

Tubería de acero soldada JCOE | JCOE UOE LSAW
Noviembre 26, 2023
DIN 17175 Tubería de acero sin costura resistente al calor
Noviembre 29, 2023
Tecnología de tuberías de acero LSAW
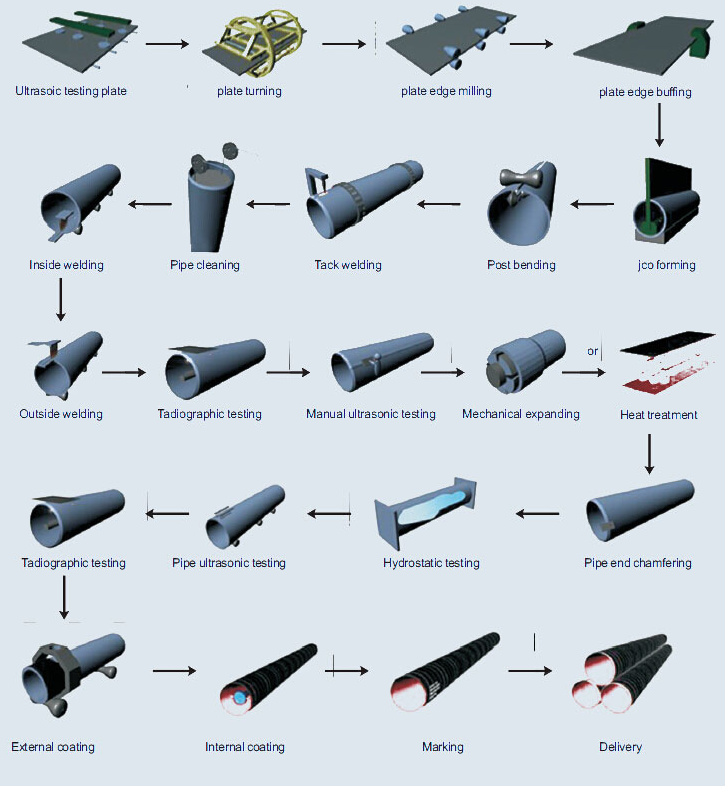
LSAW (Soldadura por arco sumergido longitudinalmente) La tecnología Steel Pipe implica la soldadura de tubos de acero utilizando una sola placa como materia prima.. El proceso se lleva a cabo moldeando la placa en forma tubular y posteriormente soldando la costura utilizando un soldador de arco sumergido.. Aquí está el proceso general paso a paso.:
1. Inspección ultrasónica de placas
Las materias primas se someten a inspección ultrasónica para evaluar y garantizar su calidad antes de que comience la producción..
2. Fresado de bordes
Los bordes de las placas de acero se fresan para lograr un ángulo de bisel específico., que es un paso crucial para el proceso de soldadura.
3. Engarzado del borde de la placa
Luego, los bordes de las placas de acero se rizan para facilitar el proceso de formación..

4. Formando
A la placa de acero rizada se le da forma tubular doblando la placa.. El plegado se puede realizar utilizando el UOE (I, Oing, En expansión) método o el JCOE (j-ing, C-ing, O-ing, En expansión) método.
- Soldadura por arco sumergido longitudinalmente (LSAW) Las tuberías se utilizan comúnmente en la industria del petróleo y el gas debido a su capacidad para soportar altas presiones.. Están fabricados en acero mediante técnicas de soldadura específicas.. Dos técnicas comúnmente utilizadas en la producción de tuberías LSAW son UOE (Formación de Uing y Oing) y JCOE (j-ing, C-ing y O-ing) procesos.
Proceso UOE
El proceso de fabricación de tuberías UOE es el siguiente:
- Fresado de bordes: Primero se fresa la placa de acero por ambos lados para lograr el ancho requerido..
- Pre-doblado: A continuación, los bordes de la placa fresada se doblan formando una “U” dar forma usando una prensa en U.
- Formando: los “U” Luego, la placa moldeada se transforma en una “O” dar forma usando una prensa O.
- Soldadura: los “O” Luego se suelda el tubo moldeado.. Hay dos etapas de soldadura., soldadura interior y soldadura exterior, para garantizar la resistencia y durabilidad de la tubería.
- Calibración y prueba: Se inspecciona la tubería soldada., calibrado, y probado para garantizar que cumple con los estándares requeridos.
Proceso JCOE
El proceso de fabricación de tuberías JCOE es el siguiente:
- Fresado de bordes: Similar al proceso de la UOE, Primero se fresa la placa de acero por ambos lados..
