
informe de latón de aluminio Tubos de Inspección
junio 29, 2018
Solución de tubería de acero de revestimiento
julio 19, 2018
DE UNIÓN MÉTODOS Y la instalación de tuberías
Esta hoja de datos se describen los métodos más comunes de unión de tuberías de agua de acero y las fases más importantes de la instalación.
Aplicaciones • Red de agua • tuberías de aguas residuales
1. Zanja, fundación y llenado
La zanja se cava lo suficientemente amplia, según la figura 1, para tener suficiente espacio de trabajo a ambos lados del tubería. Si necesario, un curso de nivelación se coloca en el fondo de la zanja. Es ser al menos 150 mm de espesor mide desde la parte inferior exterior de la tubería (ver Fig. 2). El máximo. tamaño de grano permitido del material de piedra natural se utiliza para la nivelación es siempre 60 mm, mientras que el máximo. tamaño de grano permitido del agregado mineral en contacto directo con el revestimiento de tubería es 32 mm. No hay piedras afiladas están permitidos en la capa de nivelación, y material de nivelación congelado no debe ser utilizado. Si el subsuelo es blando, la tubería puede tener que ser fundada en la parrilla o incluso sobre pilotes.
La longitud total de la parte inferior de cada tubo debe descansar sobre el fondo de la zanja a excepción de una distancia de alrededor de medio metro de la manga en ambas direcciones (ver Fig. 3). Cada tubo de la línea instalada debe llevar, además de su propio peso, también el peso del agua y el relleno, así como otras cargas externas posibles.
Si se utilizan planchas de apoyo o similares en la instalación de una tubería cubierto de tierra, que deben ser retirados antes de rellenar la zanja. El material de relleno inicial debe cumplir los mismos requisitos que el curso de nivelación y debe ser morrena de arena o grava compactable moraine alrededor de la mitad inferior de la tubería - limo y arcilla también se puede usar alrededor de la mitad superior. Material de relleno no debe caer sobre una tubería de modo que se mueva o se daña. Debe ser colocado lo más uniformemente posible en ambos lados de la tubería y apisonado por debajo y a lo largo de los lados importando de recubrimiento de la tubería, y finalmente compactado.
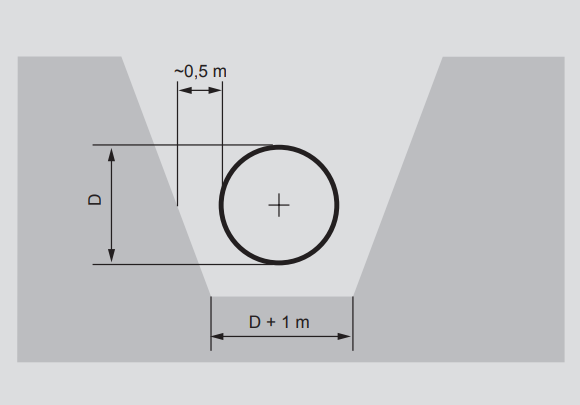
Figura-1.-Trench
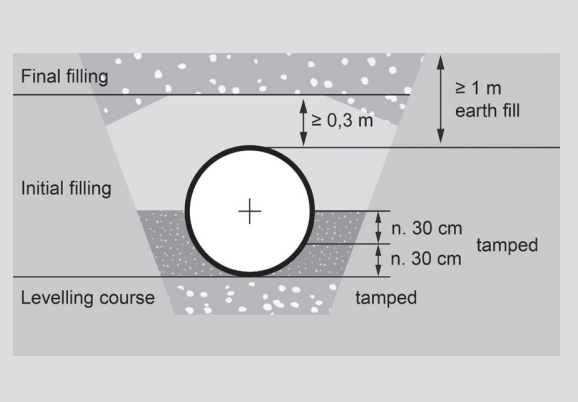
Figura 2.--llenado-de-zanja
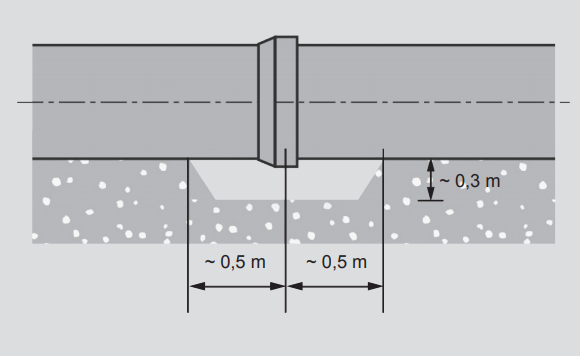
Figura 3.--Trench-inferior-en-manga
El principio fundamental en el llenado de una zanja es que las tuberías, especialmente las articulaciones, debe tener suficiente apoyo lateral contra las cargas generales. Por lo tanto, el llenado inicial a lo largo de los lados se apisona mecánicamente a medio camino de la tubería en capas de aproximadamente 30 cm a por lo menos 90% la densidad Proctor, asegurando, sin embargo, que la compactación no se levanta el tubo hasta.
