

Quelle est la différence entre le tube d'enveloppe et bien tuyau d'écran?
janvier 16, 2018
ASTM A53 noir & Tubes galvanisés, 1/8"- 26"
janvier 26, 2018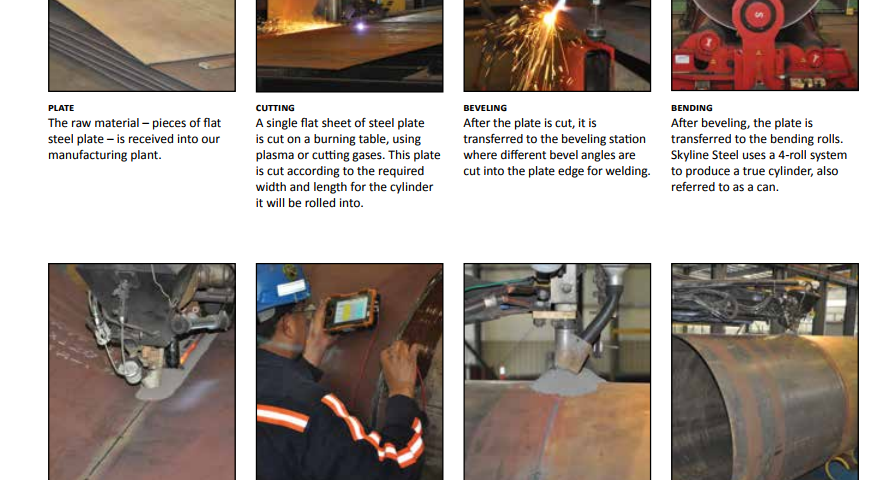
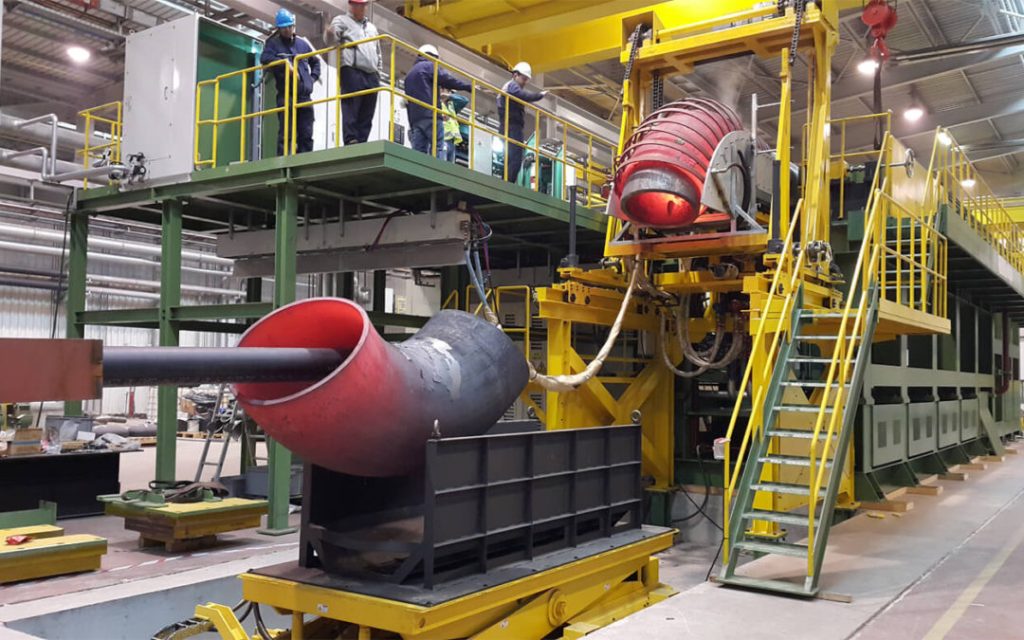
tuyau en acier en spirale& Processus de fabrication de tuyaux soudés
tuyau en acier en spirale & Tubes soudés est le procédé de fabrication primaire pour des épaisseurs d'acier qui dépassent les capacités de l'usine en spirale (supérieur à 1”).
