

Une nouvelle technologie: A335 Traitement thermique des joints soudés de tuyaux en acier allié
Peut 23, 2023
Quelle est la différence entre ASTM A105 et ASTM A234?
juin 18, 2023
Les perspectives de recherche et développement du carter d’huile HFW d’ABTER STEEL à l’avenir sont discutées. Il est souligné que le développement du carter d’huile ABTER STEEL HFW devrait mettre en valeur la sidérurgie. + fabrication de tuyaux + Traitement des tuyaux
et les avantages d’un système de qualité cohérent pour parvenir à un développement différencié; Élargir les spécifications et les résultats des produits développés, recherche et développement de K55 à paroi épaisse de grand diamètre, anti-extrusion élevée et corrosion la résistance
Boîtier d’huile.
Mots-clés: HFW; carter d'huile; ABTER ACIER; État de la recherche et du développement; perspective; J55; K55
Selon la méthode de formage, Les tuyaux de tubage d’huile sont divisés en deux types: Tubes en acier sans soudure et tubes soudés. Par rapport aux tuyaux en acier sans soudure, Les tuyaux soudés présentent les caractéristiques les plus remarquables d’épaisseur de paroi élevée et de précision dimensionnelle, Bonne résistance à l’effondrement, et processus de fabrication court. , efficacité élevée de production, Large gamme de spécifications, économie d'énergie, Faible coût de production, et des performances à coût élevé; donc, Soudage à haute fréquence (HFW en abrégé) est couramment utilisé dans les boyaux d’huile dans les pays étrangers (comme les États-Unis, Allemagne, Japon, Corée du Sud, etc.) ) tuyaux au lieu de tuyaux en acier sans soudure, Les champs pétrolifères nationaux encouragent également progressivement l’utilisation de [1]
.
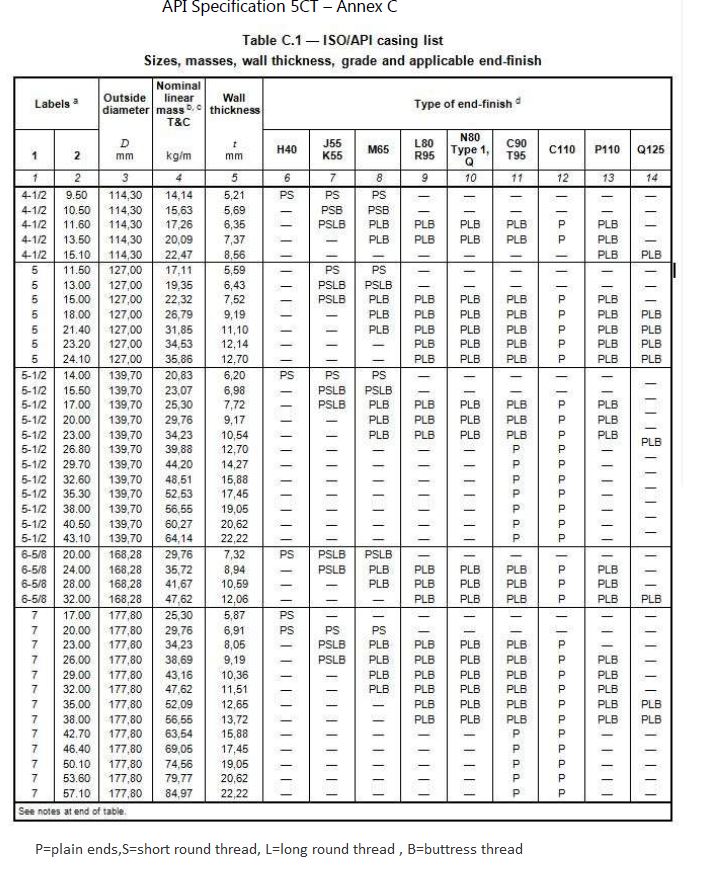
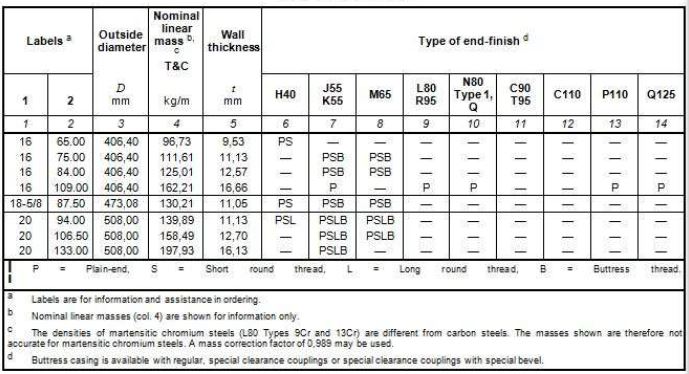
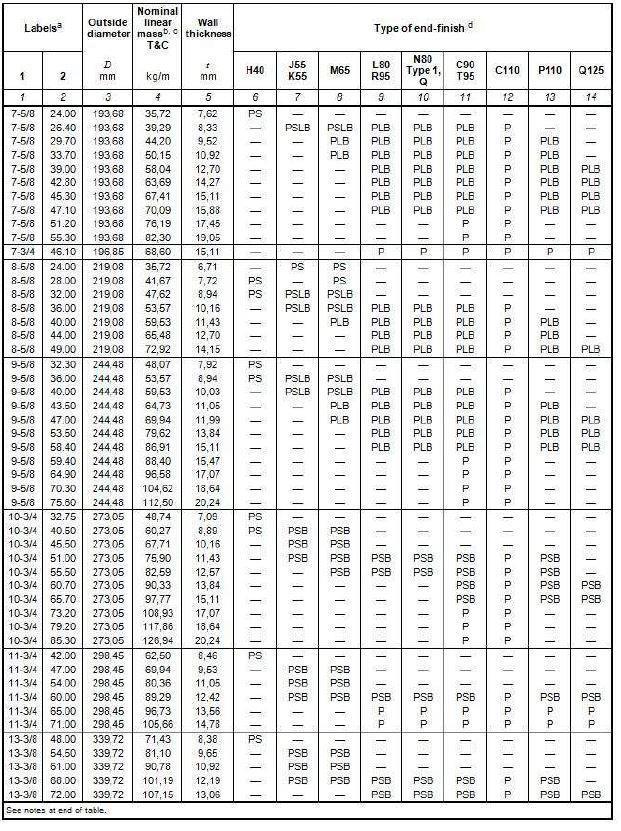
ABTER STEEL Co., Ltd. (ABTER STEEL en abrégé) a développé H40, J55, K55,
