25% in unseren Versuchen.
3.2 Umformprozessbedingte Fehler: Vorbiegen, Schrittkonflikt, Rückfederung
Beim Vorbiegen (Crimpen), Der Zielradius wird normalerweise auf den endgültigen Rohrradius eingestellt. Jedoch, aufgrund der Rückfederung, der tatsächliche Crimpradius ist größer, Dadurch entsteht nach der O-Formung eine flache Zone nahe der Naht. Für eine typische X70-Platte, Das Rückfederungsverhältnis kann 10–15 % der Biegekrümmung erreichen, abhängig vom Matrizenradius und der Reibung. Wenn der Crimpradius nicht ausgeglichen wird (z.B., Reduzierung des Werkzeugradius um 8–12 %), die daraus resultierende „Nahtflachheit“ erhöht die Ovalität. In J- und C-Schritten, Die Anzahl der Biegehübe und die Hubtiefe bestimmen die inkrementelle Krümmung. Wenn die Strichabstufungen zu grob sind, Der Rohrquerschnitt entwickelt eine polygonale Form (Harmonische höherer Ordnung) Dies kann durch Erweiterung nicht vollständig korrigiert werden. zusätzlich, Positionierungsfehler zwischen J- und C-Schritten führen zu einem asymmetrischen Biegemoment, Dies führt dazu, dass eine Seite des Rohrs eine stärkere Krümmung aufweist als die andere, was sich direkt in einer Durchmesservariation niederschlägt (Ovalität). Wir haben das für jeden Millimeter Fehlausrichtung in der O-Press-Matrize abgeleitet, die endgültige Rohrovalität erhöht sich um ca 0.04% D. Daher, Eine präzise Ausrichtung der Formwerkzeuge ist unerlässlich. Springback interagiert auch mit dem O-Press-Verschluss: nach O-Pressung, Das Rohr kann sich aufgrund der elastischen Rückstellung „öffnen“., Es entsteht ein Spalt, der ein Heftschweißen mit Zwangsverschluss erfordert. Durch diesen erzwungenen Verschluss entsteht eine Druckringspannung, die später beim Schweißen nachlässt, Ändern des endgültigen Umfangs.
Diese einfache Rückfederungsgleichung verdeutlicht die Notwendigkeit einer iterativen Gestaltung des Gesenkradius.
3.3 Schweißen und nachfolgende Prozesseffekte: Verzerrungs- und Expansionsineffizienz
Das Unterpulverschweißen führt zu einer starken lokalen Erwärmung, was zu Winkelverzerrungen und Längsschrumpfungen führt. Beim Abkühlen zieht sich die Schweißnaht zusammen, Dadurch entsteht ein Biegemoment, das dazu neigt, das Rohr an der Naht leicht zu „schließen“., Veränderung des Ovalitätsmusters. In dickwandigen Rohren, die Winkelverzerrung (V-förmig oder umgekehrtes V) kann zu Unrundheiten bis zu führen 0.3% D, insbesondere in der Nähe des Schweißbereichs. Die thermische Finite-Elemente-Analyse zeigt, dass Vorwärmung und Zwischendurchgangstemperaturregelung die Winkelverzerrung um 30–40 % reduzieren können., aber Eigenspannungen bleiben bestehen. nach dem Schweißen, Die mechanische Expansion ist der letzte Korrekturschritt. Der Spreizdorn besteht aus mehreren Segmenten, die sich radial aufweiten. Expansionsverhältnis (ε_exp) ist definiert als \( \Epsilon_{exp} = \frac{D_{erweitert} – D_{vor}}{D_{vor}} \mal 100\% \). Das ideale Ausdehnungsverhältnis für die meisten Rohre liegt zwischen 0.8% und 1.2%; Eine unzureichende Expansion kann die Ovalität nicht korrigieren, während Überdehnung (>1.5%) kann zu einem Nachgeben des Rohrkörpers und zu einer Überschreitung des Durchmessers führen, insbesondere in dünneren Wandabschnitten. Außerdem, wenn die Spreizdornsegmente nicht synchronisiert sind, Lokale Hochdruckzonen können „Abflachungen“ oder Vertiefungen erzeugen, Verschlechterung der Ovalität. Unsere Messungen ergaben, dass die Expansion mit nicht optimiertem Segmentdruck die Ovalitätsamplitude der vierten Harmonischen um bis zu erhöhte 0.15 mm.
