

Efecto de los diseños de ranuras sobre la tensión residual y la contracción transversal en GMAW y PGMAW de tubos de acero sin costura A333
junio 29, 2022
Parte 1. Cómo controlar la deformación de tubos sin soldadura de precisión durante el proceso de estirado en frío
julio 8, 2022
De acuerdo con diferentes métodos de producción, El diámetro máximo es de 650 mm y el diámetro mínimo es de 0,3 mm., El diámetro máximo es de 650 mm y el diámetro mínimo es de 0,3 mm., El diámetro máximo es de 650 mm y el diámetro mínimo es de 0,3 mm., El diámetro máximo es de 650 mm y el diámetro mínimo es de 0,3 mm., elevación de tuberías, etc., todos los cuales tienen su propio reglamento de proceso. Los materiales son acero estructural al carbono ordinario y de alta calidad. (Q215-A~Q275-A y acero 10~50), El diámetro máximo es de 650 mm y el diámetro mínimo es de 0,3 mm. (09El diámetro máximo es de 650 mm y el diámetro mínimo es de 0,3 mm., 16Minnesota, etc.), aleación de acero, El diámetro máximo es de 650 mm y el diámetro mínimo es de 0,3 mm., etc.. Según el uso, se divide en dos categorias: uso general (El diámetro máximo es de 650 mm y el diámetro mínimo es de 0,3 mm., El diámetro máximo es de 650 mm y el diámetro mínimo es de 0,3 mm., El diámetro máximo es de 650 mm y el diámetro mínimo es de 0,3 mm.) El diámetro máximo es de 650 mm y el diámetro mínimo es de 0,3 mm. (El diámetro máximo es de 650 mm y el diámetro mínimo es de 0,3 mm., El diámetro máximo es de 650 mm y el diámetro mínimo es de 0,3 mm., rodamientos de, resistencia a los ácidos, etc.).
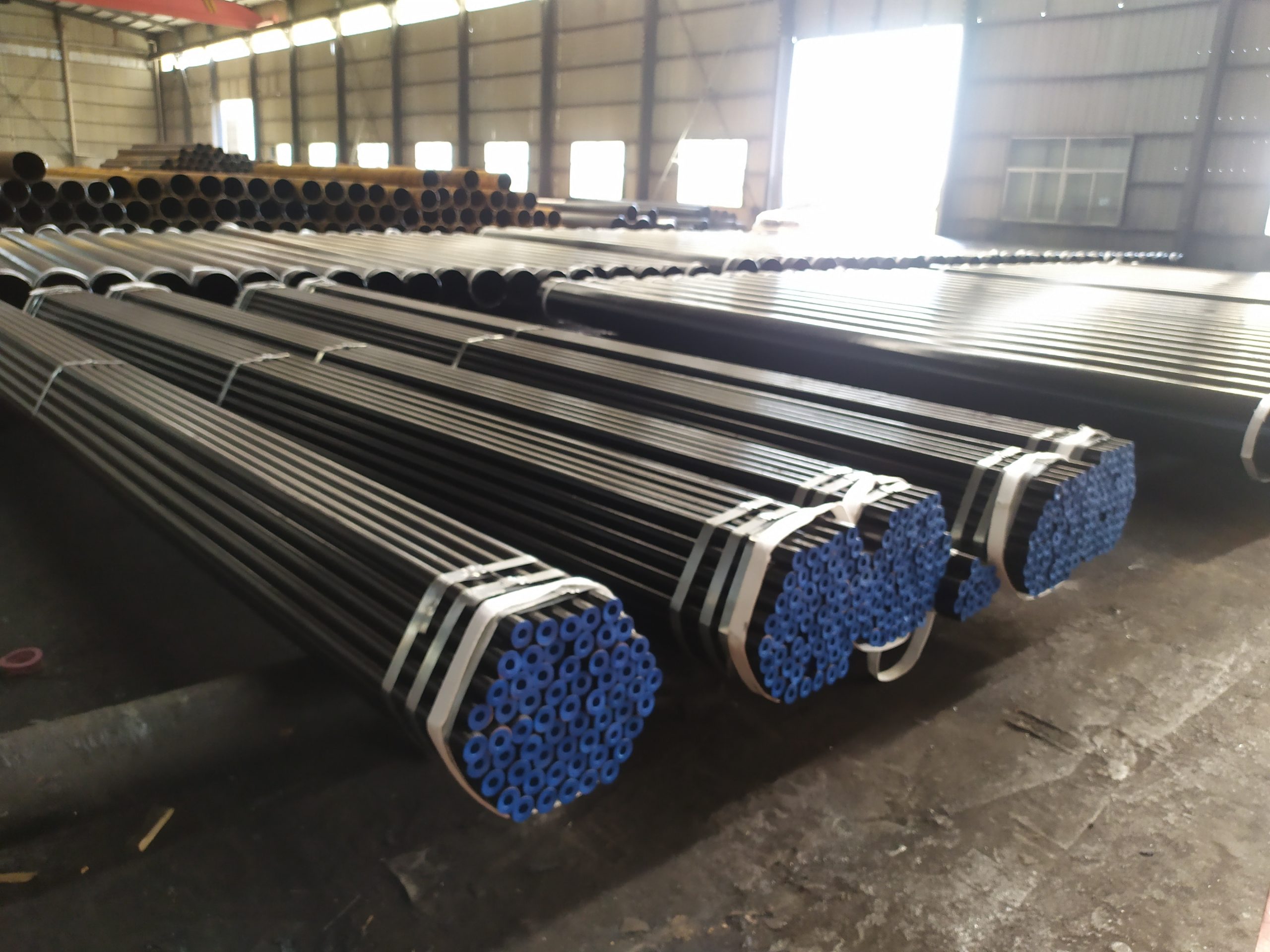