- Pre-doblado: Los bordes de la placa fresada se doblan formando una “J” forma usando una prensa J.
- Formando: los “J” La placa moldeada luego se transforma en una “C” dar forma usando una prensa C, y finalmente en un “O” dar forma usando una prensa O.
- Soldadura: Luego se suelda el tubo formado., tanto por dentro como por fuera.
- Calibración y prueba: Se inspecciona la tubería soldada., calibrado, y probado.
5. Pre-soldadura
Este paso implica soldar por puntos el tubo formado para mantener su forma durante el proceso de soldadura final..
6. Soldadura interior
El interior del tubo se suelda mediante la técnica de soldadura por arco sumergido..
7. Soldadura exterior
El exterior de la tubería también se suelda mediante la técnica de soldadura por arco sumergido.. La soldadura interior y exterior garantiza una tubería resistente y duradera..
8. Inspección ultrasónica
La tubería terminada se inspecciona mediante pruebas ultrasónicas para detectar cualquier defecto o imperfección en las soldaduras..
9. Inspección por rayos X
La inspección por rayos X se utiliza para evaluar más a fondo las soldaduras y garantizar su calidad..
10. Mecanizado de extremos de tuberías
Los extremos de la tubería se mecanizan para lograr las especificaciones requeridas..
11. Pruebas hidrostáticas
La tubería terminada se somete a pruebas hidrostáticas para comprobar su capacidad para soportar la presión..
12. Inspección final y recubrimiento
Por último, La tubería se somete a una inspección final antes de recubrirla para corrosión protección y preparado para el envío.
Esta tecnología permite la creación de tuberías de gran diámetro adecuadas para entornos de alta presión., haciendo de las tuberías LSAW una opción ideal para la transmisión de petróleo y gas, proyectos de ingenieria, y proyectos offshore.
Comparación
Ambos métodos dan un producto final similar.. sin embargo, El proceso JCOE permite una gama más amplia de diámetros y espesores de pared., ya que es más flexible en el manejo de variaciones en las propiedades y dimensiones del material. El proceso de la UOE, Por otro lado, Es más común y generalmente se usa para tuberías con diámetros más grandes..
Tanto el proceso UOE como el JCOE son métodos eficientes y confiables para fabricar tuberías LSAW.. La elección entre los dos depende a menudo de los requisitos específicos de la tubería., como su diámetro, espesor de la pared, y el material utilizado.
Especificaciones del producto: Tubo de acero LSAW, Tubo de acero SAWL
Tamaño
- Diámetro externo: 355.6mm-2320mm
- Espesor de la pared: 7-50mm
- Longitud: 5.8m / 6m / 11.8m / 12m / 18m / 32m
Estándar
- API 5L PSL1 / PSL2 Gr.A, Gr.B, X42, X46, X52, X56, X60, X65, X70
- ASTM A53 / A252 / A500 / A672 / A691 / A139
- EN10025 / EN10210 / EN10219 / EN10217 / EN10208 / EN10297
- AS1163 / G3457 JIS / ÉL G3101
- DIN 17100
Termina
- Extremos negros
- Extremos biselados
- extremos planos
Tratamiento de superficie
- Desnudo
- Pintura negra
- barnizado
- Galvanizada
- La capa anticorrosión
Aplicación
La LSAW(Soldadura por arco sumergido longitudinalmente) La tubería es adecuada para su uso en la transmisión de petróleo y gas., proyectos de ingenieria, y proyectos offshore.