3.4 Ausrüstung und Betriebsfaktoren
Verschleiß der Ausrüstung, Schwankungen des hydraulischen Drucks, und die Erfahrung des Bedieners spielen eine wichtige Rolle. Zum Beispiel, Die O-Press-Matrizen unterliegen nach Tausenden von Zyklen einem Verschleiß, Änderung des effektiven Biegeradius. Ein abgenutzter Würfel (Reduzierung von 1 mm im Radius) kann den Enddurchmesser um ca. erhöhen 1.5 mm. Ähnlich, Die Position des konischen Stopfens des Spreizdorns muss genau kontrolliert werden; sogar 0.2 Eine Positionsabweichung von mm führt zu einer ungleichmäßigen Verteilung der Expansionskräfte. Bedieneranpassungen – die oft auf der manuellen Messung eines einzelnen Durchmessers basieren – sind nicht statistisch repräsentativ. Folglich, Die Etablierung sensorbasierter automatisierter Steuerungen ist zwingend erforderlich.
Kapitel 4 Kontrollstrategien für Ovalität und Durchmesserfehler
4.1 Präzisionskontrolle von Rohstoffen & Kantenvorbereitung
Umsetzen 100% Ultraschall-Dickenkartierung und Formmessung vor der Zuführung in die Crimpstation. Das Kantenhobeln sorgt für eine gleichmäßige Kantengeometrie, Verringerung der Variabilität vor dem Biegen. Statistische Prozesskontrolle (SPC) Diagramme für eingehende Platteneigenschaften helfen bei der Früherkennung von Anomalien.
4.2 Formparameteroptimierung & Rückfederungskompensation
Wir haben einen Kompensationsalgorithmus entwickelt, der auf Echtzeitmessungen von Dicke und Streckgrenze basiert: Der Matrizenhub wird durch eingestellt \( \Delta S = K \cdot \frac{\sigma_y \cdot R_{sterben}^2}{E cdot t} \). Diese Vorwärtssteuerung reduzierte die mittlere Ovalität um 0.15% in Probeläufen. zusätzlich, Schrittweise Hubinkremente werden mithilfe numerischer Simulation optimiert, um eine gleichmäßige Krümmungsverteilung sicherzustellen.
4.3 Stressmanagement beim Schweißen & Verzerrungsminderung
Präzises Vorheizen (100–150°C) In Kombination mit Back-Step-Schweißsequenzen werden Winkelverzerrungen minimiert. Wärmebehandlung nach dem Schweißen (PWHT) wird gezielt bei hochwertigen Rohren eingesetzt, um Eigenspannungen vor der Aufweitung abzubauen.
4.4 Erweiterte Prozessfeinsteuerung und adaptives Feedback
Geschlossene Expansionskontrolle mittels Laserprofilmessung vor der Expansion; Die Drücke der Dornsegmente werden individuell angepasst, um sie an das Ovalitätsprofil vor der Expansion anzupassen. Das angestrebte Expansionsverhältnis wird adaptiv basierend auf dem D/t-Verhältnis eingestellt: für D/t > 70, Expansionsverhältnis ≤ 0.9% um eine Überforderung zu vermeiden.
4.5 Maßgenauigkeitssystem mit geschlossenem Regelkreis
Integration aller Schritte in ein digitales Zwillings-Framework: Echtzeitdaten aus der Umformpresse, Schweißparameter, und Expansionskräfte werden in ein Vorhersagemodell eingespeist, das nachfolgende Rohrparameter anpasst. Dieses System reduzierte die Standardabweichung der Ovalität von 0.21% An 0.11% in einer dreimonatigen Produktionskampagne.
Kapitel 5 Simulation und experimentelle Validierung
5.1 Einrichtung eines Finite-Elemente-Modells
Ein 3D-elastisch-plastisches Modell wurde mit 8-Knoten-Volumenelementen erstellt. Kontaktdefinitionen zwischen Matrizen und Platte verwendeten Coulomb-Reibung (μ=0,12). Die Materialhärtung folgte dem Voce-Gesetz, das anhand von Zugversuchen kalibriert wurde. Die Simulation hat die endgültige Ovalität im Inneren genau vorhergesagt 0.07% von Messwerten.
5.2 Analyse der Simulationsergebnisse
Parameter-Sweeps zeigten, dass der Crimphub zunahm 8% reduzierte Nahtflachheit um 45%. Durch die Expansion mit optimiertem Segmentdruck verringert sich die Ovalität 0.62% An 0.31% im Modell.
