

Recherche de calendrier de tuyaux en acier
Mars 5, 2026
Réducteur de tuyau – Réducteur concentrique et excentrique: La Bible du monteur dont vous ne saviez pas avoir besoin
Regarder, Je suis dans ce jeu depuis trente-deux ans. A commencé comme assistant d'atelier dans un fabuleux magasin à l'extérieur de Houston, essuyer la graisse des raccords filetés. Maintenant, je suis le gars avec qui ils volent lorsqu'un réducteur en acier inoxydable de 48 pouces se fissure un lundi matin et que toute l'usine chimique perd vingt mille dollars de l'heure.. Je n'écris pas de brochures marketing. J'écris des rapports d'échec sur le terrain. Mais mon patron dit que les nouveaux clients “besoin de comprendre ce qu’ils achètent réellement,” pas seulement les jolies spécifications du catalogue. Alors, me voici.
On parle de réducteurs. Concentrique et excentrique. Cela semble simple, droite? C'est un entonnoir. Grande fin, petite fin. Mais laisse-moi te dire, J'ai vu plus de temps d'arrêt causés par un mauvais réducteur que par une vanne de régulation défectueuse. Vous économisez cinquante dollars en achetant le mauvais, et tu perds cinquante mille en nettoyage et remplacement. Cet article va couvrir ce que les manuels ne couvrent pas: la physique du monde réel, les maux de tête de l'installation, et les pièges des achats.
Les bases: Ce que votre dessinateur ne vous a probablement pas dit
Un réducteur est un raccord de tuyauterie utilisé pour relier deux tuyaux de diamètres différents. C'est la définition du dictionnaire. Dans la réalité, c'est un point de stress. C'est là que la vitesse du fluide change, où commencent les turbulences, et où, si tu n'as pas de chance, la cavitation ronge la paroi de votre tuyau de l'intérieur vers l'extérieur.
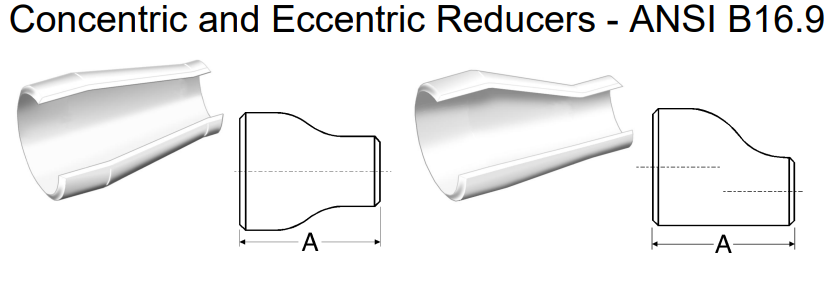
Nous avons deux types principaux: Concentrique et excentrique. Les noms font référence à l'alignement de la ligne médiane.
Les réducteurs concentriques ressemblent à un cône. La ligne médiane passe directement par le milieu. La réduction est symétrique.
Les réducteurs excentriques ont un bord qui reste droit (le “côté plat”) tandis que l'autre côté se rétrécit. La ligne médiane est décalée.
Pourquoi la distinction? Il ne s'agit pas seulement d'avoir l'air soigné. Il s'agit de physique et, plus important encore, à propos du drainage et des poches d'air.
Si vous tracez une ligne horizontale avec du liquide, et tu mets un réducteur concentrique dessus, le haut du tuyau au gros bout est plus haut que le haut du tuyau au petit bout. Ce point culminant? C'est là que l'air s'accumule. Formes de poches d'air. Vous obtenez des turbulences, vous obtenez une réduction du débit, et dans une ligne à vapeur, vous obtenez un coup de bélier qui peut faire sauter un joint directement de son siège. J'ai vu cela se produire dans une laiterie du Wisconsin en 1998.. J'ai effectué toute une opération de pasteurisation. Des milliers de gallons dans les égouts parce que quelqu'un a utilisé un réducteur concentrique sur une ligne horizontale.
C'est là qu'intervient l'excentrique. Vous l'installez avec le côté plat vers le haut pour évacuer le gaz, ou côté plat vers le bas pour évacuer les sédiments. Règle simple, mais tu serais étonné combien “expérimenté” les installateurs se trompent.
