

Tuyau d'acier soudé JCOE | JCOE UOE LSAW
novembre 26, 2023
DIN 17175 Tuyau en acier sans soudure résistant à la chaleur
novembre 29, 2023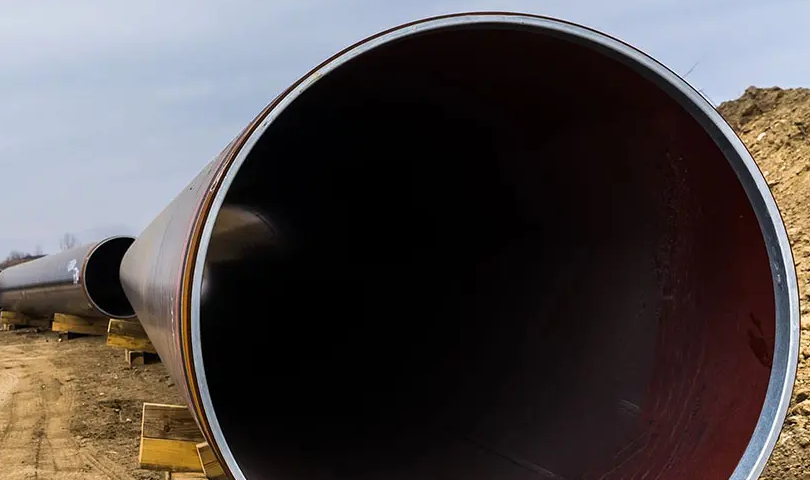
Technologie des tuyaux en acier LSAW
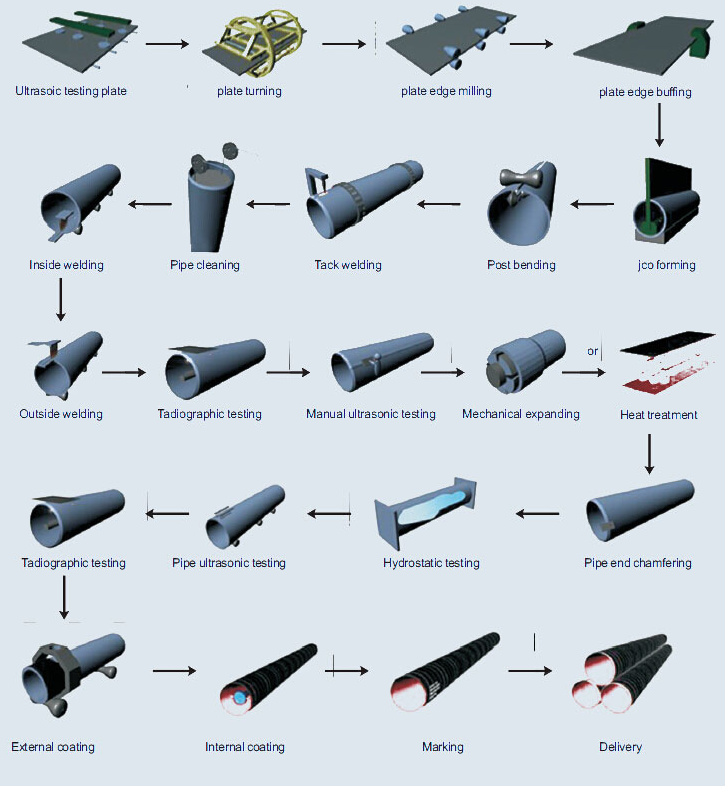
LSAW (Soudage à l’arc immergé longitudinalement) La technologie des tubes en acier implique le soudage de tubes en acier en utilisant une seule plaque comme matière première. Le processus est réalisé en moulant la plaque en forme tubulaire, puis en soudant le joint à l'aide d'une soudeuse à arc submergé.. Voici le processus général étape par étape:
1. Inspection par ultrasons des plaques
Les matières premières sont soumises à une inspection par ultrasons pour évaluer et garantir leur qualité avant le début de la production..