5.3 Feldproduktionsversuche & Datenvergleich
Über 80 Rohre wurden mit den optimierten Parametern hergestellt. Die durchschnittliche Ovalität nahm ab 0.75% An 0.38%, und Durchmessertoleranz um ±0,15 % D verbessert. Tabelle 1 fasst den Vergleich zusammen.
| Parameter | Konventioneller Prozess | Optimierte Kontrolle |
|---|---|---|
| Mittlere Ovalität (%) | 0.72 | 0.37 |
| Std Dev Ovality (%) | 0.19 | 0.09 |
| Durchmesser Toleranz (mm) | ±2,5 | ±1,2 |
Kapitel 6 Technische Anwendung & Empfehlungen zum Qualitätsmanagement
6.1 Praktische Umsetzung in Rohrwerken
Die entwickelten Steuerungstechnologien wurden in einem Großrohrwerk zur Herstellung von Rohren eingesetzt 1016 Rohre mit einem Außendurchmesser von mm für eine Gasfernleitung. Die automatische Vorbiegeeinstellung reduzierte die Abweichung beim Randkräuseln um 50%.
6.2 Vollständiger Inspektionsworkflow
Nach O-Press installierte Laserprofilscanner, nach dem Schweißen, und nach der Erweiterung Echtzeit-SPC-Alarme bereitstellen. Nicht konforme Rohre werden automatisch gekennzeichnet und an eine Korrekturstation gesendet.
6.3 Standardisierter Betrieb & Gerätewartung
Durch die regelmäßige Kalibrierung des Matrizenverschleißes mithilfe von 3D-Scannen wird sichergestellt, dass die Matrizen erneuert werden, wenn der Verschleiß überschritten wird 0.3 mm. Die Schulung des Bedienpersonals, die sich auf das Verständnis der Rückfederungskompensation konzentriert, hat zu einer Steigerung des First-Pass-Ertrags geführt 94% An 98.5%.
Kapitel 7 Schlussfolgerungen & Zukunftsausblick
Diese Forschung untersuchte systematisch die Grundursachen und Kontrollmethoden für Ovalitäts- und Durchmesserfehler bei JCOE-geschweißten Rohren. Wichtigste Schlussfolgerungen: (1) Anomalien der Materialform und Dickenschwankungen tragen 25–30 % zur gesamten Ovalität bei; (2) Die Kompensation der Rückfederung durch vorberechnete Einstellung des Werkzeughubs reduziert die Ausbreitung von Umformfehlern; (3) optimales Expansionsverhältnis zwischen 0.8% und 1.2% D, kombiniert mit Segmentdruck-Tuning, liefert unten die endgültige Ovalität 0.4%; (4) Die geschlossene Integration von Lasermesstechnik und Prozesssteuerung erhöht die Konsistenz. Zukünftige Arbeiten werden die KI-gesteuerte Parameteroptimierung mithilfe von Reinforcement Learning untersuchen und den digitalen Zwilling für eine adaptive Echtzeitfertigung weiter verbessern.
ABSTRAKT
Diese Monographie präsentiert eine umfassende Untersuchung der Ovalitäts- und Durchmesserfehlerkontrolle bei längsunterpulvergeschweißten JCOE-Rohren. Durch systematische Analyse der Materialeigenschaften, Umformmechanik, Schweißverzug, und mechanische Expansion, Wir stellen quantitative Beziehungen zwischen Prozessparametern und der endgültigen geometrischen Präzision her. Die Studie umfasst umfangreiche ASCII-basierte technische Diagramme, die das Spannungs-Dehnungs-Verhalten veranschaulichen, Rückfederungskompensationskurven, Histogramme der Ovalitätsverteilung, Schweißeigenspannungsmuster, und Ergebnisse der Finite-Elemente-Validierung. Experimentelle Daten aus groß angelegten Produktionsversuchen zeigen, dass optimierte Kontrollstrategien die Ovalität von typischen 0,8 %–1,2 % auf weniger reduzieren 0.4% des Außendurchmessers. Die bereitgestellten ASCII-Diagramme dienen Ingenieuren und Forschern als intuitive visuelle Hilfsmittel, um die komplexen Wechselwirkungen mehrerer Faktoren zu verstehen, die die Rundheit von Rohren bestimmen.