M65, L80 -1, N80 -Q, N80 -1 et les produits de carter d’huile HFW de qualité d’acier P110, y compris 7 Diamètres extérieurs (219.08 ~508,00 mm), 46 Spécifications (Table 1), répondre fondamentalement au plan du produit Selon les exigences, 500,000 Des tonnes ont été fournies à des champs pétrolifères nationaux et étrangers et à d’autres utilisateurs [2-3].

API 5CT Gr.J55 Tubage de tuyau
API 5CT-American Petroleum Institute est la spécification pour les tubages et tubes sans soudure, API 5CT J55 Tuyaux de cuvelage est principalement utilisé pour les puits peu profonds, puits géothermiques, et les puits d’eau ou le forage de puits de pétrole principalement pour soutenir la paroi du puits pendant et après le forage afin d’assurer le processus de forage et le fonctionnement normal de l’ensemble du puits après l’achèvement. Fer du monde & steel est l’un des principaux fabricants et fournisseurs de tubes de boîtier en Chine, si vous souhaitez acheter ou importer un tuyau de boîtier API J55 de haute qualité, N’hésitez pas à nous contacter.
Norme: API 5CT
Noter: J55
Tolérance.
Tolérance OD<114,3 mm ±0,79
Tolérance OD≥114,3 mm -0.5% +1%
Tolérance d’épaisseur:-12.5%
Applications: Puits peu profonds, puits géothermiques, et puits d’eau ou autres puits de pétrole
Difficultés techniques et caractéristiques de procédé du boîtier J55
Par rapport à d’autres méthodes de soudage, Le soudage à haute fréquence se caractérise par l’absence de charges métalliques (tels que le fil de soudage); donc, lorsque le processus de soudage est stable, La qualité du soudage dépend en grande partie de la qualité de la bande d’acier. Par exemple, le boîtier J55 produit par l’unité de tuyauterie soudée à joint longitudinal HFW Φ610 mm de Baosteel a une composition chimique originale en acier avec C et Mn comme principaux éléments de renforcement, ne contient pas de Nb, et dispose d’une ségrégation centrale dans les bandes d’acier laminées à chaud [1 ]
.