soudage par résistance électrique (RESTES EXPLOSIFS DE GUERRE) Définition tuyau : Tuyau de tubage sans soudure API N80-1 avec filetages BTC selon API 5CT. Il existe deux différences importantes dans la production de tubes SRÉ par rapport CW tuyau. ERW tube est formé à froid en une forme cylindrique plutôt que formée à chaud. Un courant électrique au lieu d'une flamme est utilisée pour chauffer les bords de la bande pour la soudure de fusion. Les disques de cuivre renouvelable servent d'électrodes et élever la température à environ 2600 ° F pour le soudage efficace. Comme dans le tuyau CW, aucun métal étranger est ajouté; En réalité, en raison de l'extrême pression des cylindres, l'acier est extrudée à la fois sur l'intérieur et l'extérieur du tuyau à l'endroit de la soudure. Ceci est appelé flash et est retiré sur le diamètre extérieur par stationnaire
coupe tout en blanc chaud pour les classes A252, et à la fois l'ID et OD pour les autres grades. Comme dans la production CW, tuyau SRE est soumis à de nombreuses opérations de finition. Le tuyau ERW est principalement utilisé comme API tubes et tuyaux pour le transport de gaz et de pétrole. Il est également utilisé pour la transmission de l'eau, sous spécifications AWWA, que l'empilement et le tuyau de boue et dans les applications mécaniques.
Tuyau soudé en spirale Définition : Laminé à froid et livré en état traité thermiquement, est un tube en acier qui a une couture en cours d'exécution sur toute sa longueur en forme de spirale. Autrefois, en raison de la méthode de fabrication, tubes soudés en spirale a été relégué à basse pression et des applications structurelles. Avec le développement du procédé de soudage à l'arc submergé, la production de grandes
rouleaux laminés à chaud de largeur suffisante et le développement de méthodes fiables de contrôle non destructif, il est maintenant possible de produire des tuyaux de soudure en spirale pour un service à haute pression.
Présenter les usines de soudure en spirale sont constitués par un dispositif d'enroulement de- (dans le cas du matériau de base de bande), une bande de liaison soudeur, les rouleaux de redressage, des outils de préparation de bord (cisaillement et coupe), dispositifs prébombage, un système de cintrage et de formage cage, un soudeur interne, un soudeur externe (à la fois à l'arc submergé), contrôle par ultrasons
des dispositifs de l'appareil et coupe.
Le matériau passe à travers toutes ces étapes de production en continu. L'angle entre la bande plate étant alimenté dans la machine et le tuyau fini sortant de la machine contrôle le diamètre du tuyau en rapport à la largeur de la bande et l'angle de la soudure dans le tube.
En raison de la méthode de fabrication, une grande variété de diamètres peut être produit. La tolérance de diamètre est petit, notamment en ce qui concerne ovalisés; et le tuyau, en raison de sa symétrie axiale, a une propre rectitude.
La plage de longueur est infinie et est contrôlée que par l'économie du transport.
tuyau de soudure en spirale est utilisé pour des applications d'empilage et structurelles, ainsi que pour le dragage, suspension, l'eau et d'autres pipelines.
tuyau de soudure en spirale est produite en conformité avec les exigences de dimensions et tolérances des divers ASTM, spécifications AWWA et API.