Los tubos de acero sin costura son ampliamente utilizados. Los tubos de acero sin costura de uso general se laminan a partir de acero estructural al carbono común, acero estructural de baja aleación o acero estructural aleación, con la mayor salida, y se utilizan principalmente como tuberías o piezas estructurales para el transporte de fluidos. .2. Según diferentes usos, se divide en tres tipos de suministro: un. Según la composición química y las propiedades mecánicas; b. Según propiedades mecánicas; c. Según prueba hidráulica. Tubos de acero suministrados según las categorías a y b, si se utilizan para soportar la presión del líquido, también se someterá a una prueba hidrostática. 3. Hay muchos tipos de tubos sin costura para propósitos especiales., como tubos sin costura para calderas, tubos sin soldadura para energía química, tubos sin costura para uso geológico y tubos sin costura para petróleo.
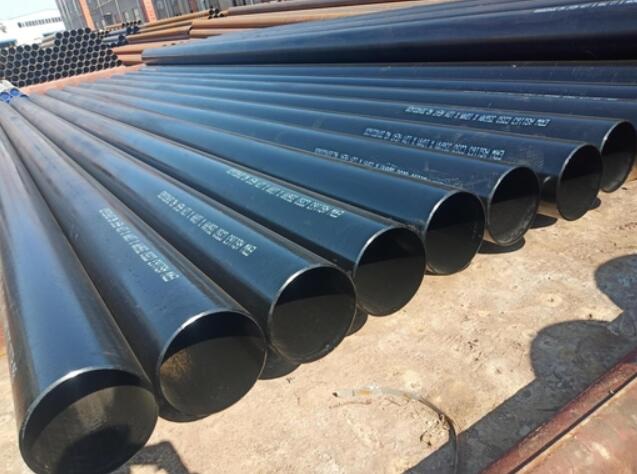
Los tubos de acero sin costura tienen secciones huecas y se utilizan ampliamente como tuberías para el transporte de fluidos., como oleoductos para el transporte de petróleo, gas natural, gas, agua y ciertos materiales sólidos. En comparación con el acero sólido tal como de acero redondo, la tubería de acero es más liviana cuando la resistencia a la flexión y torsión es la misma, y es un acero de sección económica.
Es ampliamente utilizado en la fabricación de piezas estructurales y piezas mecánicas., tales como tubos de perforación de petróleo, ejes de transmisión de automóviles, marcos de bicicletas y andamios de acero utilizados en la construcción. El uso de tubos de acero para fabricar piezas de anillos puede mejorar la utilización del material., simplificar los procesos de fabricación, ahorrar materiales y procesamiento Las horas-hombre se han utilizado ampliamente para fabricar tubos de acero.