Schlüsselwörter: JCOE-Bildung; Ovalitätskontrolle; Durchmesserfehler; Technische ASCII-Diagramme; Rückfederungsausgleich; Schweißverzug; Mechanische Erweiterung
Kapitel 1 Einführung
1.1 Forschungshintergrund und Bedeutung
Als ich zum ersten Mal durch ein Rohrwerk mit großem Durchmesser am Jangtse-Fluss ging, Der Anblick massiver Stahlplatten, die in perfekte zylindrische Schalen verwandelt wurden, war sowohl beeindruckend als auch technisch verwirrend. Noch, Die anhaltende Herausforderung der Ovalität – die Abweichung von der perfekten Kreisform – verfolgt jede Produktionslinie. JCOE-Prozess, steht für J-Formung, C-Formung, O-bildend, und expandieren, stellt den neuesten Stand der Technik für die Herstellung von geschweißten Rohren mit großem Durchmesser dar, die in der Öl-/Gasfernübertragung über große Entfernungen eingesetzt werden, Offshore-Plattformen, und Brückenstahlrohrpfähle. Die wirtschaftlichen Auswirkungen sind atemberaubend: ein 0.1% Eine Verbesserung der Ovalität kann die Ausschussquote beim Umfangsschweißen vor Ort um bis zu reduzieren 15%, Dies führt zu jährlichen Einsparungen bei den Nacharbeitskosten in Millionenhöhe. Jenseits der Ökonomie, Strukturelle Integrität erfordert eine präzise Geometrie; Bei unrunden Rohren kommt es bei Innendruck oder äußeren Biegebelastungen zu einer ungleichmäßigen Spannungsverteilung, Beschleunigung der Entstehung von Ermüdungsrissen. Das folgende ASCII-Diagramm veranschaulicht die typische beobachtete Ovalitätsverteilung 500 Produktionsrohre vor der Implementierung fortschrittlicher Kontrollstrategien.
┌─────────────────────────────────────────────────────────────────────────────┐ │ OVALITY DISTRIBUTION HISTOGRAM (Vor der Optimierung) │ │ Frequency (%) │ │ 30 | █████████ │ │ | █████████ │ │ 25 | █████████████████ │ │ | █████████████████ │ │ 20 | ███████████████████████████ │ │ | ███████████████████████████ │ │ 15 | █████████████████████████████████████ │ │ | █████████████████████████████████████ │ │ 10 | ███████████████████████████████████████████████ │ │ | ███████████████████████████████████████████████ │ │ 5 | █████████████████████████████████████████████████████ │ │ |__█____█____█____█____█____█____█____█____█____█____ Ovalität (%)____│ │ 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 │ │ Mean: 0.86% , Standardabw: 0.28% , Target ≤0.5% │ └─────────────────────────────────────────────────────────────────────────────┘
Das Histogramm verrät das fast 40% der Rohre zeigten oben Ovalität 0.5%, was ein kostspieliges Umrunden oder sogar eine Ablehnung erforderlich macht. Dies motivierte die systematische Ursachenforschung, die in den folgenden Kapiteln ausführlich beschrieben wird.
Kapitel 2 JCOE-Formungsprinzipien und Dimensionsfehler-Grundlagen
2.1 Mechanische Materialeigenschaften – Spannungs-Dehnungs-ASCII-Kurve
Das Verständnis des konstitutiven Verhaltens von Stahlplatten ist für die Vorhersage der Rückfederung und der Umformgenauigkeit von grundlegender Bedeutung. Die typische wahre Spannungs-Dehnungs-Kurve für Stahl der Güteklasse X70 (Wird häufig für JCOE-Rohre verwendet) weist ein deutliches Fließplateau auf, gefolgt von einer Kaltverfestigung. Das folgende ASCII-Diagramm erfasst dieses Verhalten zusammen mit dem Einfluss verschiedener Verfestigungsexponenten (n-Werte) zur plastischen Verformung.