La réalité manufacturière: Ce n'est pas juste un entonnoir
La façon dont nous faisons en sorte que ces choses compte. Vous ne pouvez pas simplement prendre un morceau de tuyau et le presser. Bien, tu peux, mais ça se froissera comme la chaussette d'un vieil homme.
L'itinéraire fluide (Le cher, Route forte)
Pour les tailles plus petites, disons jusqu'à 24 pouces : nous commençons par un tuyau sans soudure. Nous le chauffons et utilisons un procédé appelé formage à froid ou formage à chaud., en fonction de l'épaisseur de la paroi et du matériau.
-
La méthode de formage/pressage à froid: On prend le tuyau, mets-le dans un dé, et enfoncez-y un bouchon conique (expansion) ou presser l'extrémité vers le bas (rétrécissement). Pour une réduction sévère, tu devras peut-être le faire par étapes. Poussez un peu, recuire, pousse-le encore. Cela maintient la structure du grain. C'est comme forger une épée, je ne jette pas de pot. Le grain coule avec la forme.
-
La méthode de la tête bombée (Estampillage): Pour des trucs plus gros, ou des alliages bizarres, nous pourrions découper un cercle dans une assiette, chauffe-le, et tamponnez-le dans un dé pour former une moitié. Soudez ensuite les deux moitiés ensemble. C'est un “segmenté” réducteur de. Il a une soudure longitudinale. C'est moins cher, mais cette soudure est un point de défaillance potentiel. Il faut le radiographier, test par ressuage. Si un fournisseur ne mentionne pas le cordon de soudure sur un réducteur de grand diamètre, demander. Ils le cachent peut-être.
Les mathématiques du cône
On ne devine pas les angles. Tout dépend de l'angle inclus. Pour raccords à souder bout à bout standard (ASME B16.9), le cône n’est pas agressif. Mais pour les trucs personnalisés? Tu dois calculer la chute de pression.
Voici une version simplifiée du coefficient de perte de Bernoulli pour une contraction progressive:
tube en acier à chaud:
-
= Coefficient de résistance
-
= Angle inclus du cône (l'angle étroit)
-
= Rapport de diamètre (petit diamètre / grand diamètre)
Si
est trop gros,
pointes. Cela signifie que vous gaspillez l’énergie de la pompe, et tu risques la cavitation. Je dis toujours aux gars du design: garder le cône doux. Un angle inclus de 15 degrés est agréable. Un 30 degrés le pousse. Tout est fini 45 degrés sur une ligne à grande vitesse, et tu cherches des ennuis.
Le choix des matériaux: Ne soyez pas un héros
Je vois tout le temps des spécifications qui disent “Acier inoxydable.” C'est comme dire “Voiture.” Quel genre? Où va-t-il?
Acier au carbone (ASTM A234 WPB)
C'est votre bête de somme. Eau, vapeur, huile, gaz. Jusqu'à environ 800°F. Mais voici le kicker: ça rouille. Si vous êtes dans un environnement humide comme la côte du Golfe ou l’Asie du Sud-Est, et vous stockez ces ferrures à l'extérieur sans revêtement, ils rouillent du jour au lendemain. J'ai ouvert une caisse à Jakarta une fois, et les réducteurs avaient l'air d'avoir été dragués du port. La rouille de surface n’est généralement pas un problème structurel, mais ça a l'air mauvais, et ça pique. Ces piqûres peuvent être un point de départ pour corrosion sous isolation (LEQUEL). Spécifiez une introduction à l'atelier s'ils doivent rester dans un entrepôt pendant six mois.
En acier inoxydable (ASTM A403 WP304/316)
304 est pour la résistance générale à la corrosion. 316 ajoute du molybdène, qui combat les chlorures. Si vous êtes près d'une côte, ou dans une usine chimique avec de l'eau de Javel, aller 316.