Características de la tubería de acero LSAW
- Diametro largo
- pared gruesa
- Resistencia a alta presión
Tubería UOE LSAW
- Diámetro exterior:Φ508mm – 1118mm (20″- 44″)
- Espesor de la pared: 6.0 – 25.4milímetros 1/4″-1″
- Estándares de calidad: API DE、DNV、ISO、DEP、EN、ASMA、DIN、BS、informática、GB、CSA
- Longitud: 9 – 12.3m (30′- 40′)
- Los grados: API 5L A-X_90, GB/T9711 L190-L625
Tubería JCOE LSAW
- Diámetro exterior:Φ406mm – 1626mm (16″ – 64″ )
Diámetro externo:Φ406mm – 1626mm (16″ – 64″ ) - Espesor de la pared:6.0 – 75mm (1/4″ – 3″ )
- Estándares de calidad:API DE、DNV、ISO、DEP、EN、ASMA、DIN、BS、informática、GB、CSA
- Longitud:3 – 12.5m ( 10′- 41′ )
- Los grados:API 5L A-X_100, GB/T9711 L190-L690
EQUIPO DE PRODUCCIÓN
 Máquina predobladora
Máquina predobladora
 Máquina formadora JCOE
Máquina formadora JCOE
 Máquina de coser
Máquina de coser
 Máquina de corte por plasma
Máquina de corte por plasma
 Máquina de soldadura interna y externa
Máquina de soldadura interna y externa
 Máquina de prensa hidráulica
Máquina de prensa hidráulica
 Fresadora de bordes
Fresadora de bordes
 endereza la máquina
endereza la máquina
 Máquina para refrentar extremos de tuberías
Máquina para refrentar extremos de tuberías
Especificación
| O.D. | WT. | Longitud(m) | |||||||
| Pulgadas | mm | Mínimo límite elástico(Mpa) | |||||||
| Pulgadas | mm | 245(B) | 290(X42) | 360(X52) | 415(X60) | 450(X65) | 485(X70) | 555(X80) | |
| 16 | 406 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.0 | 6.0-10.5 | 6.0-10.0 | 6.0-9.0 | 6.0-12.3 |
| 18 | 457 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.5 | 6.0-11.0 | 6.0-10.0 | 6.0-12.3 |
| 20 | 508 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.5 | 6.0-12.0 | 6.0-11.0 | 6.0-12.3 |
| 22 | 559 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.5 | 6.0-13.0 | 6.0-12.0 | 6.0-12.3 |
| 24 | 610 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.5 | 6.0-14.0 | 6.0-13.0 | 6.0-12.3 |
| 26 | 660 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-15.0 | 6.0-14.0 | 6.0-12.3 |
| 28 | 711 | 6.0-20.0 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.5 | 6.0-16.0 | 6.0-15.0 | 6.0-12.3 |
| 30 | 762 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.0 | 7.0-17.5 | 7.0-17.0 | 7.0-16.0 | 6.0-12.3 |
| 32 | 813 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.5 | 7.0-18.0 | 7.0-17.0 | 6.0-12.3 |
| 34 | 864 | 7.0-23.0 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.5 | 7.0-19.0 | 7.0-18.0 | 6.0-12.3 |
| 36 | 914 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.0 | 8.0-20.5 | 8.0-20.0 | 8.0-19.0 | 6.0-12.3 |
| 38 | 965 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.5 | 8.0-21.0 | 8.0-20.0 | 6.0-12.3 |
| 40 | 1016 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 42 | 1067 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 44 | 1118 | 9.0-27.0 | 9.0-26.0 | 9.0-24.5 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 46 | 1168 | 9.0-27.0 | 9.0-26.0 | 9.0-24.0 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 48 | 1219 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.0 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 52 | 1321 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.2 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 56 | 1422 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 60 | 1524 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 64 | 1626 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 68 | 1727 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 72 | 1829 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
Estándar
Tolerancia del diámetro exterior y espesor de pared de Tubo de acero LSAW
| tipos | Estándar | |||||
| SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
| Desviación del OD del extremo del tubo | ±0,5%D | ±0,5%D | -0.79milímetro~+2.38m m | <±0,1%T | <±0,1%T | ±1,6 mm |
| Espesor de la pared | ±10,0%T | D<508mm, ±12,5%T | -8%T~+19,5%T | <-12.5%T | -8%T~+19,5%T | 5.0mm<t<15.0mm, ±0,11<=”” pag=””></t<15.0mm,> |
| D>508mm, ±10,0%T | T≥15.0mm, ±1,5 mm | |||||
Composición química y propiedades mecánicas de la tubería de acero LSAW
| Estándar | Grado | Composición química(máximo)% | Propiedades mecánicas(min) | |||||
| C | Minnesota | Si | S | P | resistencia a la fluencia(Mpa) | Resistencia a la tracción(Mpa) | ||
| GB/T700-2006 | A | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| C | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| GB/T1591-2009 | A | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| C | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| BS EN10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| DIN 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| ÉL G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | A | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| B | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
Proceso
Los tres pasos principales de formación del proceso de formación de tuberías UOE LSAW incluyen: precurvado de placa de acero, Formando U y formando O. Cada proceso utiliza una prensa de formación especial para completar los tres procesos de precurvado de placas de acero., formando U, y O formándose en secuencia, para que la placa de acero se deforme en un tubo redondo.

Después de varios pasos de estampación en la máquina formadora JCO., La primera mitad de la placa de acero se presiona en un “J” forma, y luego la otra mitad de la placa de acero se presiona en un “J” forma para formar un “C” forma, y finalmente una apertura “O” se forma presionando desde el medio Tipo tubo en blanco.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}