El grado de compactación debe ser determinado por las mediciones. El panel de vibración debe en ningún momento tocar un tubo o accesorio para evitar daños al revestimiento. se permite la compactación mecánica por encima de la tubería sólo después de 50 cm de relleno se ha colocado en la parte superior (ver Fig. 2). Después de final de llenado, tiene que haber una capa de material de relleno al menos un metro de espesor, medida desde la parte superior del tubo, que no contiene piedras o cantos rodados más de 300 mm de diámetro. Cualquier piedra o roca en el material de relleno final no deben estar situados más cerca de la tubería que su diámetro. suelos excavados se pueden utilizar fuera de las zonas de tráfico. Una tubería .
siempre deben taponar temporalmente como instalación se interrumpe con el fin de evitar que las impurezas de las tuberías que entran. Durante la instalación, el nivel del agua en la zanja debe mantenerse lo suficientemente bajo como para que la flotabilidad no se mueve ni el agua dañar la tubería instalada. Instrucciones más detalladas sobre la instalación de tuberías de plástico recubierto se proporcionan en los reglamentos municipales de ingeniería de cada país. Cuando la instalación de tuberías en zonas donde hay caminos o líneas de ferrocarril, las instrucciones del oficial perteneciente han de seguirse.
2. métodos de unión
General
Conexiones para las tuberías (Higo. 4) se utilizan para unir tuberías y accesorios en una tubería integrada. Las articulaciones se pueden dividir en dos tipos principales: los resistentes a la tracción y no resistentes. Las articulaciones también pueden ser divididos por las siguientes aplicaciones:
2.1 Junta a tope
Se utiliza principalmente en líneas de presión resistentes a la tracción como el aceite de, tuberías de calefacción de gas natural y de distrito. Se utiliza en tuberías de agua sobre todo con los tamaños de tubería ≥ DN 600 cuando la articulación se puede reparar desde el interior después de la soldadura. Para una descripción más detallada, ver figura 6 en la página 5. Un collar de soldadura se utiliza para unir tuberías nuevas o un accesorio a una línea existente. soldadura interna y la finalización del revestimiento de hormigón requieren una boca de inspección en relación con la articulación. Instalación del collar de soldadura se describe en la figura 9.
2.2 DIN / G unión soldada
Se utiliza en tuberías donde una fácil instalación de la articulación tensionresistant y la posibilidad de hacer menos 1.0 curvas de grado son una necesidad. Soldada desde el exterior. diámetros de los juegos de tubos DN PN16 clase 400-900 presión y la presión DN1000-1200 clase PN10. Sólo revestimiento de hormigón interna se utiliza con este tipo de manga, sin pintura se hace. La articulación DIN / G se fabrica en las obras mediante la incorporación de un anillo de goma en el revestimiento de hormigón, lo que significa que no hay necesidad de completar el revestimiento interno de hormigón en el sitio. El anillo de caucho evita que el agua cambiante en el hueco de la articulación de la manga.
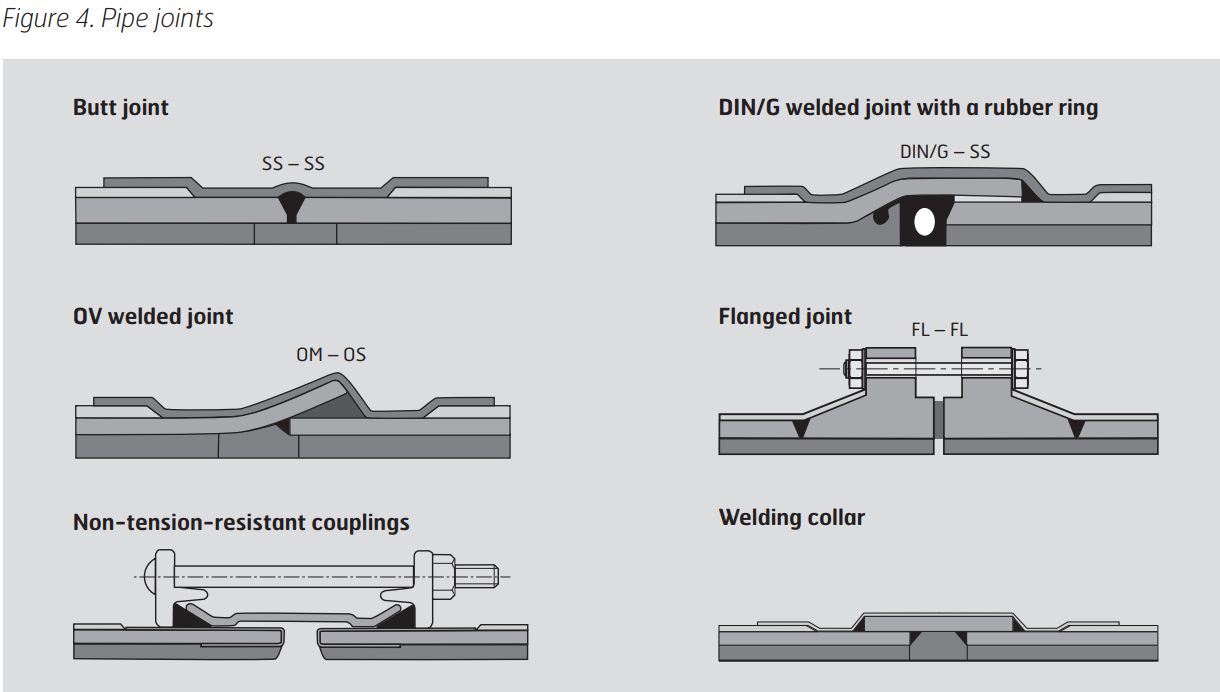
2.3 OV unión soldada
Se utiliza en las líneas de agua para facilitar la instalación y permitir 1.5 - 3.0 grado dobla en articulaciones. Dado que el conjunto se suelda desde el interior para que sea resistente a la tensión, es adecuado para diámetros ≥ DN 600 y presiones de hasta 20 bar. Para una descripción más detallada, mira la sección 3.3 y la figura 8.