Mais l'inox a un sale secret: fissuration par corrosion sous contrainte de chlorure. Si tu mets un 304 réducteur à chaud, environnement riche en chlorures (comme un isolant mouillé par l'eau de mer), ça va craquer. C'est comme regarder une vitre se briser au ralenti. Il faut regarder la température de fonctionnement. S'il fait plus de 140°F et qu'il y a des chlorures, soit tu montes vers un alliage à haute teneur en nickel (comme 6% Mo ou Inconel), ou vous vous assurez que la gaine isolante est mieux scellée qu'un sous-marin.
Acier allié (ASTM A234 WP11, WP22, WP91)
C'est pour haute température. Centrales électriques, raffineries. WP91 est une bête. C'est fort, mais c'est capricieux. Vous devez le traiter thermiquement correctement. Si un réducteur WP91 se fissure, c'est généralement parce que le fabricant n'a pas fait le traitement thermique post-soudage (PWHT) correctement. La structure du grain est gâchée. C'est fragile. J'ai martelé un raccord WP91 mal traité, et il s'est brisé comme de la fonte. Des trucs effrayants.
Table: Matériaux de réduction courants & Applications
| Qualités de matériau | Norme | Application typique | Température maximale (Rugueux) | Risque de corrosion |
|---|---|---|---|---|
| Acier au carbone | ASTM A234 WPB | Eau, Vapeur, Huile, Gaz | 800° F (425° C) | Rouille générale, LEQUEL |
| Acier au carbone | ASTM A420 WPL6 | Basse température (Cryogénique) | -50° F (-45° C) | Résistance aux chocs nécessaire |
| Inox 304/304L | ASTM A403 WP304 | Nourriture, Eau, Chimie douce | 1500° F (800° C) | Fissuration sous contrainte des chlorures |
| Inox 316/316L | ASTM A403 WP316 | Marine, Produits chimiques agressifs | 1500° F (800° C) | Meilleure résistance au chlorure |
| Acier allié | ASTM A234 WP11 | Raffinerie, Haute température | 1100° F (595° C) | Oxydation |
| Acier allié | ASTM A234 WP91 | Génération de puissance, Ultra haute température | 1200° F (650° C) | Fissuration de type IV dans la ZAT |
Dimensions des réducteurs concentriques et excentriques ANSI B16.9
Basé sur la norme ASME/ANSI B16.9 | 40Calendrier S/STD
| Nominal Pipe Size | Diamètre extérieur à grande extrémité (dans) | Diamètre extérieur à grande extrémité (mm) | OD du petit bout (dans) | OD du petit bout (mm) | Dimension de bout en bout (dans) | Dimension de bout en bout (mm) | Poids (kg/pièce) |
|---|---|---|---|---|---|---|---|
| 3/4×1/2 | 1.05 | 27 | 0.84 | 21 | 1.50 | 38 | 0.06 |
| 3/4×3/8 | 1.05 | 27 | 0.68 | 17 | 1.50 | 38 | |
