

Clasificación, proceso de producción y propiedades mecánicas de los tubos de acero sin costura
julio 5, 2022
Los tubos de acero son tubos cilíndricos.
julio 8, 2022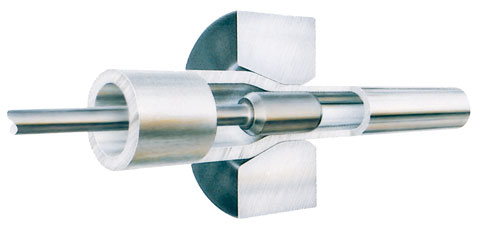
Este artículo trata sobre la deformación de precisión sin costura. tubos durante el proceso de estirado en frío, utilizando métodos de elementos finitos. los
el valor de la deformación obtenido por medición estereológica del grado de deformación de los límites de grano se compara con el resultado de la simulación para cada
pase de dibujo. El material elegido fue el grado de acero E235 y E355, que se extrae de la dimensión inicial de Φ70 x 6.3 mm hasta el final
dimensión de F 50 x 3.75 mm por dos pases. El software FEM DEFORM 2D con el método Lagrangiano se utiliza para análisis numéricos del frío
proceso de dibujo.
1 Introducción
La tecnología de estirado en frío utilizada para la fabricación de tubos sin soldadura de precisión depende de muchos factores. Parámetros del proceso de conformado en frío, la geometría de la herramienta se seleccionan las dimensiones inicial y final del tubo para garantizar una alta calidad de los tubos. Para lograr el diámetro final y el espesor de pared, los tubos se reducen sucesivamente en varios pasos de estirado en frío.
Esto se puede hacer pasando el tubo a través de un troquel y agregando un tapón, lo que da como resultado un grosor de pared mejor definido y una calidad de superficie interna. El estirado en frío con un tapón fijo es una tecnología versátil que se utiliza habitualmente en la empresa siderúrgica Železiarne Podbrezová. Los resultados del experimento de esta empresa se comparan con la simulación numérica descrita en este artículo..
2 Material Experimental
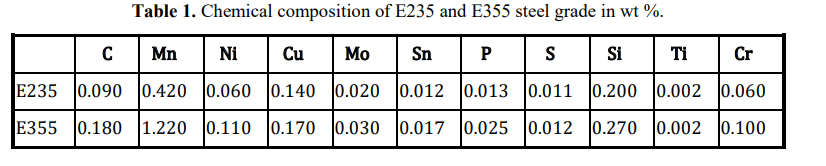
En este trabajo, grado de acero E235 y E355 (acero al carbono ferrítico-perlítico, ver Tabla fue considerada; como materia prima para estirado en frío, tubo laminado en caliente con dimensiones de 70 x 6.3 mm fue seleccionado. Las propiedades mecánicas del acero E235 son las siguientes: límite elástico Re = (226 245) MPa, resistencia a la tracción Rm 343 441) MPa, ductilidad A5 24 , Las propiedades mecánicas del acero E355 son las siguientes: límite elástico Re = (335 355) MPa, resistencia a la tracción Rm 490 630) MPa, ductilidad A5 24
2.1 Pieza de trabajo y herramientas de modelado de materiales.
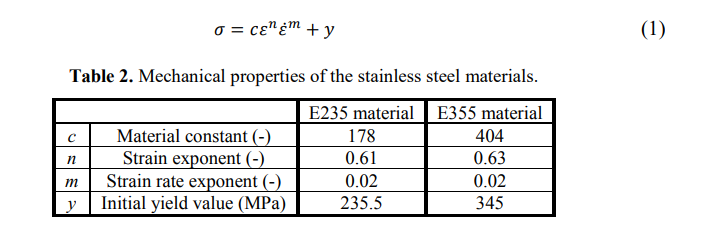
A medida que la temperatura se mantiene más baja en el estirado en frío, las propiedades del material no varían y, por lo tanto, se puede suponer que son independientes de la variación de temperatura. Dado que el comportamiento del material se considera independiente de la temperatura, la ecuación constitutiva de la ley de potencia de
las propiedades plásticas del material se pueden usar eq. 1. Donde representan la deformación plástica efectiva equivalente representan las tasas de deformación plástica efectiva, y los parámetros del material se determinan mediante ensayos de tracción [1, 5], se enumeran en la tabla 2.
El material del tubo se consideró plástico., el endurecimiento se asume como isotrópico, y el tipo de función de rendimiento se establece como Von Mises.
La geometría del tubo ha sido mallada. Los ocho elementos están a través de la pared del tubo en el primer paso los seis están en el segundo paso Fig.. 5. Esta malla de la pieza de trabajo es suficiente para la precisión y no es necesario volver a mallar el procedimiento durante el cálculo..
Las herramientas de formación, (mandril y morir) se consideraba como cuerpos rígidos. No fue necesario generar la malla de herramientas para la simulación..
