
Aluminium Laiton Tubes Rapport d'inspection
juin 29, 2018
Solution de tuyaux en acier Revêtement
juillet 19, 2018
INSTALLATION DE RALLIEMENT ET MÉTHODES DE CONDUITE
Cette fiche technique décrit les méthodes d'assemblage les plus courantes de conduites d'eau en acier et les phases les plus importantes de l'installation.
Applications • conduites d'eau • canalisations d'eaux usées
1. Tranchée, fondation et remplissage
La tranchée est creusée assez large, selon la figure 1, afin d’avoir suffisamment d’espace de travail des deux côtés du pipeline. Si nécessaire, un cours de mise à niveau est posé sur le fond de la tranchée. Il est d'être au moins 150 mm d'épaisseur mesurée à partir de la partie inférieure extérieure du tuyau (voir Fig. 2). le max. La taille maximale autorisée de grain du matériau en pierre naturelle utilisée pour le nivellement est toujours 60 mm, tandis que le max. permis de granulométrie de l'agrégat minéral en contact direct avec le revêtement de tuyau est 32 mm. Pas de pierres tranchantes sont autorisés dans la couche de mise à niveau, et le matériel de nivellement congelé ne doit pas être utilisé. Si le sous-sol est mou, le pipeline peut être fondé sur la grille ou même sur piles.
La longueur totale de la face inférieure de chaque tuyau doit reposer sur le fond de la tranchée, sauf pour une distance d'environ un demi-mètre du manchon dans les deux sens (voir Fig. 3). Chaque tuyau de la ligne installée doit porter, en plus de son propre poids, également le poids de l'eau et le remblai, ainsi que d'autres charges externes possibles.
Si les planches de support ou similaires sont utilisés dans l'installation d'un pipeline recouvert de terre, ils doivent être enlevés avant de remplir la tranchée. Le matériau de remplissage initial doit répondre aux mêmes exigences que le cadre de nivellement et doit être moraines de sable ou de gravier compactable de moraines autour de la moitié inférieure du tuyau - limon et d'argile peut également être utilisé autour de la moitié supérieure. Le matériau de remplissage ne doit pas être déposé sur un tuyau afin qu'il se déplace ou est endommagé. Il doit être placé aussi uniformément que possible sur les deux côtés du tuyau et tassé en dessous et le long des côtés OCCUPE le revêtement du tuyau, et enfin compactée.
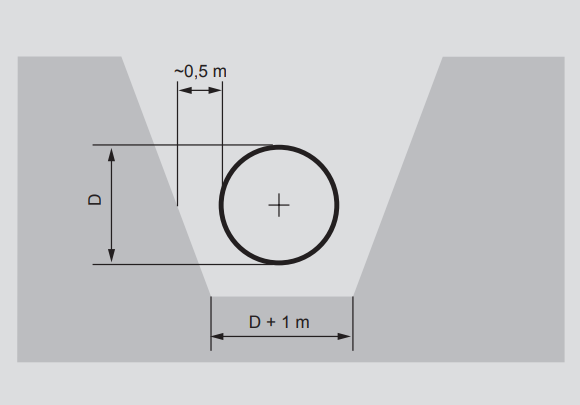
Figure 1.-tranchée
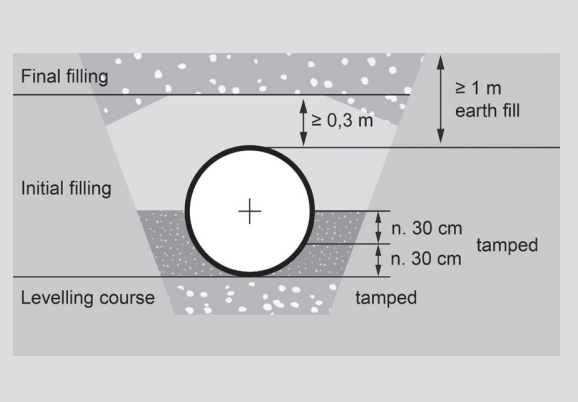
Figure-2-remplissage-de-tranchée
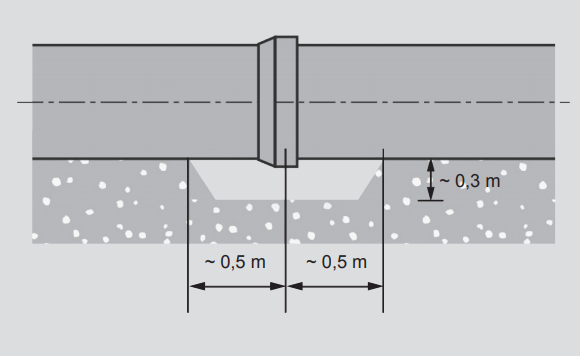
Figure-3-Trench-fond-à-manchon
