

Qu'est-ce que la DO, diamètre intérieur, diamètre nominal du tuyau en acier?
Peut 16, 2018
calcul du poids de l'acier formule
Peut 21, 2018
Procédé de production de tuyaux en acier en spirale et tuyau en acier de couture droite est différente: la bobine de bande de matière première, moulage par extrusion souvent chaud, automatique à double fil à double face procédé de soudage à l'arc submergé soudés de tuyaux en acier de couture en spirale.
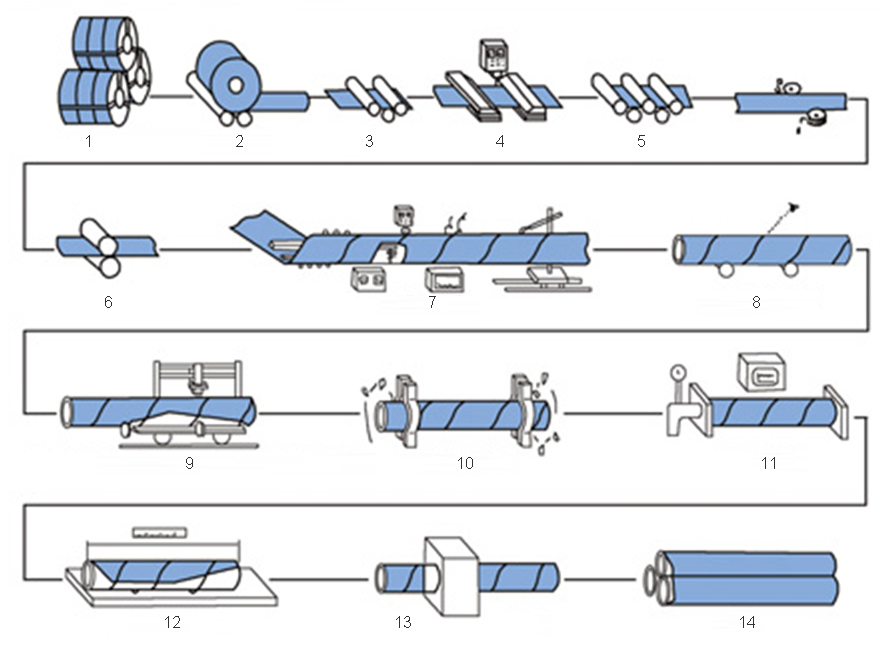
2. Déroulage
3. nivellement rugueux
4. Fin de coupe et soudage bout à bout
5. Nivellement de précision
6. la livraison
7. En formant intérieur et extérieur de soudage
8. Soudure Slag nettoyage & inspection générale
9. Soudure de réparation, X-Ray Inspection, Balayage, Et Réinspection par UT Manuel
10. chanfreinage
11. Essais hydrostatiques
12. auto-Longueur de mesure et de pesage
13. Revêtement et marquage
14. espace de rangement
(1) Les matières premières sont des bobines d'acier, fil de soudage, et flux. Passer par des tests physiques et chimiques rigoureuses avant d'investir.
(2) Pour le soudage bout à bout en bout de bandes d'acier, mono-fil ou le soudage à l'arc submergé à double fil est utilisé, et après que les bobines sont réalisées en tubes d'acier, soudage à l'arc submergé automatique est utilisé pour compenser le soudage.
(3) avant la formation, la bande d'acier est nivelé, parés, bordé, surface nettoyée et pré-brides. (4) La jauge de contact électrique de pression est utilisée pour contrôler la pression des cylindres de compression sur les deux côtés du convoyeur pour assurer le bon déroulement de la bande.
(5) Le contrôle externe ou un rouleau de commande interne formant.
(6) Le dispositif de commande d'intervalle de soudage est utilisé pour assurer que la fente de soudage est conforme aux exigences de soudage, et le diamètre du tuyau, la quantité de défaut d'alignement, et l'écart de soudure sont tous strictement contrôlées.
(7) Les soudures intérieures et extérieures sont toutes soudées par arc submergé simple fil ou double fil de soudage à l'aide du Lincoln Electric Soudeur des États-Unis, obtenant ainsi une spécification stable de soudure.
(8) soudures soudées tous ont été inspectés par un appareil de contrôle de défaut automatique continu par ultrasons en ligne pour assurer une couverture de contrôle non destructif de 100% soudures en spirale. S'il y a des défauts, ils seront automatiquement alarmés et peints. Les travailleurs de la production ajusteront les paramètres du processus à tout moment pour éliminer les défauts dans le temps.
(9) Utilisation d'un coupeur de plasma d'air pour couper le tuyau en acier en morceaux individuels.
(10) Après la coupe en un seul tuyau d'acier, un premier système d'inspection stricte est effectuée pour chacun des trois premiers tuyaux de chaque lot pour inspecter les propriétés mécaniques, composition chimique, état de fusion, qualité de surface des tubes en acier, et le contrôle non destructif pour assurer la conduite de prise de processus. Qualifiés avant de pouvoir officiellement mis en production.
(11) Lorsqu'il y a une marque de détection de défauts d'ondes sonores en continu sur la soudure, après examen manuel par ultrasons et à rayons X, s'il y a un défaut, après réparation, il doit subir un contrôle non destructif à nouveau jusqu'à ce qu'il soit confirmé que le défaut a été éliminé.
(12) Les joints bout à bout des soudures bout à bout et les intersections avec les soudures en spirale de la bande d'acier sont toutes examinées par la télévision à rayons X ou d'un film.
(13) Chaque tuyau est testé hydrostatique et la pression est étanche radial. La pression d'épreuve et le temps sont strictement contrôlés par le dispositif de contrôle de pression hydraulique de tuyaux en acier. Les paramètres de test sont automatiquement imprimées et enregistrées.
(14) usinage fin de chaîne est réalisée de telle sorte que la verticalité de la face d'extrémité, l'angle de rainure et le bord émoussé sont contrôlés avec précision.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}