2.2 Simulación numérica
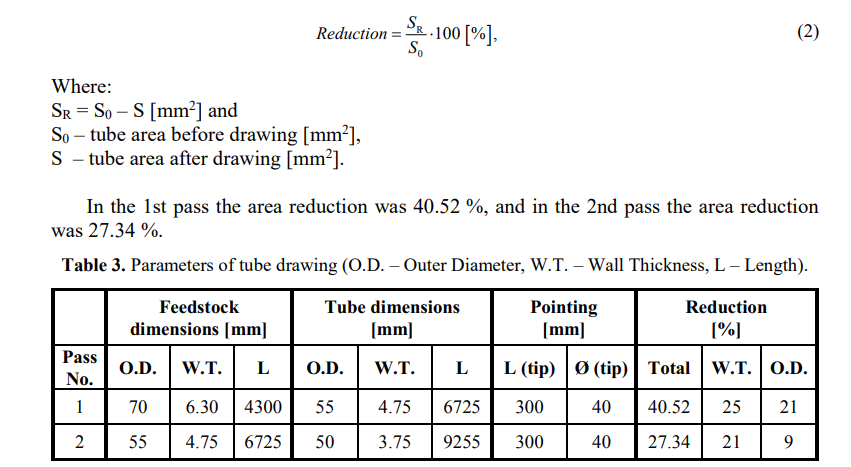
DEFORM 2D y el cálculo lagrangiano se han establecido para la simulación numérica de la tecnología de estirado en frío, de acuerdo con la dimensión de la herramienta dada en la Tabla 3. La configuración geométrica axisimétrica inicial se ha establecido. La velocidad de dibujo fue 9 m.min-1 para todas las pasadas en dibujo experimental y condiciones de contorno de simulación. El modelo de fricción entre las herramientas y el material fue elegido para ser de tipo cortante con el valor de 0.08.
La funcionalidad de interpolación de datos se utilizó para establecer el cálculo del segundo paso. Los datos finales de la primera pasada fueron transferidos., y para configurar el segundo paso. Esta transformación de datos debe hacerse, porque la tecnología de dibujo se realizó sin un recocido interoperativo.
2.3 Tecnología de estirado de tubos
Los principales pasos de producción para la tecnología de estirado en frío de tubos en Železiarne Podbrezová son
como sigue:
• preprocesamiento de materias primas (tubo laminado en caliente con dimensiones de Ø70 x 6.3 mm).
• punzonado frío/caliente de los extremos de los tubos (diámetro objetivo 40 mm).
• tratamiento químico del tubo (decapado, fosfatado, lubricación).
• dibujo frío (ver pestaña. 3 para detalles).
• recocido intermedio y recocido final en atmósfera protectora.
• acondicionamiento final.
• inspección de superficies, embalaje, a prueba de herrumbre.
• despacho.
La reducción final del área del tubo para la tecnología de dos pasos (desde Ø70x 6. 3 mm a Ø50 x 3.75 mm) estaba 57.78 %; el valor se dividió de manera bastante uniforme entre todos los pases
(ver tabla 3). Cálculo de la sección transversal del tubo (área) reducción:
Se analizó la deformación plástica local del tubo.. Durante los pasos de dibujo posteriores, el tubo sufre una deformación plástica. La geometría final y las propiedades de los tubos deformados dependen del valor de la deformación. Es posible investigar el cambio de estructura del material y predecir la deformación plástica..
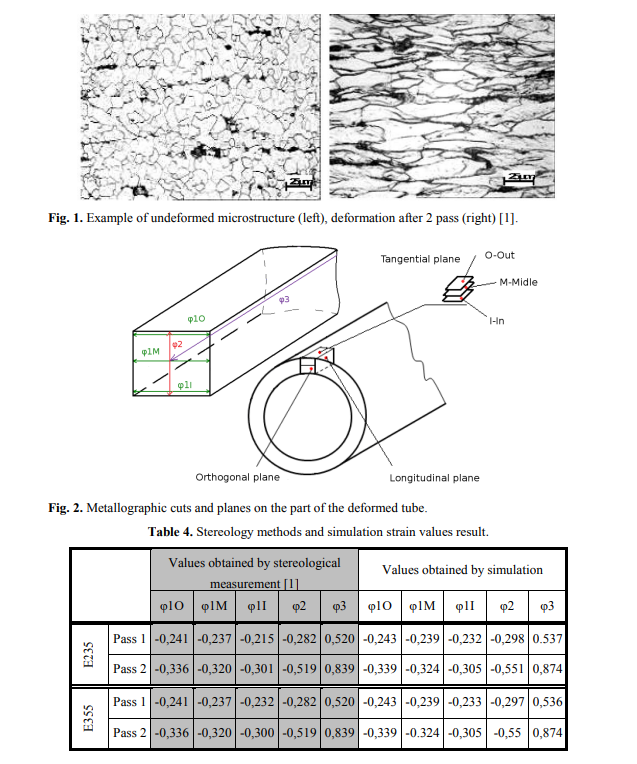
La microestructura de cada paso se observó en el plano longitudinal y tangencial ortogonal del tubo deformado con un aumento de aproximadamente 500x del microscopio óptico y corte metalográfico Fig. 1. El corte metalográfico tangencial se realiza tres veces.. En el interior de la superficie de la tubería "I", en el exterior de la superficie del tubo "O" y en el centro "M" de la pared del tubo Fig.. 2. Por deformación plástica, la anisotropía de la estructura aumentó – grano
se observó la orientación de los límites en el lugar deformado de la pieza. La deformación local en el lugar analizado se obtuvo mediante la medición estereológica del grado de orientación de los límites de grano. [4, 6]. La microestructura anisotrópica se descompuso en componentes isotrópicos y planos orientados mediante metalografía cuantitativa. [3, 4] (Métodos de estereología de Saltykov con líneas de prueba orientadas). Los parámetros medidos y calculados de la deformación plástica local en la zona deformada se enumeran en la Tabla 4.










-steel-pipe.jpg)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}