Le principal principe à remplir une tranchée est que les tuyaux, en particulier les articulations, doit avoir un support latéral suffisant contre les charges aériennes. Donc, le remplissage initial le long des côtés est tassé mécaniquement à mi-hauteur du tuyau en couches d'environ 30 cm au moins 90% densité Proctor, assurer, toutefois, que le compactage ne soulève pas le tuyau jusqu'à.
Le degré de compactage doit être déterminée par des mesures. Le panneau de vibration doit à aucun moment toucher un tuyau ou d'un raccord pour éviter d'endommager le revêtement. compactage mécanique au-dessus du tuyau est permis qu'après 50 cm de remplissage a été placé sur le dessus (voir Fig. 2). Après le remplissage final, il doit y avoir une couche de matériau de remplissage au moins d'un mètre d'épaisseur, mesurée à partir du sommet du tuyau, ne contenant pas de pierres ou des blocs plus que 300 mm de diamètre. Toute pierre ou rocher dans le matériau de remplissage final ne doit pas se trouver plus près du tuyau que son diamètre. sols excavés peuvent être utilisés en dehors des zones de circulation. Un pipeline .
doit toujours être branché temporairement que l'installation est interrompue afin d'éviter que des impuretés qui entrent dans les tuyaux. Pendant l'installation, le niveau d'eau dans la tranchée doit être maintenue suffisamment faible pour que la flottabilité ne se déplace pas, ni l'eau endommager le tuyau installé. Des instructions plus détaillées sur l'installation de tuyaux recouverts de plastique sont prévus dans les règlements techniques municipaux de chaque pays. Lors de l'installation des tubes dans les zones où il y a des routes ou les voies ferrées, les instructions du responsable concernant sont à suivre.
2. méthodes d'assemblage
Général
Raccords de tuyaux (figue. 4) sont utilisés pour raccorder des tuyaux et des raccords dans une canalisation intégrée. Les joints peuvent être divisés en deux types principaux: ceux résistant à la traction et non résistantes. Les articulations peuvent également être divisés par des applications comme suit:
2.1 joint bout à bout
Utilisé principalement dans les lignes de pression résistant à la traction tels que l'huile, gaz naturel et des conduites de chauffage urbain. Utilisé dans les conduites d'eau en particulier avec DN ≥ diamètre des tuyaux 600 lorsque le joint peut être réparé par l'intérieur après le soudage. Pour une description plus détaillée, voir Figure 6 sur la page 5. Un collier de soudage est utilisé pour joindre la nouvelle tuyauterie ou un raccord à une ligne existante. soudage interne et l'achèvement du revêtement en béton nécessitent un trou d'homme dans le cadre de l'articulation. Installation de la bague de soudage est décrit dans la Figure 9.