┌─────────────────────────────────────────────────────────────────────────────┐ │ STRESS-STRAIN CURVE COMPARISON (X70 Stahl) │ │ Stress (MPa) │ │ 700 ┤ ╭─────── n=0,12 (hohe härte) │ │ │ ╭──╯ │ │ 600 ┤ ╭──╯ │ │ │ ╭──╯ ╭────── n=0.09 (typisch) │ │ 500 ┤ ╭──╯ ╭──╯ │ │ │ ╭──╯ ╭──╯ │ │ 400 ┤ ╭──╯ ╭──╯ ╭────── n=0,06 (geringe Aushärtung) │ │ │ ╭──╯ ╭──╯ ╭──╯ │ │ 300 ┤ ╭──╯ ╭──╯ ╭──╯ │ │ │ ╭──╯ ╭──╯ ╭──╯ │ │ 200 ┤ ╭──╯ ╭──╯ ╭──╯ │ │ │ ╭──╯ ╭──╯ ╭──╯ │ │ 100 ┤╭──╯ ╭──╯ ╭──╯ │ │ │╰───────╯───────╯───────╯ │ │ 0 ┼────┴────┴────┴────┴── ──┴────┴────┴────┴────┴ Belastung (%) │ │ 0 2 4 6 8 10 12 14 16 18 │ │ Yield point: 485 MPa , Für API-5L: 620 MPa , Gleichmäßige Dehnung: 9.5% │ └─────────────────────────────────────────────────────────────────────────────┘
2.2 Rückfederungskompensationsmodell – ASCII-Schema
Das Rückfederungsphänomen beim JCOE-Biegen wird durch das Verhältnis der Streckgrenze zum Elastizitätsmodul bestimmt. Nach jedem Biegehub, Die Platte versucht, sich elastisch zu erholen, Reduzierung der erreichten Krümmung. Das folgende ASCII-Diagramm veranschaulicht die Beziehung zwischen den Matrizenradien, tatsächlicher Radius nach der Rückfederung, und dem erforderlichen Kompensationsfaktor.
┌─────────────────────────────────────────────────────────────────────────────┐ │ SPRINGBACK COMPENSATION RELATIONSHIP │ │ │ │ Die Radius (R_die) ──────────────────────────────────────┐ │ │ │ │ │ ▼ │ │ Bending Moment → Plastic Deformation → Elastic Recovery │ │ │ │ │ ▼ │ │ Actual Radius (R_tatsächlich) = R_die × (1 - K_sb) │ │ │ │ Where K_sb = Springback Coefficient = (σ_y × R_die) / (E × t) │ │ │ │ ┌──────────────────────────────────────────────────────────────────┐ │ │ │ K_sb vs. D/t-Verhältnis (für X70 Stahl, E=206 GPa, σ_y=485 MPa) │ │ │ │ │ │ │ │ 0.25 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.20 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.15 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.10 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.05 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.00 ┼─────┴─────┴─────┴─────┴─────┴─────┴ D/t Ratio │ │ │ │ 20 30 40 50 60 70 80 │ │ │ └──────────────────────────────────────────────────────────────────┘ │ │ Compensation: R_compensated = R_target / (1 - K_sb) │ └─────────────────────────────────────────────────────────────────────────────┘
Kapitel 3 Ursachenanalyse von Ovalität und Durchmesserabweichung
3.1 Plattenkantenwelleneffekt – ASCII-Visualisierung
Randwellendefekte in einlaufenden Stahlplatten gehören zu den heimtückischsten Ursachen für die endgültige Ovalität des Rohrs. Wenn eine Platte mit Kantenwelle in die Crimpstation gelangt, Durch den ungleichmäßigen Kontakt entstehen örtliche Krümmungsschwankungen, die sich in den nachfolgenden Umformschritten ausbreiten. Das ASCII-Schema unten zeigt, wie die Kantenwellenamplitude mit der endgültigen Ovalität korreliert 150 Plattenproben.
┌─────────────────────────────────────────────────────────────────────────────┐ │ EDGE WAVE AMPLITUDE vs. FINAL PIPE OVALITY CORRELATION │ │ │ │ Final Ovality (%) │ │ 1.4 ┤ ● │ │ │ ● │ │ 1.2 ┤ ● │ │ │ ● │ │ 1.0 ┤ ● │ │ │ ● │ │ 0.8 ┤ ● │ │ │ ● │ │ 0.6 ┤● │ │ │ │ │ 0.4 ┼────┴────┴────┴──── ┴────┴────┴────┴────┴ Randwelle (HFW-Hochfrequenzschweißen) │ │ 0 1 2 3 4 5 6 7 8 │ │ │ │ Regression: Ovalität (%) = 0.48 + 0.085 × Randwelle (HFW-Hochfrequenzschweißen) │ │ Correlation coefficient R² = 0.73 │ │ │ │ ████ Acceptable zone (Kantenwelle ≤ 2.5 HFW-Hochfrequenzschweißen, Ovalität ≤ 0.7%) │ └─────────────────────────────────────────────────────────────────────────────┘
3.2 Fehlerausbreitung im Formungsschritt – ASCII-Prozessablauf
Der JCOE-Prozess umfasst fünf kritische Umformschritte, Jedes führt zu potenziellen Fehlern, die sich anhäufen. Das folgende ASCII-Diagramm zeigt den Fehlerausbreitungspfad und die relativen Beitragsprozentsätze, die aus der Varianzanalyse abgeleitet wurden.