Processus de fabrication de tuyaux ERW:
| 1 | 2 | 3 | 4 |
|
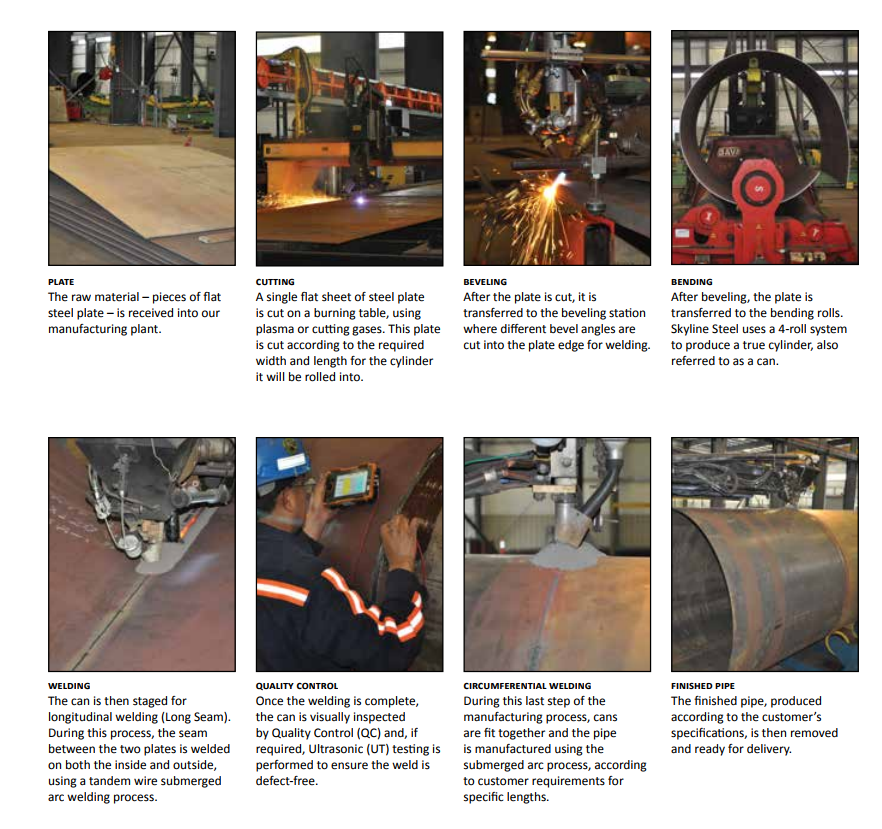
ASSIETTE La matière première – des morceaux de tôle d'acier plat – est reçu dans notre usine de fabrication. |
COUPE Une feuille plate unique de tôle d'acier est découpée sur une table de gravure, en utilisant gaz de plasma ou de coupe. Cette plaque est découpée selon le bligatoire largeur et la longueur du cylindre, il sera mis en. |
biseautage Après que la plaque est découpée, c'est transféré au poste de biseautage où différents angles de biseau sont couper dans le bord de la plaque de soudage. |
PLIANT après biseautage, la plaque est transférée sur les rouleaux de pliage. Skyline Steel utilise un système de quatre cylindres pour produire un vrai cylindre, également appelé peut. |
| 5 | 6 | 7 | 8 |
|
SOUDAGE La boîte est ensuite mise en scène pour le soudage longitudinal (longue Seam). Au cours de ce processus, le joint entre les deux plaques est soudée à la fois sur l'intérieur et l'extérieur, en utilisant un procédé de soudage à l'arc submergé fil tandem. |
CONTRÔLE DE QUALITÉ Une fois la soudure terminée, la boîte est inspecté visuellement par le contrôle de la qualité (QC) et, si nécessaire, Ultrasonique (OUT) le test est effectué pour assurer la soudure est exempte de défauts. |
CIRCONFERENTIELLE SOUDAGE Au cours de cette dernière étape du processus de fabrication, les boîtes sont emboîtent et le tube est fabriqué en utilisant le procédé à l'arc submergé, selon les exigences des clients pour des longueurs spécifiques. |
PIPE FINI Le tuyau fini, produit selon les spécifications du client, est ensuite retiré et prêt pour la livraison. |
certifications

Tous les systèmes de soudage sont qualifiés et certifiés pour AWS D1.1. Nos usines sont de qualité
certifié par la plaque d'acier Fabricators Association (SPFA) et vérifiés par l'assurance qualité du Registre de Lloyd. aditionellement, chaque usine est dotée de Certified
Weld inspecteurs pour assurer une soudure de qualité dans chaque tube.