2.2 joint soudé DIN / G
Utilisé dans des canalisations où une installation facile du joint tensionresistant et la possibilité de faire moins de 1.0 coudes de degré sont un must. Soudé de l'extérieur. Combinaisons de tuyaux de diamètre DN 400-900 classe PN16 pression et de la pression DN1000-1200 classe PN10. Seule doublure interne en béton est utilisé avec ce type de manchon, pas de peinture est fait. Le joint DIN / G est fabriqué à l'usine en incorporant un anneau de caoutchouc dans le revêtement en béton, ce qui signifie qu'il n'y a pas besoin de compléter le revêtement en béton interne sur place. L'anneau en caoutchouc empêche l'eau de l'évolution de l'écart de l'articulation du manchon.
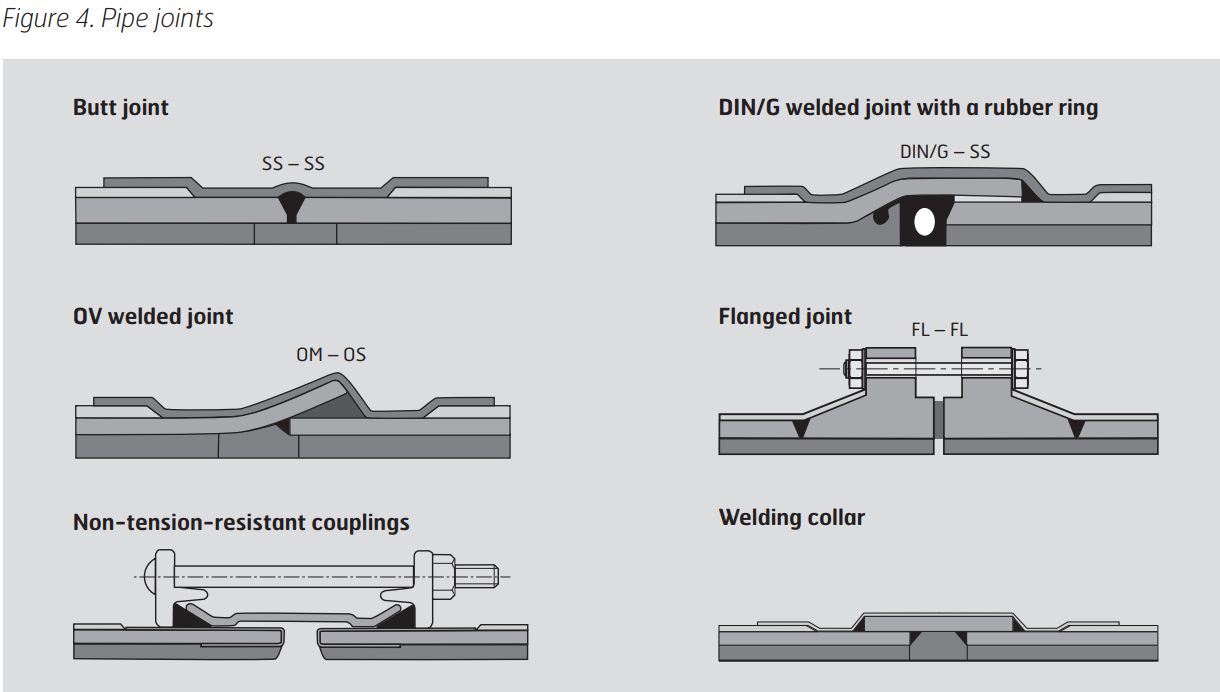
2.3 joint soudé OV
Utilisé dans les conduites d'eau pour faciliter l'installation et permettre 1.5 – 3.0 degré plie au niveau des joints. Étant donné que le joint est soudé à l'intérieur pour le rendre résistant à la tension, il est adapté pour des diamètres ≥ DN 600 et des pressions jusqu'à 20 bar. Pour une description plus détaillée, voir section 3.3 et Figure 8.
2.4 joint bridé
les joints sont largement utilisés bridés dans l'industrie. Avec des conduites souterraines, joints à brides sont utilisées par exemple. en liaison avec des vannes et des regards. Pour une description plus détaillée, voir section 3.4 et Figure 10. Les joints peuvent être scellés par exemple par des joints Klinger-KGS.