Proceso de producción
①El principal proceso de producción de laminado en caliente tubo de acero sin costura (△proceso de inspección principal):
Preparación e inspección del blanco del tubo△→calentamiento del blanco del tubo→perforación→laminado del tubo→recalentamiento del acero→fijo (reducido) diámetro → tratamiento térmico △ → enderezamiento de tubería terminada → acabado → inspección △ (no destructivo, físico y químico, la inspección de Taiwán)→almacenamiento
②El principal proceso de producción de laminados en frío (dibujado) tubo de acero sin costura:
Preparación de palanquilla→lubricación de decapado→laminación en frío (dibujo)→tratamiento térmico→enderezamiento→acabado→inspección
El proceso de producción de tubos de acero sin costura en general se puede dividir en dos tipos: estirado en frío y laminado en caliente. El proceso de producción de tubos de acero sin costura laminados en frío es generalmente más complicado que el de laminado en caliente.. En la prueba de tamaño, si la superficie no responde a las grietas, el tubo redondo se cortará con una máquina cortadora y se cortará en un tocho con una longitud de aproximadamente un metro. Luego ingrese el proceso de recocido, el recocido debe ser decapado con líquido ácido, y preste atención a si hay muchas ampollas en la superficie durante el decapado. Si hay muchas ampollas, significa que la calidad de la tubería de acero no cumple con el estándar correspondiente. En apariencia, la tubería de acero sin costura laminada en frío es más corta que la tubería de acero sin costura laminada en caliente. El espesor de la pared de la tubería de acero sin costura laminada en frío es generalmente más pequeño que el de la tubería de acero sin costura laminada en caliente., pero la superficie se ve más brillante que la tubería de acero sin costura de paredes gruesas, y la superficie no es demasiado. mucho áspero, y el calibre no tiene demasiadas rebabas.
El estado de entrega de la tubería de acero sin costura laminada en caliente es generalmente que el estado laminado en caliente se entrega después del tratamiento térmico. Después de la inspección de calidad, el tubo de acero sin costura laminado en caliente debe ser estrictamente seleccionado a mano por el personal. Después de la inspección de calidad, la superficie debe ser aceitada, seguido de varios experimentos de estirado en frío, y el experimento de perforación debe llevarse a cabo después del tratamiento de laminación en caliente. Si el diámetro de la perforación es demasiado grande, debe ser enderezado y corregido. Después de alisar, es transferido al detector de fallas por el transportador para el experimento de detección de fallas, y finalmente etiquetado y ordenado en especificaciones, y luego colocado en el almacén.
Tubo redondo en blanco → calentamiento → perforación → laminación oblicua de tres rodillos, laminación continua o extrusión→retirada de tubos→dimensionamiento (o reduciendo)→refrigeración→enderezamiento→prueba hidrostática (o detección)→marcado→tubo de acero sin costura para almacenamiento Está hecho de lingotes de acero o espacios en blanco de tubo sólido a través de perforación para hacer capilares, y luego laminado en caliente, laminado en frío o estirado en frío. Las especificaciones de los tubos de acero sin costura se expresan en milímetros de diámetro exterior. * espesor de la pared.
El diámetro exterior de la tubería sin costura laminada en caliente es generalmente mayor a 32 mm., el grosor de la pared es de 2,5-200 mm, el diámetro exterior de la tubería sin costura laminada en frío puede alcanzar los 6 mm, el espesor de la pared puede llegar a 0,25 mm, y el tubo de pared delgada puede alcanzar los 5 mm. El laminado tiene mayor precisión dimensional que el laminado en caliente.
En general, Los tubos de acero sin costura están hechos de 10, 20, 30, 35, 45 y otros de alta calidad de acero al carbono 16 millones, 5MnV y otra de acero estructural de baja aleación o 40Cr, 30CrMnSi, 45Mn2, 40MnB y otros aceros combinados, laminados en caliente o en frío. Tubos sin costuras de acero bajo en carbono, tales como 10 y 20 se utilizan principalmente para tuberías de transporte de fluidos. 45, 40Cr y otros tubos sin costura de acero al carbono medio se utilizan para fabricar piezas mecánicas., como las partes estresadas de automóviles y tractores. En general, se utilizan tubos de acero sin costura para garantizar las pruebas de resistencia y aplanamiento. Los tubos de acero laminados en caliente se entregan en estado laminado en caliente o tratado térmicamente; Los tubos de acero laminado en frío se entregan en estado tratado térmicamente.