2.4 unión embridada
juntas de brida son ampliamente utilizados en la industria. Con tuberías subterráneas, se utilizan juntas de brida por ejemplo. en conexión con las válvulas y bocas de inspección. Para una descripción más detallada, mira la sección 3.4 y la figura 10. Las articulaciones pueden ser sellados por ejemplo por juntas Klinger-KGS.
2.5 junta de acoplamiento
Tubos de acero también pueden estar unidos por diversos acoplamientos de tubos mecánicos tales como los fabricados por Straub, VikingJohnson y Victaulic. Entonces, los extremos de tubos se tornean y costuras de soldadura externos se muelen para adaptarse a los acoplamientos. Para una descripción más detallada, mira la sección 3.5.
2.6 cuello de la soldadura
Un collar de soldadura se usa cuando se conecta la nueva tubería o un único componente nuevo a una tubería existente. La instalación de un collar de soldadura se describe en la figura 9. Cuando se instala un solo componente nuevo, También debe tener una boca de inspección de manera que el revestimiento interno puede ser reparado. El collar de soldadura se puede soldar sólo en el exterior hasta la clase de presión PN10, pero también requiere soldadura interna en la clase de presión PN16. después de la soldadura, el revestimiento interno y externo corrosión recubrimiento de protección se han completado.
2.7 La selección de método de unión
La soldadura se utiliza normalmente con la instalación subterránea. juntas de camisa soldadas facilitar la instalación y permiten a las pequeñas curvas sin accesorios de tubería angulares. En subsuelos de baja capacidad portante (arcilla y limo), una unión soldada es más segura que una junta de acoplamiento. En caso de que una junta de acoplamiento se utiliza en suelos débiles, se recomienda utilizar el acoplamiento de couplings.The más resistente debe ser apoyada sobre una losa de hormigón o similar para eliminar tensiones tangenciales. A presiones elevadas de agua (≥ 10 bar) También es aconsejable el uso de un tipo robusto de acoplamiento. Los dientes de tensión resistente, acoplamientos dentados dañan revestimientos protectores externos. Por lo tanto, su uso debe limitarse principalmente para secar, instalaciones interiores donde no se necesita protección contra la corrosión externa.
Tensionresistant uniones embridadas se utilizan en instalaciones institucionales e industriales para facilitar el desmontaje. articulaciones Tensionresistant siempre se deben utilizar en la instalación sumergida. Al utilizar manguitos de tipo DIN / G, tubos solamente se alinean con hormigón internamente, sin pintura se hace.
3. Instalación
tapas de plástico de los extremos
Las tapas de plástico en los extremos de los tubos no serán desplazados hasta poco antes de la instalación con el fin de evitar el curado excesivo o ensuciar el revestimiento de hormigón interna durante el almacenamiento. En verano, el recubrimiento de PUR negro externa en las partes de tubo se cubre con plástico blanco para todo el período de almacenamiento, como el calor del sol se ablandará el coating.When de retirar las cubiertas de plástico, una inspección visual de los extremos, superficies internas y manguitos de los tubos se realiza. grietas capilares en el revestimiento de hormigón que son causadas por curado excesivo pueden ser removidos en verano humedeciendo el hormigón con agua en el hogar y otra vez.