2.5 joint d'accouplement
Les tubes en acier peuvent également être joints par différents raccords de tuyaux mécaniques tels que ceux fabriqués par Straub, VikingJohnson et Victaulic. alors, les extrémités des tuyaux sont tournées et des cordons de soudure extérieurs sont broyés pour être compatibles avec les accouplements. Pour une description plus détaillée, voir section 3.5.
2.6 Collier de soudure
Un collier de soudage est utilisé lors de la connexion nouvelle canalisation ou d'un seul nouveau composant à une tuyauterie existante. L'installation d'un collier de soudage est décrit dans la Figure 9. Lorsqu'un seul nouveau composant est installé, il doit également avoir un trou d'homme pour que le revêtement intérieur peut être réparé. Le collier de soudage peut être soudé seulement à l'extérieur jusqu'à la classe de pression PN10, mais il faut aussi le soudage interne en classe de pression PN16. après soudage, la doublure interne et externe corrosion revêtement de protection sont complétées.
2.7 La sélection de procédé d'assemblage
La soudure est normalement utilisé avec une installation souterraine. joints de manchon soudés facilitent le montage et permettent aux petits coudes sans raccords de tuyaux angulaires. Dans le sous-sol de faible capacité portante (argile et de limon), un joint soudé est plus sûr que d'un joint d'accouplement. Dans le cas d'un joint de couplage est utilisé dans les sols faibles, il est recommandé d'utiliser couplage couplings.The robuste doit être pris en charge sur une dalle de béton ou analogue pour éliminer les contraintes de cisaillement. À des pressions élevées d'eau (et Figure 10 bar) il est également conseillé d'utiliser un type de couplage robuste. Les dents résistant à la traction, accouplements dentés endommager les revêtements protecteurs externes. Donc, leur utilisation doit être limitée principalement à sec, installations intérieures où la protection contre la corrosion externe n'est pas nécessaire.
joints bridés Tensionresistant sont utilisés dans les installations industrielles et institutionnelles pour faciliter le démontage. joints Tensionresistant doivent toujours être utilisés dans l'installation immergée. Lors de l'utilisation des manchons de type DIN / G, les tuyaux ne sont garnis de béton intérieurement, pas de peinture est fait.
3. Installation
couvercles d'extrémité en plastique
Les couvertures en plastique aux extrémités des tubes ne doivent pas être enlevés jusqu'à peu de temps avant l'installation, afin d'éviter un durcissement excessif ou l'encrassement de la paroi interne du béton au cours du stockage. En été, le revêtement en PUR noir externe sur les parties de tube est recouvert de plastique blanc pour la durée du stockage, que la chaleur du soleil se ramollit le coating.When retrait des couvercles en plastique, une inspection visuelle des extrémités, les surfaces internes et les manchons des tubes est effectuée. fissures dans le revêtement en béton qui sont causées par un durcissement excessif peuvent être enlevés en été en mouillant le béton avec de l'eau des ménages maintenant et encore.
3.1. joint bout à bout
Général
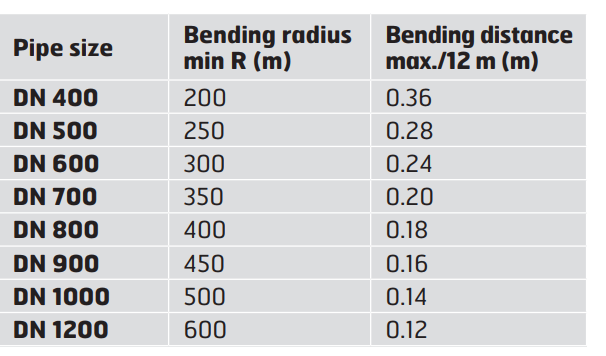
joints bout à bout résistant à la traction (figue. 6) sont utilisés avec toute la gamme de dimensions de tuyaux. Les joints sont soudés à l'extérieur des électrodes de base. température de travail ne doit pas être élevée. Les joints en tant que tels ne permettent pas les coudes, mais l'extrémité d'un tuyau peut être coupé à un angle, ou une canalisation avec une doublure interne en béton peut être plié de façon sécuritaire, si nécessaire, au rayon minimum de courbure indiqués dans le tableau.