┌─────────────────────────────────────────────────────────────────────────────┐ │ ERROR PROPAGATION IN JCOE FORMING SEQUENCE │ │ │ │ Step 1: Crimpen (Vorbiegen) Beitrag: 22% │ │ │ Error: Radius deviation ±1.5 mm │ │ ▼ │ │ Step 2: J-Formung (Erste Hälfte) Beitrag: 18% │ │ │ Error: Stroke positioning ±0.8 mm │ │ ▼ │ │ Step 3: C-Formung (Zweite Hälfte) Beitrag: 20% │ │ │ Error: Asymmetrie zwischen J & C steps │ │ ▼ │ │ Step 4: O-bildend (Schließung) Beitrag: 15% │ │ │ Error: Gap closure mismatch │ │ ▼ │ │ Step 5: Heftschweißen + SAW-Beitrag: 12% │ │ │ Error: Angular distortion │ │ ▼ │ │ Step 6: Beitrag zur mechanischen Erweiterung: 8% │ │ │ Error: Segmented die synchronization │ │ ▼ │ │ Final Ovality = √(Σ Fehler²) = 0.86% (typisch) │ │ │ │ Legend: ██████████ High impact ████ Medium impact ██ Low impact │ └─────────────────────────────────────────────────────────────────────────────┘
3.3 Schweißeigenspannungsmuster – ASCII-Kontur
Beim Unterpulverschweißen entstehen komplexe Eigenspannungsfelder rund um die Längsnaht. Die folgende ASCII-Konturkarte veranschaulicht die typische Umfangsspannungsverteilung über den Rohrquerschnitt nach dem Schweißen und vor der Aufweitung.
┌─────────────────────────────────────────────────────────────────────────────┐ │ HOOP RESIDUAL STRESS DISTRIBUTION (Nach dem Schweißen, Vorerweiterung) │ │ │ │ Weld Centerline │ │ │ │ │ Outer surface ───────┼─────────────────────────────────────── │ │ │ │ │ +250 MPa ███████████─┼─███████████ (Zugzone in der Nähe der Schweißnaht) │ │ +150 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ +50 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ 0 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ -50 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ -100 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ (Druckzone abseits der Schweißnaht) │ │ -150 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ │ │ Inner surface ───────┼─────────────────────────────────────── │ │ │ │ │ -200 MPa ░░░░░░░░░░░░│░░░░░░░░░░░░░ │ │ │ │ This asymmetric distribution causes ovality increase of 0.15-0.25% │ └─────────────────────────────────────────────────────────────────────────────┘
Kapitel 4 Kontrollstrategien und Optimierung
4.1 Optimierung der Vorbiegeparameter – ASCII-Antwortoberfläche
Durch Versuchsplanung (DAMHIRSCHKUH), Wir haben die optimalen Crimpparameter ermittelt. Das nachstehende Reaktionsflächendiagramm zeigt die Wechselwirkung zwischen der Reduzierung des Crimpmatrizenradius (Entschädigung) und Vorbiegekraft auf die endgültige Ovalität.
┌─────────────────────────────────────────────────────────────────────────────┐ │ RESPONSE SURFACE: Ovalität (%) vs. Crimping Parameters │ │ │ │ Crimping Force (MN) │ │ 25 ┤ ┌─────────────────┐ │ │ │ ┌───┘ │ │ │ 20 ┤ ┌───┘ │ │ │ │ ┌───┘ Ovality Contours: │ │ │ 15 ┤ ┌───┘ █ >1.0% │ │ │ │ ┌───┘ ▓ 0.8-1.0% │ │ │ 10 ┤ ┌───┘ ▒ 0.6-0.8% │ │ │ │ ┌───┘ ░ 0.4-0.6% │ │ │ 5 ┤ ┌───┘ ░ <0.4% │ │ │ │ ┌───┘ └─────────────────┘ │ │ 0 ┼──────┘ │ │ 0 2 4 6 8 10 12 14 │ │ Die Radius Compensation (%) │ │ │ │ Optimal region: Entschädigung 8-10%, Gewalt 12-16 MN → Ovality ≤0.45% │ └─────────────────────────────────────────────────────────────────────────────┘
4.2 Expansionsprozesssteuerung – ASCII-Optimierungsdiagramm
Die mechanische Erweiterung ist der letzte Korrekturschritt. Die Beziehung zwischen Expansionsverhältnis und endgültiger Ovalität folgt einer U-förmigen Kurve, wie im ASCII-Diagramm unten gezeigt.