| 1×3/4 | 1.32 | 33 | 1.05 | 27 | 2.00 | 51 | 0.12 |
| 1×1/2 | 1.32 | 32 | 0.84 | 21 | 2.00 | 51 | 0.11 |
| 11/4×1 | 1.66 | 42 | 1.32 | 33 | 2.00 | 51 | 0.16 |
| 11/4×3/4 | 1.66 | 42 | 1.05 | 27 | 2.00 | 51 | 0.14 |
| 11/4×1/2 | 1.66 | 42 | 0.84 | 21 | 2.00 | 51 | 0.13 |
| 11/2×11/4 | 1.90 | 48 | 1.66 | 42 | 2.50 | 64 | 0.24 |
| 11/2×1 | 1.90 | 48 | 1.32 | 33 | 2.50 | 64 | 0.22 |
| 11/2×3/4 | 1.90 | 48 | 1.05 | 27 | 2.50 | 64 | 0.20 |
| 11/2×1/2 | 1.90 | 48 | 0.84 | 21 | 2.50 | 64 | 0.18 |
| 2×11/2 | 2.38 | 60 | 1.90 | 48 | 3.00 | 76 | 0.37 |
| 2×11/4 | 2.38 | 60 | 1.66 | 42 | 3.00 | 76 | 0.35 |
| 2×1 | 2.38 | 60 | 1.32 | 33 | 3.00 | 76 | 0.32 |
| 2×3/4 | 2.38 | 60 | 1.05 | 27 | 3.00 | 76 | 0.30 |
| 21/2×2 | 2.88 | 73 | 2.38 | 60 | 3.50 | 89 | 0.72 |
| 21/2×11/2 | 2.88 | 73 | 1.90 | 48 | 3.50 | 89 | 0.66 |
| 21/2×11/4 | 2.88 | 73 | 1.66 | 42 | 3.50 | 89 | 0.63 |
| 21/2×1 | 2.88 | 73 | 1.32 | 33 | 3.50 | 89 | |
| 3×21/2 | 3.50 | 89 | 2.88 | 73 | 3.50 | 89 | 0.93 |
| 3×2 | 3.50 | 89 | 2.38 | 60 | 3.50 | 89 | 0.85 |
| 3×11/2 | 3.50 | 89 | 1.90 | 48 | 3.50 | 89 | 0.78 |
| 3×11/4 | 3.50 | 89 | 1.66 | 42 | 3.50 | 89 | 0.75 |
| 31/2×3 | 4.00 | 102 | 3.50 | 89 | 4.00 | 102 | |
| 31/2×21/2 | 4.00 | 102 | 2.88 | 73 | 4.00 | 102 | |
| 31/2×2 | 4.00 | 102 | 2.38 | 60 | 4.00 | 102 | |
| 31/2×11/2 | 4.00 | 102 | 1.90 | 48 | 4.00 | 102 | |
| 4×31/2 | 4.50 | 114 | 4.00 | 102 | 4.00 | 102 | |
| 4×3 | 4.50 | 114 | 3.50 | 89 | 4.00 | 102 | 1.45 |
| 4×21/2 | 4.50 | 114 | 2.88 | 73 | 4.00 | 102 | 1.37 |
| 4×2 | 4.50 | 114 | 2.38 | 60 | 4.00 | 102 | 1.27 |
| 4×11/2 | 4.50 | 114 | 1.90 | 48 | 4.00 | 102 | 1.18 |
| 5×4 | 5.56 | 141 | 4.50 | 114 | 5.00 | 127 | 2.50 |
| 5×3 | 5.56 | 141 | 3.50 | 89 | 5.00 | 127 | 2.27 |
| 32×26 | 32.00 | 813 | 26.00 | 660 | 24.00 | 610 | |
| 32×24 | 32.00 | 813 | 24.00 | 610 | 24.00 | 610 | |
| 34×32 | 34.00 | 864 | 32.00 | 813 | 24.00 | 610 | |
| 34×30 | 34.00 | 864 | 30.00 | 762 | 24.00 | 610 | |
| 34×26 | 34.00 | 864 | 26.00 | 660 | 24.00 | 610 | |
| 34×24 | 34.00 | 864 | 24.00 | 610 | 24.00 | 610 | |
| 36×34 | 36.00 | 914 | 34.00 | 864 | 24.00 | 610 | |
| 36×32 | 36.00 | 914 | 32.00 | 813 | 24.00 | 610 | |
| 36×30 | 36.00 | 914 | 30.00 | 762 | 24.00 | 610 | |
| 36×26 | 36.00 | 914 | 26.00 | 660 | 24.00 | 610 | |
| 36×24 | 36.00 | 914 | 24.00 | 610 | 24.00 | 610 | |
| 38×36 | 38.00 | 965 | 36.00 | 914 | 24.00 | 610 | |
| 38×34 | 38.00 | 965 | 34.00 | 864 | 24.00 | 610 | |
| 38×32 | 38.00 | 965 | 32.00 | 813 | 24.00 | 610 | |