La gamme de boîtiers d’huile J55 qui peuvent être fabriqués est Ф219.08 ~ 508.00 mm, dont les largeurs de courroie en acier utilisées pour les deux spécifications de Ф219,08 mm et Ф244,48 mm sont 700 mm et 770 mm respectivement, qui sont des bandes étroites. Afin de ne pas gaspiller la capacité de laminage à chaud, Habituellement laminé à chaud 1 420 mm, 1 560 Les bandes de mm de large sont sectionnées longitudinalement le long de la ligne médiane. En raison de la ségrégation de la composition des bandes d’acier laminées à chaud, et la ségrégation des 1/2 .part (le centre de la bande d’acier) est sérieux, la zone de ségrégation centrale est située au niveau de la soudure après la pose du tuyau, et la zone de ségrégation dans la zone affectée par la chaleur de la soudure après la soudure en ligne normalisant le traitement thermique Il y a des bandes de martensite sur le boîtier, et les normes API n’autorisent pas la présence de martensite non tempérée dans le boîtier, Il est donc nécessaire d’ajouter
Ajouter le traitement thermique du tube entier pour éliminer, augmentant ainsi le coût de production. Viser les problèmes ci-dessus, ABTER STEEL Co., Ltd. conçu deux schémas d’essai pour ajuster la composition chimique de la bande d’acier utilisée pour le boîtier J55[1]
.
Schéma 1: Réduire le carbone dans la conception des matériaux pour réduire la ségrégation centrale des bandes d’acier, w (C) est 0.17% à 0.20%, 0.075% inférieure à la composition chimique d’origine, Réduire la ségrégation du carbone; Si, Contenu en Mn et composition originale même. Après l’essai de production du régime 1, la ségrégation au centre de la bande d’acier est réduite, Mais il y a encore une petite quantité de martensite sur la zone de ségrégation dans la zone affectée par la chaleur après le traitement thermique normalisant la soudure[1]
.
Schéma 2: Réduire le carbone et le manganèse dans la conception des matériaux pour réduire la ségrégation centrale des bandes d’acier, w (C) est 0.13% à 0.18%, lequel est 0.105% inférieure à la composition chimique d’origine, Réduire la ségrégation du carbone; w (Mn) est de 0,60% ~ 1,00%, lequel est 0.30% inférieure à la composition chimique d’origine, ce qui réduit la ségrégation du manganèse, de sorte qu’il n’y a pas de structure martensitique après normalisation en ligne du traitement thermique dans la soudure[1]; perte de force, améliorer les performances de traitement du tuyau et empêcher le filetage du tubage de coller; ajouter une petite quantité de Ca pour purifier l’acier fondu, promouvoir la globulisation du MnS, et améliorer la performance globale du matériau [4]. Pour les bandes d’acier J55 conçues selon la composition de Scheme 2, La martensite n’apparaîtra pas dans la zone affectée par la chaleur de la soudure après le fabrication du tuyau, et la microstructure et la résistance répondent aux exigences de la spécification API 5CT.
API 5CT K55/J55 Composition chimique
| Noter | C≤ | Si≤ | Mn≤ | ≤ | S≤ | CR≤ | Ni≤ | Cu≤ | Mo≤ | V≤ |
| API 5CT K55/J55 | 0.34-0.39 | 0.20-0.35 | 1.25-1.50 | 0.020 | 0.015 | 0.15 | 0.20 | 0.20 | / | / |
API 5CT K55/J55, propriété mécanique
| Nuance d’acier | Limite d’élasticité (MPa) | Résistance à la traction (MPa) | Allongement total sous charge % |
| API 5CT K55 | 379-552 | ≥655 | 0.5 |
| API 5CT J55 | 379-552 | ≥517 | 0.5 |
Traitement thermique (PSL2 et PSL1 sont différents)
API 5CT J55 PSL1 et API 5CT K55 PSL2 sont identiques (Livraison continue);
LSIP2 :J55 et K55 doivent être normalisés ou normalisés et tempérés. En cas d’épaississement, normaliser ou normaliser et tempérer doit être ajouté après épaississement.
Essai de choc (PSL2 et PSL1 sont différents)
Tube: LSIP1, J55 et K55 n’ont aucune exigence; PSL2 J55 et K55 nécessitent un travail d’impact minimal 20J d’éprouvette pleine grandeur, et travail d’impact minimal 27J d’éprouvette grandeur nature.