┌─────────────────────────────────────────────────────────────────────────────┐ │ EXPANSION RATIO OPTIMIZATION CURVE │ │ │ │ Final Ovality (%) │ │ 1.2 ┤ │ │ │ ╭───────────────────╮ │ │ 1.0 ┤ ╭──╯ ╰──╮ │ │ │ ╭──╯ ╰──╮ │ │ 0.8 ┤ ╭──╯ ╰──╮ │ │ │ ╭──╯ ╰──╮ │ │ 0.6 ┤ ╭──╯ ╰╮ │ │ │ ╭──╯ │ │ │ 0.4 ┤ ╭──╯ │ │ │ │╭──╯ │ │ │ 0.2 ┤╯ │ │ │ │ │ │ │ 0.0 ┼────┴────┴────┴────┴── ──┴────┴────┴────┴────┴ Erweiterung (%) │ │ │ 0.0 0.3 0.6 0.9 1.2 1.5 1.8 2.1 2.4 2.7 │ │ │ │ │ Optimal expansion ratio: 0.9% - 1.2% (D/t = 45-65) │ │ Over-expansion >1.5% causes diameter overshoot and new ovality │ └─────────────────────────────────────────────────────────────────────────────┘
Kapitel 5 Simulation und experimentelle Validierung
5.1 Finite-Elemente-Simulation – Ovalitätsreduktion ASCII
Finite-Elemente-Modelle wurden entwickelt, um die Ovalität unter verschiedenen Parameterkombinationen vorherzusagen. Das folgende ASCII-Balkendiagramm vergleicht simulierte vs. gemessene Ovalität für Basislinie und optimierte Prozesse.
┌─────────────────────────────────────────────────────────────────────────────┐ │ SIMULATION vs. EXPERIMENTAL OVALITY REDUCTION │ │ │ │ Ovality (%) │ │ 1.0 ┤ │ │ │ ████████████ │ │ 0.8 ┤ ████████████ ██████ │ │ │ ████████████ ██████ │ │ 0.6 ┤ ████████████ ██████ ████ │ │ │ ████████████ ██████ ████ │ │ 0.4 ┤ ████████████ ██████ ████ ███ │ │ │ ████████████ ██████ ████ ███ │ │ 0.2 ┤ ████████████ ██████ ████ ███ │ │ │ ████████████ ██████ ████ ███ │ │ 0.0 ┼──┬──────┬──────┬──────┬──────┬───────────────── │ │ Baseline Opt-1 Opt-2 Opt-3 Target │ │ │ │ Legend: ███ Simulation ███ Experimental │ │ Opt-3 (Kompensations- und Erweiterungsoptimierung) erreicht 0.38% ovality │ └─────────────────────────────────────────────────────────────────────────────┘
5.2 Statistisches Kontrolldiagramm für Produktionsversuche – ASCII
Über 240 Rohre wurden mit optimierten Parametern hergestellt. Die folgenden X-Bar- und R-Kontrolldiagramme veranschaulichen die Prozessstabilität und Leistungsverbesserung.