Soudage
Le soudeur doit avoir au moins la compétence requise par la norme EN 9606-1. La classe de qualité de la soudure est définie dans la norme EN ISO 5817, C.Pipes de classe sont ajustées pour le soudage. L'effet de la cavité de réduction de soudure de pointage et de soudage doit être pris en compte dans la détermination de la largeur de la cavité de soudure (2 – 4 mm). après virement de bord, les joints sont soudés en 2 – 3 fonctionne avec une électrode de base à sec, tels que Esab OK 48.00, P48 à l'étranger, Böhler Fox EV 48, Filarc 35 ou équivalent. L'épaisseur de l'électrode est déterminée par l'épaisseur de la paroi du tuyau, le mode de soudage, le type de position de marche et de soudage, ainsi que la compétence du soudeur. Les valeurs de soudage sont sélectionnés selon les instructions des fournisseurs de consommables de soudage. Exécution d'un test de procédure de soudage conformément à la norme EN ISO 15614-1 il est recommandé avant de commencer le soudage.
Contrôle de joint soudé
Toutes les soudures doivent être inspectés au moins visuellement. Début et fin de défauts, contre-dépouilles, fissures, etc. des défauts de surface sont broyés ou réparés par soudage. En outre recommandation est que au moins 10% des soudures sont examinées par les essais de particules magnétiques. exigence de base est également au moins 5 soudures de chaque soudeur sont à examiner et si aucune soudure échoue, fréquence de test sera plus élevé. En outre, l'étanchéité des joints est testé par le test de pression de l'eau après la canalisation est terminée.
Achèvement du revêtement en béton interne
doublure interne en béton est terminée avec un tuyau ≥ DN tailles 600. après soudage, rouille et scories de soudure et Figure 6. Joint bout à bout toutes les dimensions en millimètres. moi. 50 Bande de protection manchon ou corrosion DIN rétrécissables 30670 N-n 6 tout béton possible de se détacher des joints est brossée sur la surface intérieure. Dans des conditions d'hiver, la zone du joint est chauffé avec une flamme de gaz. La zone de jonction est d'abord humidifié, puis revêtu avec du mortier qui se compose de parties égales de sable et de ciment (ciment SR). Le sable est suffisamment propre, avec une taille de grain de 0.125 – 1.5 mm. Suffisamment d'eau est ajouté pour faire un mortier assez raide. Seule la quantité de mortier et de ciment utilisé en une heure à mélanger. Le mortier est étalé avec une spatule au niveau de la garniture d'origine. Après environ 2 heures la zone est frotté avec une éponge humide. Dans les conditions du site, béton nécessite au moins 5 jours pour guérir. Si possible, la zone du joint doit être maintenue humide et à plus de +5 ºC pendant cette période. Dans des conditions d'hiver un ventilateur d'air chaud peut être utilisé pour le chauffage. ciment résistant au gel ne doit pas être utilisé car il contient des additifs solubles dans l'eau ne conviennent pas pour les applications d'eau potable.
Achèvement de la peinture interne
peinture intérieure est complétée par DN ≥ diamètre des tuyaux 600. La zone commune est traitée selon les instructions du fabricant de peinture. Achèvement du revêtement externe des surfaces en acier nues sont nettoyés avec une brosse en acier (degré de St propreté 2), séché à la flamme de gaz liquide et anticorrosif peint (exemple Temaprime EE) avant manches sera ajouté. Le revêtement de PE est rendue rugueuse sur une distance d'environ 100 mm. La zone de joint nettoyée et chauffée est protégée par une gaine thermorétractable ou d'un ruban de protection contre la corrosion (Canusa, Raychem, Denso, STOPAQ etc.) selon les instructions du fabricant.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}