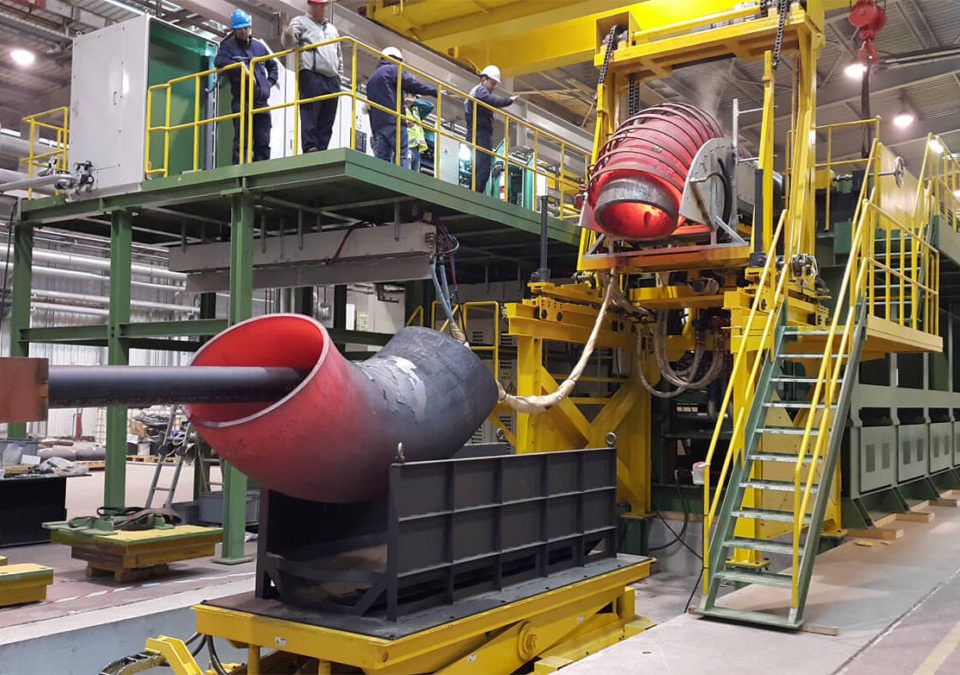
soudure de tuyaux en spirale Processus de fabrication
Le procédé de fabrication de soudure en spirale est l'un des plus intéressants des moyens efficaces pour produire des tubes en acier. La configuration de l'usine offre un degré variable de flexibilité, permettant une large gamme de
le diamètre du tuyau et l'épaisseur de paroi à produire. Ainsi, Skyline Steel est en mesure d'offrir des produits de soudure spirale à de nombreux marchés structurels et non structurels au coût le plus économique.
Spirale
soudure de tuyau est fabriqué à partir de bobines d'acier.