3.1. Junta a tope
General
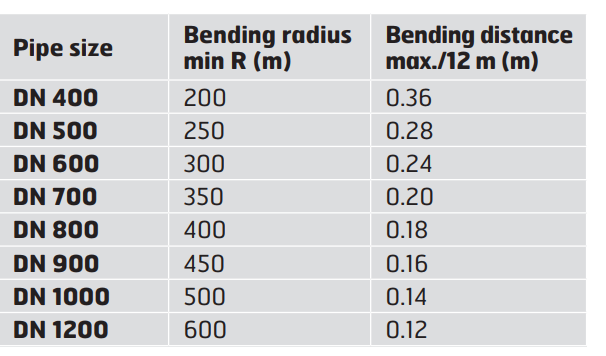
juntas a tope resistentes a la tracción (Higo. 6) se usan con toda la gama de tamaños de tubería. Las articulaciones están soldados desde el exterior con electrodos básicos. Temperatura de trabajo no tiene por qué ser elevado. Las articulaciones como tales no permiten curvas, pero el extremo de un tubo se puede cortar en un ángulo, o una tubería con revestimiento de hormigón interna se puede doblar de forma segura, si necesario, al radio de curvatura mínimo dado en la tabla.
Soldadura
El soldador debe tener al menos la competencia que la norma EN 9606-1. La clase de calidad de la soldadura se establece en la norma EN ISO 5817, C.Pipes clase se ajustan para la soldadura. El efecto reductor de la cavidad de soldadura de viradas y la soldadura se debe considerar en la determinación de la anchura de la cavidad de soldadura (2 - 4 mm). después de viradas, las articulaciones se sueldan en 2 - 3 corre con un electrodo de base seca, como ESAB OK 48.00, P48 en el extranjero, Böhler Fox EV 48, Filarc 35 o equivalente. El grosor del electrodo es determinada por el espesor de pared de la tubería, el modo de soldadura, el tipo de ejecución y la soldadura de posición, así como la competencia del soldador. Los valores de soldadura se seleccionan según las instrucciones de los proveedores de consumibles de soldadura. Ejecución de una prueba de procedimiento de soldadura de acuerdo con la norma EN ISO 15614-1 se recomienda antes de comenzar la soldadura.
Control de la unión soldada
Todas las soldaduras deben ser inspeccionados al menos visualmente. El principio y el final defectos, socavados, grietas, etc.. defectos superficiales se muelen o reparados por soldadura. Además recomendación es que, al menos, 10% de las soldaduras son examinados por ensayo de partículas magnéticas. También requisito básico que es al menos 5 soldaduras de cada soldador han de ser examinados y si falla cualquiera soldaduras, frecuencia de prueba será mayor. Por otra parte, la estanqueidad de las juntas se prueba mediante la prueba de presión de agua después de que se completó la tubería.
Finalización de revestimiento de hormigón interna
revestimiento de hormigón interna se completa con tamaños de tubería ≥ DN 600. después de la soldadura, óxido suelto y escoria de soldadura y la figura 6. Butt conjunta Todas las medidas en milímetros. min. 50 Encogimiento de la manga o de la corrosión DIN de cinta de protección 30670 N-n 6 cualquier posible concreto procedentes de las articulaciones se limpió la superficie interior. En condiciones de invierno el área de unión se calienta con una llama de gas. El área de la articulación se humedece primero y después se reviste con mortero que consiste en partes iguales de arena y cemento (cemento SR). La arena es ser suficientemente limpio con un tamaño de grano de 0.125 - 1.5 mm. Suficiente agua se añade para hacer un mortero bastante rígido. Sólo la cantidad de mortero y cemento utilizado en una hora se va a mezclar. El mortero se extiende con una paleta al nivel del revestimiento original,. Despues de 2 hora de la zona se frota con una esponja húmeda. Bajo las condiciones del sitio, concreto requiere al menos 5 días para curar. Si es posible, la zona de unión debe mantenerse húmedo y en más de +5 ºC durante ese período. En condiciones de invierno un ventilador de aire caliente puede ser utilizado para la calefacción. cemento resistente a la congelación no debe ser utilizado, ya que contiene aditivos solubles en agua no aptas para aplicaciones de agua potable.
La finalización de trabajos de pintura interior
Pintura interna se completa con tamaños de tubería ≥ DN 600. El área de la articulación es tratado según las instrucciones del fabricante de la pintura. Finalización de revestimiento externo superficies de acero desnudo se limpian con un cepillo de acero (grado de limpieza St 2), se secó con llama de gas líquido y anticorrosivo pintado (ejemplo Temaprime EE) antes de que se añadió la manga. El recubrimiento PE se hace rugosa sobre una distancia de aproximadamente 100 mm. El área de la articulación limpiado y calentado está protegido por un manguito o protección contra la corrosión cinta termorretráctil (Canusa, raychem, Denso, Stopaq etc.) según las instrucciones del fabricante.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}