Laminación en caliente, como su nombre indica, tiene un alta temperatura de la pieza laminada, El tubo de acero laminado en caliente se entrega en estado laminado en caliente o tratado térmicamente, y se puede lograr una gran cantidad de deformación. Tomando como ejemplo el laminado de placas de acero, el espesor de la losa de colada continua es generalmente de unos 230 mm, y después del laminado en bruto y el laminado de acabado, El tubo de acero laminado en caliente se entrega en estado laminado en caliente o tratado térmicamente. Al mismo tiempo, debido a la pequeña relación ancho-espesor de la placa de acero, los requisitos de precisión dimensional son relativamente bajos, y el problema de la forma de la placa no es fácil de producir, y el control principal es controlar la corona. Para aquellos con requisitos organizativos., generalmente se realiza mediante laminación controlada y enfriamiento controlado, es decir, controlar la temperatura de apertura y la temperatura de laminación final de laminación de acabado. Tocho de tubo redondo → calentamiento → perforación → encabezado → recocido → decapado → aceitado (revestimiento de cobre) → Embutición en frío de varias pasadas (laminación en frío) → tubo de palanquilla → tratamiento térmico → enderezamiento → prueba hidráulica (detección de fallas) → marcado → almacenamiento.
Índice de rendimiento mecánico
Las propiedades mecánicas del acero son indicadores importantes para garantizar las propiedades de uso final (propiedades mecánicas) de acero, que dependen de la composición química y el sistema de tratamiento térmico del acero. En el estándar de tubería de acero, según los diferentes requisitos de uso, las propiedades de tracción (resistencia a la tracción, límite elástico o límite elástico, alargamiento), indicadores de dureza y tenacidad, así como las propiedades de alta y baja temperatura requeridas por los usuarios se especifican.
① Resistencia a la tracción (σb)
Durante el proceso de tracción, la fuerza máxima (Pensión completa) que lleva la muestra en el momento de la rotura, dividido por el área de la sección transversal original (Por lo tanto) de la muestra (p), se llama resistencia a la tracción (σb), y la unidad es N / mm2 (MPa). Representa la capacidad máxima de un material metálico para resistir daños bajo tensión..
②Punto de rendimiento (σs)
Para materiales metálicos con fenómeno de fluencia, la tensión a la que la muestra puede continuar elongándose sin aumentar la fuerza (permaneciendo constante) durante el proceso de tracción se denomina punto de fluencia. Si la fuerza disminuye, Deben distinguirse los puntos de fluencia superior e inferior.. La unidad del límite de fluencia es N / mm2 (MPa).
Punto de fluencia superior (σsu): la tensión máxima antes de que la muestra ceda y la fuerza caiga por primera vez; punto de rendimiento más bajo (σsl): la tensión mínima en la etapa de fluencia cuando se ignora el efecto transitorio inicial.
③Alargamiento después de la fractura (p)
En una prueba de tracción, el porcentaje de aumento en la longitud de calibre de la muestra después de que se rompe se llama elongación. Se representa por σ y la unidad es %. La fórmula de cálculo es: σ=(Lh-Lo)/L0*100%
④ Contracción de la sección (ψ)
En la prueba de tracción, el porcentaje de la reducción máxima del área de la sección transversal en el diámetro reducido de la muestra después de que se rompe la muestra se denomina reducción del área. Se expresa en ψ y la unidad es %. Calculado de la siguiente manera:
⑤Índice de dureza
La capacidad de un material metálico para resistir la indentación de un objeto duro se denomina dureza.. Según diferentes métodos de prueba y ámbito de aplicación., la dureza se puede dividir en dureza Brinell, dureza Rockwell, Dureza Vickers, Dureza de la orilla, microdureza y dureza a alta temperatura. para tuberías, hay tres durezas de uso común: Brinell, Rockwell y Vickers.
- Dureza Brinell (HB)
Use una bola de acero o una bola de carburo cementado con un cierto diámetro para presionar la superficie de la muestra con la fuerza de prueba especificada (F), eliminar la fuerza de prueba después del tiempo de retención especificado, y mida el diámetro de la muesca (L) en la superficie de la muestra. El valor de dureza Brinell es el cociente de la fuerza de prueba dividido por el área superficial de la muesca esférica. Expresado en HBS (bola de acero), la unidad es N / mm2 (MPa).
La medición de la dureza Brinell es más precisa y fiable, pero generalmente HBS solo es adecuado para materiales metálicos por debajo de 450N/mm2 (MPa), no apto para acero más duro o placas más delgadas. Entre los estándares de tubería de acero, La dureza Brinell es la más utilizada., y la dureza del material a menudo se expresa por el diámetro de muesca d, que es a la vez intuitivo y conveniente.
Ejemplo: 120HBS10/1000/30: Indica que el valor de dureza Brinell medido por una bola de acero con un diámetro de 10mm bajo la acción de una fuerza de prueba de 1000Kgf (9.807KN) para los 30 (segundos) es 120N/mm2 (MPa).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}