| 38×30 | 38.00 | 965 | 30.00 | 762 | 24.00 | 610 | |
| 38×28 | 38.00 | 965 | 28.00 | 711 | 24.00 | 610 | |
| 38×26 | 38.00 | 965 | 26.00 | 660 | 24.00 | 610 | |
| 40×38 | 40.00 | 1016 | 38.00 | 965 | 24.00 | 610 | |
| 40×36 | 40.00 | 1016 | 36.00 | 914 | 24.00 | 610 | |
| 40×34 | 40.00 | 1016 | 34.00 | 864 | 24.00 | 610 | |
| 40×32 | 40.00 | 1016 | 32.00 | 813 | 24.00 | 610 | |
| 40×30 | 40.00 | 1016 | 30.00 | 762 | 24.00 | 610 | |
| 42×40 | 42.00 | 1067 | 40.00 | 1016 | 24.00 | 610 | |
| 42×38 | 42.00 | 1067 | 38.00 | 965 | 24.00 | 610 | |
| 42×36 | 42.00 | 1067 | 36.00 | 914 | 24.00 | 610 | |
| 42×34 | 42.00 | 1067 | 34.00 | 864 | 24.00 | 610 | |
| 42×32 | 42.00 | 1067 | 32.00 | 813 | 24.00 | 610 | |
| 42×30 | 42.00 | 1067 | 30.00 | 762 | 24.00 | 610 | |
| 44×42 | 44.00 | 1118 | 42.00 | 1067 | 24.00 | 610 | |
| 44×40 | 44.00 | 1118 | 40.00 | 1016 | 24.00 | 610 | |
| 44×38 | 44.00 | 1118 | 38.00 | 965 | 24.00 | 610 | |
| 44×36 | 44.00 | 1118 | 36.00 | 914 | 24.00 | 610 | |
| 46×44 | 46.00 | 1168 | 44.00 | 1118 | 28.00 | 711 | |
| 46×42 | 46.00 | 1168 | 42.00 | 1067 | 28.00 | 711 | |
| 46×40 | 46.00 | 1168 | 40.00 | 1016 | 28.00 | 711 | |
| 46×38 | 46.00 | 1168 | 38.00 | 965 | 28.00 | 711 | |
| 48×46 | 48.00 | 1219 | 46.00 | 1168 | 28.00 | 711 | |
| 48×44 | 48.00 | 1219 | 44.00 | 1118 | 28.00 | 711 | |
| 48×42 | 48.00 | 1219 | 42.00 | 1067 | 28.00 | 711 | |
| 48×40 | 48.00 | 1219 | 40.00 | 1016 | 28.00 | 711 | |
| 5×21/2 | 5.56 | 141 | 2.88 | 73 | 5.00 | 127 | 2.16 |
| 6×5 | 6.62 | 168 | 5.56 | 141 | 5.50 | 140 | 3.57 |
| 6×4 | 6.62 | 168 | 4.50 | 114 | 5.50 | 140 | 3.30 |
| 6×3 | 6.62 | 168 | 3.50 | 89 | 5.50 | 140 | 3.04 |
| 8×6 | 8.62 | 219 | 6.62 | 168 | 6.00 | 152 | 5.71 |
| 8×5 | 8.62 | 219 | 5.56 | 141 | 6.00 | 152 | 5.40 |
| 8×4 | 8.62 | 219 | 4.50 | 114 | 6.00 | 152 | 5.10 |
| 10×8 | 10.75 | 273 | 8.62 | 219 | 7.00 | 178 | 9.58 |
| 10×6 | 10.75 | 273 | 6.62 | 168 | 7.00 | 178 | 8.78 |
| 10×5 | 10.75 | 273 | 5.56 | 141 | 7.00 | 178 | 8.42 |
| 12×10 | 12.75 | 324 | 10.75 | 273 | 8.00 | 203 | 13.60 |
| 12×8 | 12.75 | 324 | 8.62 | 219 | 8.00 | 203 | 12.70 |
| 12×6 | 12.75 | 324 | 6.62 | 168 | 8.00 | 203 | 11.80 |
| 14×12 | 14.00 | 356 | 12.75 | 324 | 13.00 | 330 | 25.40 |
| 14×10 | 14.00 | 356 | 10.75 | 273 | 13.00 | 330 | 23.60 |
| 14×8 | 14.00 | 356 | 8.62 | 219 | 13.00 | 330 | 21.80 |
| 16×14 | 16.00 | 406 | 14.00 | 356 | 14.00 | 356 | 31.00 |
| 16×12 | 16.00 | 406 | 12.75 | 324 | 14.00 | 356 | 29.60 |