Couplage: Les essais de choc J55 et K55 sont nécessaires. L’énergie minimale d’impact de l’échantillon est de 20J, et l’énergie d’impact minimale de l’échantillon de taille réelle est de 27J.
Difficultés techniques et caractéristiques de procédé du tubage K55
La plage de limite d’élasticité du carter d’huile de qualité acier K55 se situe entre 379 et 552MPa, et la résistance à la traction est supérieure à 655MPa, qui se caractérise par un très faible rapport de rendement du matériau (0.58-0.84). Conçu à partir de la composition chimique des matériaux
En d’autres termes, Les aciers au carbone-manganèse courants sont idéaux pour obtenir de faibles rapports de rendement, tels que l’acier 37Mn5, qui est largement utilisé dans la production de tuyaux en acier sans soudure de qualité K55, avec w(C) sur 0.37% et w(Mn) sur 1.3%. La limite d’élasticité de 37Mn5 après laminage est d’environ 450 MPa, la résistance à la traction est supérieure 700 MPa, et le ratio de rendement est 0.64, qui peut répondre aux exigences des propriétés mécaniques de qualité d’acier K55[5]
Le processus de production du tubage HFW est: la fabrication de l’acier → la coulée continue → le laminage à chaud en bobines → le cisaillement de la tête et de la queue le soudage bout bout à bout des bobines → le formage de bandes → le soudage → le traitement en ligne par soudure ou le traitement thermique de l’ensemble du tuyau → le traitement des tuyaux → l’inspection en usine. Le procédé de soudage bout bout à bout par cisaillement de la tête et de la queue de bobine est le processus clé pour réaliser la production continue de bobines multiples et refléter l’efficacité de production des tubes soudés HFW. toutefois, en raison de la faible teneur en équivalent carbone des matériaux requis pour le soudage bout à bout de la tête à la queue des bobines, il est généralement exigé que l’équivalent carbone CEIIW soit inférieur à 0.43, sinon, il est facile de provoquer la rupture de la bande et d’affecter sérieusement l’efficacité de la production. Depuis que l’équivalent carbone CEIIW de 37Mn5 acier atteint 0.58, combiné avec les caractéristiques du processus de production des tubes soudés, cet acier n’est évidemment pas adapté à la production de carter d’huile HFW de nuance d’acier K55; donc, la difficulté technique dans la production du carter d’huile HFW de qualité d’acier K55 réside dans le matériau La conception doit garantir un faible rapport d’élasticité à un faible équivalent carbone. La méthode de formage HFW d’ABTER STEEL Co., Ltd. adopte une technologie avancée de formage de rouleaux de rangs, qui garantit l’obtention d’excellentes performances de soudure. Au cours du processus de formation, la bande d’acier passe à travers les rouleaux de chaque laminoir, et se plie progressivement à la forme de l’ébauche de tube idéale selon le système de passe conçu [3], qui est un processus de déformation continu et dynamique. Dans ce processus, ainsi que la déformation transversale de la bande d’acier, tension, La compression et le retour élastique se produisent simultanément, Déformation par cisaillement en surface et dans le sens de l’épaisseur de la plaque, et étirement longitudinal et déformation par extrusion sur le bord [6]. L’état de contrainte de diverses déformations est très compliqué, mais la déformation ε peut être estimée par la formule suivante: ε=t/(D+t) (1) où t——épaisseur de la bande d’acier, mm; D——Diamètre extérieur du tuyau soudé, mm . La pratique a prouvé que par la réduction des émissions de carbone, Alliage et refroidissement contrôlé pendant le laminage à chaud, il est possible de produire des bobines laminées à chaud dont les propriétés mécaniques répondent aux exigences de la nuance d’acier K55. Par exemple, pour une bobine laminée à chaud dont la température de laminage finale est supérieure à 860 °C et une température d’enroulement de 570 ° C, La limite d’élasticité est 478 MPa et la résistance à la traction est 697 MPa [5]. Pour le boîtier de diamètre moyen Ф273 mm×10,16 mm, La contrainte après la fabrication de tuyaux est d’environ 3.6%. Selon la courbe contrainte-déformation, Lorsque la souche de 3.6% se produit, La limite d’élasticité après la fabrication des tuyaux augmentera à environ 563 MPa, qui a Il dépasse la plage d’élasticité requise de la nuance d’acier K55 [5]. Pour ce type de bobine laminée à chaud, afin de s’assurer que la limite d’élasticité après la fabrication des tuyaux est inférieure à 552 MPa, La déformation après la fabrication des tuyaux ne doit pas dépasser 3.0%. Si le boîtier HFW de différentes spécifications de nuance d’acier K55 est limité par 3.0% filtrer, il n’y a que Ф339,72 mm×9,65 mm, Ф406.4 mm×11.13 mm, Ф473.08 mm×11.05 mm, Ф508 mm×12,7 mm, Ф508 mm ×11,13 mm et autres spécifications des bagues HFW ont une déformation inférieure à 3.0%, c’est-à-dire, dans la condition idéale de ne pas tenir compte de la fluctuation des performances des bobines, seulement les cinq spécifications ci-dessus des boîtiers Les propriétés mécaniques après la fabrication des tuyaux peuvent répondre aux exigences de la nuance d’acier K55. Pour les enveloppes d’autres spécifications, le traitement thermique doit être utilisé après la fabrication des tuyaux pour produire des tubages HFW qualifiés.