┌─────────────────────────────────────────────────────────────────────────────┐ │ X-BAR CONTROL CHART: Ovalität (%) (n=240 Rohre) │ │ │ │ Ovality (%) │ │ 0.70 ┤ UCL = 0.62% │ │ 0.60 ┤ ───────────────────────────────────────────────────────────── │ │ 0.50 ┤ * * * * * │ │ 0.40 ┤ * * * * * * * * * * * * * * * │ │ 0.30 ┤ * * * * * * * │ │ 0.20 ┤ LCL = 0.18% │ │ 0.10 ┤ ───────────────────────────────────────────────────────────── │ │ ┼──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬── Batch │ │ 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 │ │ │ │ Cp = 1.32 , Cpk = 1.21 , Process Capable for ≤0.5% target │ │ Mean ovality reduced from 0.86% An 0.37% (56% Verbesserung) │ └─────────────────────────────────────────────────────────────────────────────┘
Kapitel 6 Technische Anwendung & Qualitätsmanagement
6.1 Messpunkte für den gesamten Prozess – ASCII-Layout
┌─────────────────────────────────────────────────────────────────────────────┐ │ INSPECTION STATIONS ALONG PRODUCTION LINE │ │ │ │ ┌─────────┐ ┌─────────┐ ┌─────────┐ ┌─────────┐ ┌─────────┐ │ │ │ Plate │ → │ Crimping│ → │J/C Form │ → │ Welding │ → │Expansion│ │ │ │ Receipt │ │ Station │ │ Station │ │ Station │ │ Station │ │ │ └────┬────┘ └────┬────┘ └────┬────┘ └────┬────┘ └────┬────┘ │ │ │ │ │ │ │ │ │ ▼ ▼ ▼ ▼ ▼ │ │ [Laser] [Laser] [Laser] [Laser] [Laser] │ │ Thickness Edge Profile Curvature Weld bead 360° Profile │ │ & Formmess-Array-Geometrie & Ovality │ │ │ │ Data Flow → Central SPC System → Real-time Alerts → Adaptive Control │ │ │ │ Tolerances: │ │ ████ Plate thickness: ±0.3 mm │ │ ▓▓▓▓ Pre-bending radius: ±0.5 mm │ │ ▒▒▒▒ Post-forming gap: ≤2 mm │ │ ░░░░ Final ovality: ≤0.4% D │ └─────────────────────────────────────────────────────────────────────────────┘
6.2 Kosten-Nutzen-ASCII-Analyse
┌─────────────────────────────────────────────────────────────────────────────┐ │ ECONOMIC IMPACT OF OVALITY CONTROL IMPROVEMENT │ │ │ │ Annual Savings (USD Millionen) │ │ 2.5 ┤ │ │ │ ████████████████████████████████████████████████ │ │ 2.0 ┤ ████████████████████████████████████████████████ Rework │ │ │ ████████████████████████████████████████████████ Reduction │ │ 1.5 ┤ ████████████████████████████████████████████████ │ │ │ ████████████████████████████████████████████████ │ │ 1.0 ┤ ████████████████████████████████████████████████ │ │ │ ████████████████████████████████████████████████ Coating │ │ 0.5 ┤ ████████████████████████████████████████████████ Savings │ │ │ ████████████████████████████████████████████████ │ │ 0.0 ┼─────────────────────────────────────────────────────── │ │ Field Welding Coating Transport Inspection Total │ │ │ │ Total estimated annual savings: $2.1M for medium-scale mill │ │ ROI period: 8 Monate (Implementierung des Steuerungssystems) │ └─────────────────────────────────────────────────────────────────────────────┘
Kapitel 7 Schlussfolgerungen & Zukunftsausblick
Diese umfassende Studie, angereichert mit über 20 Technische ASCII-Diagramme, zeigt, dass eine systematische Kontrolle der Ovalität und des Durchmesserfehlers von JCOE-Rohren durch integriertes Material erreichbar ist, Bildung, Schweißen, und Erweiterungsoptimierung. Die wichtigsten Erkenntnisse – visualisiert durch ASCII-Histogramme, Korrelationsdiagramme, Reaktionsflächen, und Regelkarten – bieten Ingenieuren eine intuitive und dennoch umfassende Anleitung. Der optimierte Parametersatz reduziert die Ovalität 0.86% An 0.37%, repräsentiert a 56% Verbesserung. Zukünftige Arbeiten werden maschinelle Lernalgorithmen einbeziehen, um optimale Expansionsparameter in Echtzeit auf der Grundlage von Profildaten vor der Expansion vorherzusagen.
┌─────────────────────────────────────────────────────────────────────────────┐ │ SUMMARY OF ACHIEVED IMPROVEMENTS │ │ │ │ Parameter Before After Improvement │ │ ─────────────────────────────────────────────────────────────────────── │ │ Mean Ovality (%) 0.86 0.37 -57.0% │ │ Std Deviation (%) 0.28 0.09 -67.9% │ │ Diameter Tolerance ±2.8 mm ±1.1 mm -60.7% │ │ First-pass Yield (%) 92.3% 98.1% +5.8% │ │ Field Rework Rate 4.2% 1.1% -73.8% │ │ │ │ ████████████████████████████████████████████████████████████████████ │ │ ████ Before ▓▓▓▓ After │ └─────────────────────────────────────────────────────────────────────────────┘












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}