| 16×10 | 16.00 | 406 | 10.75 | 273 | 14.00 | 356 | 27.80 |
| 18×16 | 18.00 | 457 | 16.00 | 406 | 15.00 | 381 | 37.80 |
| 18×14 | 18.00 | 457 | 14.00 | 356 | 15.00 | 381 | 35.70 |
| 18×12 | 18.00 | 457 | 12.75 | 324 | 15.00 | 381 | 34.30 |
| 20×18 | 20.00 | 508 | 18.00 | 457 | 20.00 | 508 | 56.40 |
| 20×16 | 20.00 | 508 | 16.00 | 406 | 20.00 | 508 | 53.50 |
| 20×14 | 20.00 | 508 | 14.00 | 356 | 20.00 | 508 | 50.80 |
| 22×20 | 22.00 | 559 | 20.00 | 508 | 20.00 | 508 | 62.60 |
| 22×18 | 22.00 | 559 | 18.00 | 457 | 20.00 | 508 | 59.70 |
| 22×16 | 22.00 | 559 | 16.00 | 406 | 20.00 | 508 | 57.10 |
| 24×22 | 24.00 | 610 | 22.00 | 559 | 20.00 | 508 | 68.60 |
| 24×20 | 24.00 | 610 | 20.00 | 508 | 20.00 | 508 | 65.70 |
| 24×18 | 24.00 | 610 | 18.00 | 457 | 20.00 | 508 | 63.00 |
| 26×24 | 26.00 | 600 | 24.00 | 610 | 24.00 | 610 | |
| 26×22 | 26.00 | 600 | 22.00 | 559 | 24.00 | 610 | |
| 26×20 | 26.00 | 600 | 20.00 | 508 | 24.00 | 610 | |
| 26×18 | 26.00 | 600 | 18.00 | 457 | 24.00 | 610 | |
| 28×26 | 28.00 | 711 | 26.00 | 660 | 24.00 | 610 | |
| 28×24 | 28.00 | 711 | 24.00 | 610 | 24.00 | 610 | |
| 28×20 | 28.00 | 711 | 20.00 | 508 | 24.00 | 610 | |
| 28×18 | 28.00 | 711 | 18.00 | 457 | 24.00 | 610 | |
| 30×28 | 30.00 | 762 | 28.00 | 711 | 24.00 | 610 | |
| 30×26 | 30.00 | 762 | 26.00 | 660 | 24.00 | 610 | |
| 30×24 | 30.00 | 762 | 24.00 | 610 | 24.00 | 610 | |
| 30×20 | 30.00 | 762 | 20.00 | 508 | 24.00 | 610 | |
| 32×30 | 32.00 | 813 | 30.00 | 762 | 24.00 | 610 | |
| 32×28 | 32.00 | 813 | 28.00 | 711 | 24.00 | 610 |
Remarques:
- Les dimensions sont basées sur la norme ASME/ANSI B16.9 pour les raccords à souder bout à bout
- OD = Diamètre extérieur
- Les valeurs de poids marquées d'un vide ne sont pas disponibles dans la norme d'origine
- Toutes les dimensions sont en pouces (dans) et millimètres (mm) comme spécifié
- Format de la taille nominale du tuyau: Grande taille x petite taille (par exemple., 3/4×1/2)
Le dilemme des achats: Ce qui empêche les acheteurs de dormir la nuit
Je parle aux responsables des achats chaque semaine. Ils sont stressés. Ce ne sont pas des tuyauteurs; ce sont des compteurs de haricots avec un bon de commande. Et ils sont terrifiés par trois choses.
1. Le pari de l’épaisseur des murs
La spécification dit SCH 80. Le fournisseur cite SCH 80. Vous obtenez l'ajustement, et il se soude sur un SCH 80 tuyau. Mais voici le sale petit secret: le diamètre interne est peut-être erroné.