La production sur site montre que par rapport à la bobine, La limite d’élasticité du corps du tuyau après formage est d’environ 50-100 MPa supérieur à celui de la bobine, et la résistance à la traction est d’environ 10-30 MPa inférieur. De cette façon, La limite d’élasticité idéale de la bobine doit être contrôlée
Il est d’environ 400MPa, tandis que la résistance à la traction doit être contrôlée au-dessus de 680MPa; Le ratio de rendement est 0.59. Évidemment, Un rapport de rendement aussi faible est difficile à atteindre pour le carbone ordinaire ou l’acier faiblement allié.
La pratique a montré que: en raison de l’effet d’écrouissage important du boîtier HFW de petit diamètre, les propriétés mécaniques de la tôle laminée à chaud après enroulement ne peuvent pas répondre aux exigences de la nuance d’acier K55. toutefois, L’effet d’écrouissage du tubage de grand diamètre est faible avec la même épaisseur de paroi. Sur la base de recherches en laboratoire, Deux ensembles de solutions techniques peuvent être adoptés pour y faire face respectivement. Plan 1, spécifications supérieures à Ф339 mm, effectuer des essais de réglage fin sur la composition chimique des nuances d’acier actuelles, afin de produire des boîtiers qualifiés de qualité d’acier K55 par traitement thermique de soudure en ligne après la fabrication de tuyaux; Plan 2, spécifications inférieures à Ф339 mm, après avoir passé la fabrication du tuyau Le traitement thermique normalisant l’ensemble du tube répond aux exigences de performance de la nuance d’acier K55.
Pour la première série de régimes, L’idée de la conception de composition est: La meilleure combinaison de deux éléments d’alliage de renforcement de solution solide, C et Mn, peut réduire efficacement le rapport limite d’élasticité du matériau [7], tels que la nuance d’acier 37Mn5 pour la production de nuance d’acier K55 tuyau en acier sans soudure , et son rapport limite d’élasticité peut atteindre 0.64; donc, le carbone est réduit sur la base de 37Mn5 pour répondre aux exigences de faible équivalent carbone et de faible rapport d’élasticité. D'autre part, L’acier tué à l’aluminium est un acier traditionnel à grain fin, et Al est utilisé comme élément d’alliage Il est défavorable de réduire le rapport de limite d’élasticité du matériau, et la teneur en Al devrait être réduite. Pour la deuxième série de régimes, La méthode de normalisation du traitement thermique du tuyau soudé est utilisée pour éliminer l’effet d’écrouissage causé par le formage de bandes. Parce que le traitement thermique normalisant du tuyau soudé peut non seulement éliminer l’influence de l’écrouissage du matériau et la fluctuation des propriétés de la bobine elle-même sur les propriétés mécaniques, mais aussi rendre les propriétés mécaniques et la microstructure du cordon de soudure proches du corps du tuyau, et les propriétés mécaniques de l’ensemble du tuyau sont stables. Bon sexe. L’idée de conception de la composition est la suivante: à base d’acier au carbone-manganèse, V est le principal élément de renforcement, les impuretés telles que P et S sont contrôlées, et l’acier fondu est purifié par traitement Ca. Boîtier en acier K55 aux performances stables. Les propriétés de traction des deux schémas après la fabrication des conduites répondent toutes aux exigences de la norme API Spec 5CT (Table 2). Les produits de boîtier en acier K55 Ф473,08 mm×11,05 mm sont illustrés à la figure 1.