2. Fraisage des bords
Les bords des plaques d'acier sont fraisés pour obtenir un angle de biseau spécifique, qui est une étape cruciale pour le processus de soudage.
3. Sertissage des bords de la plaque
Les bords des plaques d'acier sont ensuite sertis pour faciliter le processus de formage.

4. Formant
La plaque d'acier sertie est transformée en forme tubulaire en pliant la plaque. Le cintrage peut être réalisé soit à l'aide de l'UOE (je, Oing, Expansion) méthode ou le JCOE (J-ing, C-ing, O-ing, Expansion) méthode.
- Arc immergé longitudinalement soudé (LSAW) les tuyaux sont couramment utilisés dans l’industrie pétrolière et gazière en raison de leur capacité à résister à une pression élevée. Ils sont fabriqués en acier en utilisant des techniques de soudage spécifiques. Deux techniques couramment utilisées dans la production de tuyaux LSAW sont l'UOE (Uing et Oing formant) et JCOE (J-ing, C-ing et O-ing) processus.
Processus UOE
Le processus de fabrication des tuyaux UOE est le suivant:
- Fraisage des bords: La plaque d'acier est d'abord fraisée des deux côtés pour obtenir la largeur requise.
- Pré-pliage: Les bords de la plaque fraisée sont ensuite pliés en un “U” façonner à l'aide d'une presse en U.
- Formant: le “U” la plaque en forme est ensuite transformée en un “O” façonner à l'aide d'une presse O.
- Soudage: le “O” le tuyau en forme est ensuite soudé. Il y a deux étapes de soudage, soudage intérieur et soudage extérieur, pour assurer la solidité et la durabilité du tuyau.
- Étalonnage et tests: Le tuyau soudé est inspecté, calibré, et testé pour garantir qu'il répond aux normes requises.
Processus JCOE
le Tuyau JCOE manufacturing process is as follows:
- Fraisage des bords: Similaire au processus UOE, la plaque d'acier est d'abord fraisée des deux côtés.
- Pré-pliage: Les bords de la plaque fraisée sont pliés en un “J” façonner à l'aide d'une presse J.
- Formant: le “J” la plaque en forme est ensuite transformée en un “C” façonner à l'aide d'une presse C, et enfin dans un “O” façonner à l'aide d'une presse O.
- Soudage: Le tube formé est ensuite soudé, tant à l'intérieur qu'à l'extérieur.
- Étalonnage et tests: Le tuyau soudé est inspecté, calibré, et testé.
5. Pré-soudage
Cette étape consiste à souder par pointage le tuyau formé pour conserver sa forme pendant le processus de soudage final..
6. Soudure intérieure
L'intérieur du tube est soudé selon la technique de soudage à l'arc submergé.
7. Soudure extérieure
L'extérieur du tuyau est également soudé selon la technique de soudage à l'arc submergé.. La soudure intérieure et extérieure assure un tuyau solide et durable.
8. Inspection par ultrasons
Le tuyau fini est inspecté par ultrasons pour détecter tout défaut ou imperfection dans les soudures..
9. X-Ray Inspection
L'inspection aux rayons X est utilisée pour évaluer plus en détail les soudures et garantir leur qualité..
10. Usinage d'extrémité de tuyau
Les extrémités du tuyau sont usinées pour atteindre les spécifications requises.
11. Essais hydrostatiques
Le tuyau fini subit des tests hydrostatiques pour tester sa capacité à résister à la pression.
12. Inspection finale et revêtement
Dernièrement, the pipe undergoes a final inspection before it is coated for corrosion protection and prepared for shipping.
Cette technologie permet la création de canalisations de grand diamètre adaptées aux environnements à haute pression, faisant des tuyaux LSAW un choix idéal pour le transport de pétrole et de gaz, projets d'ingénierie, et projets offshore.