ASME B16.9, la norme pour les raccords forgés à souder bout à bout fabriqués en usine, permet une certaine tolérance. L'épaisseur de paroi au niveau du biseau de soudure doit correspondre à celle du tuyau, mais dans le corps du réducteur, ça peut être plus fin. Combien plus mince? Cela peut être aussi bas que 87.5% du mur nominal. Alors, si vous avez commandé un SCH 80 raccord (0.500″ mur), le corps pourrait n'être que de 0,4375″ d'épaisseur. C'est bien pour la pression, d'habitude. Mais si vous l'avez commandé pour un alésage spécifique, ou si vous envisagez d'usiner l'intérieur, tu es foutu. Tu n'auras pas assez de viande.
Comment y remédier: Ne vous contentez pas de commander “SCH 80.” Si vous avez besoin d'une intégrité totale du mur, Ordonnance “STD” mur avec un “S” suffixe, ou précisez “Mur complet” sur votre bon de commande. Mieux encore, envoyer un croquis avec votre exigence de diamètre intérieur minimum. Faites-leur le garantir.
2. La confusion de l’orientation excentrique
J'ai reçu un appel d'un site en Alberta il y a deux hivers. -40 degrés. Ils ont installé 20 réducteurs excentriques sur une ligne glycol. Ils les ont tous mis à plat vers le bas. La conduite était censée s'écouler par les pompes. Le côté plat vers le bas emprisonne le fluide. Le glycol a gelé. Un corps de pompe fissuré. $200,000 mistake.
Le dessin disait “Ecc Rouge.” Le monteur a pris le côté plat vers le bas parce que c'est ainsi que son dernier contremaître lui a appris. Mais sur une conduite d'aspiration pour une pompe, le côté plat doit être sur le dessus pour empêcher l'air de s'accumuler et de provoquer une cavitation. Sur un support à tuyaux, côté plat vers le bas pour maintenir le bas du tuyau à niveau pour le support.
Comment y remédier: Lorsque vous rédigez le bon de commande ou la spécification, écris-le comme ça: “Réducteur excentrique, Bride à Bride, Dessus latéral plat, pour l'aspiration de la pompe.” Ou “Réducteur excentrique, Fond latéral plat, pour support de tuyau.” Si le fournisseur vaut son sel, ils tamponneront “HAUT” du côté plat. S'ils ne le font pas, tu dois peindre une grosse flèche dessus. Ne présumez jamais.
Sagesse d'installation: L'ajustement sur le terrain
Vous avez donc votre tout nouveau réducteur sur place. Maintenant quoi?
Le contrôle du biseau
Les raccords à souder bout à bout ont un biseau. C'est le bord incliné pour la soudure. Avant même de le mettre en place, vérifier le biseau. Est-ce une norme 37.5 degrés? Y a-t-il une terre (la partie plate à la pointe)? Si le biseau est trop raide ou trop peu profond, votre soudeur brûlera ou n'obtiendra pas suffisamment de pénétration. J'ai une jauge de biseau dans ma poche. Utilisez-en un.
Le haut-bas
Quand vous installez un réducteur sur un tuyau, vous joignez deux diamètres différents. L'arrière du réducteur (le grand bout) correspond au gros tuyau. La façade correspond au petit tuyau. Mais si vous utilisez un raccord d’un fabricant et un tuyau d’un autre, les tolérances OD s'empilent. Vous pourriez obtenir un “haut-bas” où un bord est fier de l'autre. Tu ne peux pas simplement souder là-dessus. Vous devez le broyer en douceur, ou si c'est vraiment mauvais, vous le construisez avec de la soudure et le meulez. C'est le moment. C'est de l'argent.
le “Boîte de thon”
Jamais, jamais soulever un réducteur lourd en l'enchaînant à travers l'alésage. Surtout sur les gros diamètres, trucs à paroi mince. Tu l'ovaleras. Ça ressemblera à une boîte de thon. Une fois ovale, vous n'obtiendrez jamais un bon ajustement sur le joint de soudure. Utilisez des anneaux de levage ou attachez-le autour de l'extérieur..
L'avenir: Qu'est-ce qui change dans le jeu des réducteurs?
Je constate deux grandes tendances qui affectent la façon dont nous achetons et utilisons les réducteurs.