| 1 | 2 | 3 | 4 | ||
|
déroulage Dès réception de la bobine, il est placé sur un non horizontal- mandrin de bobineuse et introduite dans le lisseur. |
APLANISSEMENT La bande de la bobine est introduite dans le dispositif d'aplatissement à travers une cage de laminoir et l'ensemble de bobine est retirée. 1 |
OINING DE chignons Comme la bobine continue à se déplacer à travers le lisseur, les bords d'attaque et de fuite de la bande sont découpées en préparation pour le soudage bout à bout – la bobine à la bobine. |
EDGE MILLING Les bords de la bobine sont coupés en préparation pour le soudage. |
||
| 5 | 6 | 7 | 8 | ||
|
PIPE Spiralling La bande de la bobine entre les trois appareils de rouleau composé de plomb, contrefort et séries de cylindres de mandrin. À ce stade, la bobine commence à former la forme en spirale qui deviendra alors tuyau. |
UNIQUE & TANDEM SOUDAGE PIPE Le système de soudage soude le tuyau, à l’intérieur et à l’extérieur, en utilisant un système de soudage à l'arc submergé. |
TUBE DE COUPURE Une fois que le tube atteigne la longueur désirée, l'appareil de coupure est engagée. Voyager avec le tuyau, une torche à plasma fournit la coupure du tube fini. |
|||
|
POIDS PIPE lb / pi (kg/m) VALEURS APPROXIMATIVES |
||||||||||||||
|
Diamètre extérieur (D〇) dans (mm) |
Épaisseur de paroi (t) dans (mm) | |||||||||||||
|
0.250 6.35 |
0.312 7.92 |
0.375 9.52 |
0.438 11.13 |
0.500 12.70 |
0.562 14.27 |
0.625 15.87 |
0.688 17.48 |
0.750 19.05 |
0.875 22.22 |
1.000 25.40 |
1.250 31.75 |
1.375 34.92 |
1.50 – 2.25 38.10 – 57.15 | |
|
24 609.6 |
63.47 94.45 |
79.01 117.58 |
94.71 140.94 |
110.32 164.17 |
125.61 186.93 |
141.05 209.91 |
156.17 232.41 |
171.45 255.15 |
186.41 277.41 |
|||||
|
30 762.0 |
79.51 118.32 |
99.02 147.36 |
118.76 176.73 |
138.42 205.99 |
157.68 234.65 |
176.86 263.20 |
196.26 292.07 |
215.58 320.82 |
234.51 348.99 |
272.43 405.42 |
310.01 461.35 |
|||
|
36 914.4 |
95.54 142.18 |
119.03 177.14 |
142.81 212.53 |
166.51 247.79 |
189.75 282.38 |
212.90 316.83 |
236.35 351.73 |
259.71 386.49 |
282.62 420.59 |
328.55 488.94 |
374.15 556.80 |
464.35 691.03 |
||
|
42 1067 |
111.58 166.05 |
139.04 206.91 |
166.86 248.32 |
194.60 289.60 |
221.82 330.11 |
248.95 370.48 |
276.44 411.39 |
303.84 452.16 |
330.72 492.17 |
384.67 572.45 |
438.29 652.25 |
544.52 810.34 |
597.14 888.64 |
Max. épaisseur de paroi de 1,50″ (38.1mm). S'il vous plaît appeler pour le poids. |
|
48 1219 |
127.61 189.90 |
159.05 236.69 |
190.92 284.12 |
222.70 331.41 |
253.89 377.83 |
285.00 424.13 |
316.52 471.03 |
347.97 517.84 |
378.83 563.76 |
440.80 655.98 |
502.43 747.70 |
624.70 929.66 |
685.33 1019.89 |
|
|
54 1372 |
143.65 213.78 |
179.06 266.47 |
214.97 319.91 |
250.79 373.22 |
285.96 425.56 |
321.04 477.76 |
356.61 530.70 |
392.09 583.50 |
426.93 635.34 |
496.92 739.50 |
566.57 843.15 |
704.87 1048.96 |