Comparaison
Les deux méthodes donnent un produit final similaire. toutefois, le procédé JCOE permet une gamme plus large de diamètres et d'épaisseurs de paroi, car il est plus flexible dans la gestion des variations des propriétés et des dimensions des matériaux. Le processus UOE, D'un autre côté, est plus courant et est généralement utilisé pour les tuyaux de plus grand diamètre.
Les processus UOE et JCOE sont des méthodes efficaces et fiables pour fabriquer des tuyaux LSAW.. Le choix entre les deux dépend souvent des exigences spécifiques du tuyau., comme son diamètre, épaisseur de paroi, et le matériel utilisé.
Spécification de produit: Pipe en acier de LSAW, Tuyau en acier SAWL
Taille
- Diamètre extérieur: 355.6mm-2320mm
- Épaisseur de paroi: 7-50mm
- Longueur: 5.8m / 6m / 11.8m / 12m / 18m / 32m
Norme
- API 5L LSIP1 / PSL2 Gr.A, Gr.B, X42, X46, X52, X56, X60, X65, X70
- ASTM A53 / A252 / A500 / A672 / A691 / A139
- EN10025 / EN10210 / EN10219 / EN10217 / EN10208 / EN10297
- AS1163 / JIS G3457 / IL G3101
- DIN 17100
Prend fin
- Extrémités noires
- Extrémités biseautées
- extrémités lisses
Traitement de surface
- Nues
- Peinture noire
- Verni
- Galvanisé
- Revêtement de protection contre la corrosion
Application
Le LSAW(Soudage à l’arc immergé longitudinalement) Le tuyau convient à une utilisation dans le transport de pétrole et de gaz, projets d'ingénierie, et projets offshore.
Caractéristiques des tuyaux en acier LSAW
- Grand diamètre
- Mur épais
- Résistance à haute pression
Tuyau LSAW UOE
- Diamètre extérieur:Φ508mm – 1118mm (20″- 44″)
- Épaisseur de paroi: 6.0 – 25.4mm 1/4″-1″
- Normes de qualité: API、DNV、ISO、DEP、FR、ASTM、DIN、BS、JIS、GB、CSA
- Longueur: 9 – 12.3m (30′- 40′)
- grades: API 5L A-X_90, GB/T9711 L190-L625
Tuyau JCOE LSAW
- Diamètre extérieur:Φ406mm – 1626mm (16″ – 64″ )
Diamètre extérieur:Φ406mm – 1626mm (16″ – 64″ ) - Épaisseur de paroi:6.0 – 75mm (1/4″ – 3″ )
- Normes de qualité:API、DNV、ISO、DEP、FR、ASTM、DIN、BS、JIS、GB、CSA
- Longueur:3 – 12.5m ( 10′- 41′ )
- grades:API 5L A-X_100, GB/T9711 L190-L690
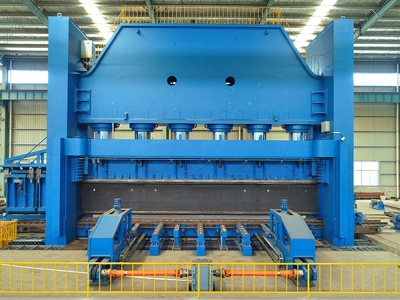
ÉQUIPEMENT DE PRODUCTION
 Machine de pré-pliage
Machine de pré-pliage
 Machine de formage JCOE
Machine de formage JCOE
 Machine à coudre
Machine à coudre
 Machine de découpe plasma
Machine de découpe plasma
 Machine à souder interne et externe
Machine à souder interne et externe
 Presse hydraulique
Presse hydraulique
 Fraiseuse de bord
Fraiseuse de bord
 Dresseuse
Dresseuse
 Machine de revêtement d'extrémité de tuyau
Machine de revêtement d'extrémité de tuyau
spécification
| O.D. | W.T. | Longueur(m) | |||||||
| Pouces | mm | Limite d'élasticité minimale(MPa) | |||||||
| Pouces | mm | 245(B) | 290(X42) | 360(X52) | 415(X60) | 450(X65) | 485(X70) | 555(X80) | |
| 16 | 406 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.0 | 6.0-10.5 | 6.0-10.0 | 6.0-9.0 | 6.0-12.3 |
| 18 | 457 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.5 | 6.0-11.0 | 6.0-10.0 | 6.0-12.3 |
| 20 | 508 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.5 | 6.0-12.0 | 6.0-11.0 | 6.0-12.3 |
| 22 | 559 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.5 | 6.0-13.0 | 6.0-12.0 | 6.0-12.3 |
| 24 | 610 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.5 | 6.0-14.0 | 6.0-13.0 | 6.0-12.3 |
| 26 | 660 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-15.0 | 6.0-14.0 | 6.0-12.3 |
| 28 | 711 | 6.0-20.0 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.5 | 6.0-16.0 | 6.0-15.0 | 6.0-12.3 |