1. La fabrication additive (3D Impression) des raccords
Oubliez le soudage. J'ai vu une démo lors d'un salon à Düsseldorf l'année dernière. Ils impriment des réducteurs en Inconel 625. La structure des grains est parfaite. Pas de coutures. Le délai était 3 semaines au lieu de 12. Tout de suite, c'est cher. Mais pour les critiques, métiers des alliages forts dans le nucléaire ou l'aérospatial? Ça commence à avoir du sens. Les responsables des achats l'adorent car vous pouvez imprimer la pièce avec les biseaux de soudure déjà optimisés pour le tuyau spécifique auquel elle s'accouple.. Pas d'empilement de tolérances.
2. The IIoT and Predictive Maintenance
We’re starting to put sensors on reducers. Pourquoi? Because the reducer is a stress point. If you put an ultrasonic sensor on the wall of a reducer at a pump discharge, you can measure the exact wall thickness in real-time. When it starts to thin out due to erosion from cavitation, the system sends an alert. “Hey, your reducer is about to fail in 60 days.” That changes procurement from a reactive “oh crap, it broke” to a scheduled maintenance buy. You can order the part, have it on site, and swap it during a planned shutdown. No downtime.
Personal Anecdote: The Tale of the 10-Inch Concentric
I was working on a shutdown at a refinery in Louisiana. Big job. Replacing a bunch of piping in a crude unit. The采购 guy, a kid right out of college, ordered all the reducers. He ordered concentrics for everything. Horizontal lines, vertical lines, didn’t matter. “It’s what the MTO said,” he told me, pointing at the Material Take-Off from the engineering firm.
I pointed at a horizontal run of 12-inch to 8-inch. “That needs to be eccentric, flat side up,” I said.
He looked at me like I had three heads. “The drawing just says ‘Red.'”
We argued for an hour. I called his boss. His boss called the project engineer. The project engineer looked at the P&ID and said, “Huh. Yeah, that should be eccentric.”
We had 14 of those reducers already delivered. All concentric. All wrong. We had to air-freight the correct eccentrics from a supplier in Ohio. Cost the project an extra $40,000. And the kicker? The old concentrics are probably still sitting in their warehouse somewhere, rusting away.
The point is, la paperasse n'est pas toujours correcte. Le dessin n'est pas toujours correct. Vous devez réfléchir à la façon dont le tuyau sera réellement placé., comment le fluide s'écoulera, et que se passe-t-il lorsque vous éteignez la pompe.
Conclusion: Le réducteur est un canari dans la mine de charbon
Ne traitez pas un réducteur comme une marchandise. Ce n'est pas un boulon. C’est un composant de précision qui gère le flux d’énergie et de matière. Un mauvais choix de réducteur est le symptôme d’un mauvais processus d’ingénierie. Un réducteur bon marché est un pari contre votre propre disponibilité.
Lorsque vous rédigez ce bon de commande, pense au monteur dans le fossé en juillet, j'essaie d'aligner cette soudure. Pensez à l'opérateur dans la salle de contrôle, regarder la pression de la pompe fluctuer en raison des turbulences. Pensez au gars de la maintenance en janvier, debout dans la neige, découper un raccord fissuré.
Articles Similaires




Les virages d'induction sont disponibles sous des angles de virage standard (par exemple. 45°, 90°, etc.) ou peut être fabriqué sur mesure sur des angles de pliage spécifiques. Couronnes composées (hors du plan) Les virages dans un seul joint de tuyau peuvent également être produits. Le rayon de pliage est spécifié en fonction du diamètre. Par exemple, Les rayons de virage communs pour les virages d'induction sont 3D, 5D et 7D, où d est le diamètre du tuyau nominal.





Duplex 2205 et Super Duplex 2507 les brides en acier inoxydable se caractérisent par leur limite d'élasticité élevée, qui est le double de la limite d'élasticité recuite des aciers inoxydables austénitiques typiques, comme 304 et 316 brides en acier inoxydable. À cause de ça, Duplex 2205 et Super Duplex 2507 L'acier fait partie des qualités de duplex les plus couramment utilisées pour les brides avec Super Duplex. 2507 les brides étant la qualité la plus résistante à la corrosion des deux.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}