773.52 1151.13 |
|
|
60 1524 |
159.68 237.63 |
199.08 296.26 |
239.02 355.70 |
278.88 415.02 |
318.03 473.28 |
357.09 531.41 |
396.70 590.36 |
436.22 649.17 |
475.04 706.94 |
553.04 823.02 |
630.71 938.60 |
785.05 1168.29 |
861.71 1282.37 |
Max. épaisseur de paroi de 1,625″ (41.3mm). S'il vous plaît appeler pour le poids. |
|
66 1676 |
175.72 261.50 |
219.09 326.04 |
263.07 391.49 |
306.98 456.84 |
350.10 521.01 |
393.14 585.06 |
436.79 650.02 |
480.35 714.84 |
523.14 778.52 |
609.16 906.53 |
694.85 1034.05 |
865.22 1287.59 |
949.91 1413.62 |
|
|
72 1829 |
191.75 285.36 |
239.10 355.82 |
287.13 427.30 |
335.07 498.64 |
382.17 568.73 |
429.18 638.69 |
476.87 709.66 |
524.48 780.51 |
571.25 850.12 |
665.29 990.06 |
758.99 1129.50 |
945.40 1406.91 |
1038.10 1544.87 |
Max. épaisseur de paroi de 1,75″ (44.4mm). S'il vous plaît appeler pour le poids. |
|
78 1981 |
207.79 309.23 |
259.11 385.60 |
311.18 463.09 |
363.16 540.44 |
414.24 616.46 |
465.23 692.34 |
516.96 769.32 |
568.61 846.19 |
619.35 921.70 |
721.41 1073.58 |
823.13 1224.95 |
1025.57 1526.22 |
1126.29 1676.11 |
|
|
84 2134 |
223.82 333.08 |
279.12 415.38 |
335.23 498.88 |
391.26 582.26 |
446.31 664.18 |
501.28 745.99 |
557.05 828.98 |
612.74 911.86 |
667.46 993.29 |
777.53 1157.09 |
887.27 1320.41 |
1105.75 1645.54 |
1214.48 1807.35 |
|
|
90 2286 |
239.86 356.95 |
299.13 445.16 |
359.28 534.67 |
419.35 624.06 |
478.38 711.91 |
537.32 799.62 |
597.14 888.64 |
656.86 977.52 |
715.56 1064.87 |
833.65 1240.61 |
951.41 1415.86 |
1185.92 1764.85 |
1302.68 1938.61 |
|
|
96 2438 |
255.89 380.81 |
319.15 474.95 |
383.34 570.47 |
447.44 665.87 |
510.45 759.63 |
573.37 853.27 |
637.22 948.29 |
700.99 1043.19 |
763.67 1136.47 |
889.78 1324.14 |
1015.55 1511.31 |
1266.10 1884.17 |
1390.87 2069.85 |
Max. épaisseur de paroi de 2,00″ (50.8mm). S'il vous plaît appeler pour le poids. |
|
102 2591 |
271.93 404.68 |
339.16 504.73 |
407.39 606.26 |
475.54 707.68 |
542.52 807.36 |
609.42 906.92 |
677.31 1007.95 |
745.12 1108.86 |
811.77 1208.05 |
945.90 1407.66 |
1079.69 1606.76 |
1346.27 2003.47 |
1479.06 2201.09 |
|
|
108 2743 |
287.96 428.53 |
359.17 534.50 |
431.44 642.05 |
503.63 749.49 |
574.59 855.09 |
645.46 960.55 |
717.40 1067.61 |
789.25 1174.54 |
859.88 1279.65 |
1002.02 1491.17 |
1143.83 1702.21 |
1426.45 2122.80 |
1567.25 2332.33 |
|
|
114 2896 |
304.00 452.40 |
379.18 564.28 |
455.49 677.85 |
531.72 791.29 |
606.66 902.81 |
681.51 1014.20 |
757.49 1127.27 |
833.38 1240.21 |
907.98 1351.23 |
1210.48 1801.40 |
1207.97 1797.66 |
1506.62 2242.10 |
1655.45 2463.59 |
|
|
120 3048 |
320.03 476.26 |
399.19 594.06 |
479.55 713.65 |
559.82 833.11 |
638.73 950.54 |
717.56 1067.85 |
797.57 1186.92 |
877.51 1305.88 |
956.09 1422.82 |
1274.62 1896.85 |
1272.11 1893.11 |
1586.80 2361.42 |
1743.64 2594.83 |
Max. épaisseur de paroi de 2,25″ (57.1mm). S'il vous plaît appeler pour le poids. |