| 30 | 762 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.0 | 7.0-17.5 | 7.0-17.0 | 7.0-16.0 | 6.0-12.3 |
| 32 | 813 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.5 | 7.0-18.0 | 7.0-17.0 | 6.0-12.3 |
| 34 | 864 | 7.0-23.0 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.5 | 7.0-19.0 | 7.0-18.0 | 6.0-12.3 |
| 36 | 914 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.0 | 8.0-20.5 | 8.0-20.0 | 8.0-19.0 | 6.0-12.3 |
| 38 | 965 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.5 | 8.0-21.0 | 8.0-20.0 | 6.0-12.3 |
| 40 | 1016 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 42 | 1067 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 44 | 1118 | 9.0-27.0 | 9.0-26.0 | 9.0-24.5 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 46 | 1168 | 9.0-27.0 | 9.0-26.0 | 9.0-24.0 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 48 | 1219 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.0 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 52 | 1321 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.2 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 56 | 1422 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 60 | 1524 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 64 | 1626 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 68 | 1727 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 72 | 1829 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
Norme
Tolérance du diamètre extérieur et de l'épaisseur de paroi de Pipe en acier de LSAW
| Types de | Norme | |||||
| SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L LSIP1 | |
| Déviation OD de l’extrémité du tube | ±0,5 %D | ±0,5 %D | -0.79mm ~ + 2,38 mm | <±0,1 %T | <±0,1 %T | ±1,6 mm |
| épaisseur du mur | ±10,0 %T | D<508mm, ±12,5 %T | -8%T~+19,5%T | <-12.5%T | -8%T~+19,5%T | 5.0mm<t<15.0mm, ±0,11<=”” p=””></t<15.0mm,> |
| D>508mm, ±10,0 %T | T≥15.0mm, ±1,5 mm | |||||
Composition chimique et propriétés mécaniques des tuyaux en acier LSAW
| Norme | Noter | Composition chimique(Max)% | Propriétés mécaniques(moi) | |||||
| C | Mn | Si | S | P | Limite d’élasticité(MPa) | Résistance à la traction(MPa) | ||
| GB/T700-2006 | A | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| C | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| GB/T1591-2009 | A | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| C | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| BS EN10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| DIN 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| IL G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L LSIP1 | A | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| B | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
Processus de
Les trois principales étapes de formage du processus de formage de tuyaux UOE LSAW comprennent: pré-cintrage de tôles d'acier, Formation en U et formation en O. Chaque processus utilise une presse de formage spéciale pour compléter les trois processus de pré-cintrage des tôles d'acier., Formation en U, et O formant en séquence, de sorte que la plaque d'acier se déforme en un tube rond.

Après plusieurs étapes d'emboutissage sur la formeuse JCO, la première moitié de la plaque d'acier est pressée dans un “J” forme, puis l'autre moitié de la plaque d'acier est pressée dans un “J” forme pour former un “C” forme, et enfin un ouvert “O” est formé en appuyant sur l'ébauche du tube de type central.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}