|
126 3200 |
419.20 623.84 |
503.60 749.44 |
587.91 874.91 |
670.80 998.26 |
753.60 1121.48 |
837.66 1246.58 |
921.63 1371.54 |
1004.19 1494.40 |
1338.76 1992.30 |
1336.25 1988.56 |
1666.97 2480.73 |
1831.83 2726.07 |
||
|
132 3353 |
439.22 653.63 |
527.65 785.23 |
616.00 916.71 |
702.87 1045.99 |
789.65 1175.13 |
877.75 1306.24 |
965.76 1437.21 |
1052.30 1566.00 |
1402.90 2087.75 |
1400.39 2084.01 |
1747.15 2600.05 |
1920.02 2857.31 |
||
|
138 3505 |
551.70 821.02 |
644.10 958.53 |
734.94 1093.71 |
825.70 1228.78 |
917.84 1365.90 |
1009.89 1502.88 |
1100.40 1637.58 |
1467.07 2183.25 |
1464.53 2179.47 |
1827.32 2719.36 |
2008.22 2988.57 |
|||
|
144 3657.6 |
575.76 856.83 |
672.19 1000.33 |
767.01 1141.44 |
861.74 1282.41 |
957.92 1425.54 |
1054.02 1568.56 |
1148.51 1709.17 |
1531.18 2278.65 |
1528.67 2274.92 |
1907.50 2838.68 |
2096.41 3119.81 |
|||
|
150 3810 |
599.81 892.62 |
700.28 1042.13 |
799.08 1189.16 |
897.79 1336.06 |
998.01 1485.21 |
1098.15 1634.23 |
1196.61 1780.76 |
1595.32 2374.10 |
1592.81 2370.37 |
1987.67 2957.98 |
2184.60 3251.05 |
|||
|
156 3962 |
623.86 928.41 |
728.38 1083.95 |
831.15 1236.89 |
933.84 1389.71 |
1038.10 1544.87 |
1142.28 1699.90 |
1244.72 1852.35 |
1659.46 2469.55 |
1656.95 2465.82 |
2067.85 3077.31 |
2272.79 3382.29 |
|||
|
162 4115 |
756.47 1125.75 |
863.22 1284.62 |
969.88 1443.34 |
1078.19 1604.53 |
1186.40 1765.56 |
1292.82 1923.93 |
1723.82 2565.33 |
1721.09 2561.27 |
2148.02 3196.61 |
2360.99 3513.55 |
||||
|
168 4267 |
784.56 1167.56 |
895.29 1332.34 |
1005.93 1496.99 |
1118.27 1664.17 |
1230.53 1831.23 |
1340.93 1995.53 |
1787.74 2660.46 |
1785.23 2656.72 |
2228.20 3315.93 |
2449.18 3644.79 |
||||
| 169-204 4293 – 5182 | S'il vous plaît appeler pour le poids. | |||||||||||||
Qualifications
• Société américaine de soudage (AWS)
• American Society of Mechanical
ingénieurs (ASME)
• préqualifié
• Section AWS 3
• Qualifié par test
• Section AWS 4 / ASME Section IX
• Section AWS 4 WPS - Weld
procédure Spécification
• Section AWS 4 PQR -Procédure
Dossier de qualification de test
• Plan de contrôle de la qualité des soudures (WQCP)
• Plate Steel Fabricators Association
(SPFA) Programme de qualité
Assurance qualité
Contrôle non destructif (ESSAI NON DESTRUCTIF)
• Inspection visuelle (NOUS)
• Ultrasons (OUT)
• Contrôle radiographique / radiographie (RT)
• Test de particules magnétiques
(Mag. Essai)
• Test ressuage
• Test de Etch Macro
• Essais hydrostatiques
• Essais destructifs
• Essai de traction Force: Base
Métal / travers de la soudure
• Bend test: Racine, Visage, Côté
• Test Charpy (CVN): Base
Métal, Weld métal, affectée par la chaleur
Zone (FAIS)
• Tests sur mesure: souligne Hoop, etc.
• Inspection des tiers
• OUT, RT, NOUS, Etch et souder
observations
• Procédure AQ / CQ examen










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}