Perspective de développement du carter d’huile ABTER STEEL HFW
Selon la littérature [8], Pétrole et gaz combustibles (comme le gaz naturel, gaz de schiste, méthane de houille, etc.) sont la principale énergie consommée par les êtres humains à l’heure actuelle. Autrefois 30 années, L’utilisation mondiale des énergies fossiles a continué de croître, principalement du pétrole, gaz combustible et charbon. Autres types d’énergie, tels que l’énergie de l’eau, énergie nucléaire, Énergie de la biomasse, énergie éolienne, et l’énergie solaire, ne représentent qu’une faible proportion de l’énergie totale. Même au rythme de développement le plus optimiste, Il est impossible de remplacer l’énergie fossile et d’occuper une position dominante au moins avant 2050 . Depuis que mon pays est devenu importateur net de pétrole en 1993, La consommation de pétrole brut de mon pays a augmenté à un taux annuel moyen de 5.77%, et est devenu le deuxième plus grand consommateur de pétrole brut au monde. Selon les prévisions de l’Agence internationale de l’énergie (AIE) et l’Energy Information Administration des États-Unis (EIE), Par 2030, La demande de mon pays en pétrole et en gaz sera essentiellement d’environ 800 millions de tonnes de pétrole brut et environ 200 milliards de m3 de gaz naturel. La Chine “Douzième plan quinquennal” Plans pour l’équivalent pétrole et gaz: China National Petroleum Corporation 400 millions de tonnes, dont l’exploration outre-mer représente 50%, Exploitation minière clé nationale Songliao, Ordos, Xinjiang, Baies de Bohai et régions du Sichuan-Chongqing; Plans de la China Petrochemical Corporation L’équivalent de la production est 110 millions de tonnes; celle de China National Offshore Oil Corporation est 100 millions de tonnes. Pendant le “Douzième plan quinquennal” période, La demande annuelle moyenne de conduites de puits de pétrole est d’environ 3.2 millions de tonnes. Les conduites de puits de pétrole sont des matériaux et des équipements importants nécessaires à l’exploration et à l’exploitation pétrolières et gazières, et représentent une moyenne de 20% à 30% de l’ensemble des coûts de construction du puits. Le processus d’exploration et de développement de l’industrie pétrolière et gazière est le processus d’utilisation et de consommation de tuyaux de puits de pétrole en grandes quantités.. Avant les années 1980, La totalité ou principalement les conduites de puits de pétrole utilisées dans mon pays dépendaient des importations. Jusqu’à 1998, Le taux de localisation des conduites de puits de pétrole dans mon pays a atteint 85% [9]. Maintenant, La capacité de production de canalisations de puits de pétrole de mon pays a atteint 10 millions de tonnes, et la capacité de production est gravement surchargée. Parmi eux, la capacité de production des entreprises sidérurgiques + fabrication de tuyaux + Les capacités de traitement des tuyaux sont à propos 5.5 millions de tonnes, tels que Tianjin Steel Pipe Group Co., Ltée., ABTER ACIER, Hengyang Valin Steel Pipe Co., Ltée., Pangang Group Chengdu Steel Vanadium Co., Ltée., Wuxi Simlais Petroleum Special Pipe Manufacturing Co., Ltée., etc.; Entreprises avec la fabrication de tuyaux + Les capacités de traitement des tuyaux ont une capacité de production d’environ 1.3 millions de tonnes, tels que Baoji Petroleum Steel Pipe Co., Ltée.; La capacité de production des entreprises ayant une capacité de traitement des tuyaux est d’environ 3.2 millions de tonnes, telles que diverses entreprises de traitement de champs pétrolifères.
Dans le contexte d’une grave surcapacité des conduites de puits de pétrole dans mon pays, le développement du carter d’huile ABTER STEEL HFW devrait mettre en évidence les avantages de la sidérurgie + fabrication de tuyaux + Traitement des tuyaux et système de qualité cohérent, Développement différencié, et effectuer des travaux dans les domaines suivants:
(1) Élargir les spécifications et la production du carter d’huile de qualité acier H40 pour répondre à la demande de carter d’huile économique à basse pression, Zones pétrolières et gazières à faible perméabilité.
(2) Développer les spécifications et la sortie de M65, L80-1, Tuyaux de carter d’huile de qualité acier N80-Q et P110 pour répondre aux besoins des champs pétrolifères afin de réduire les coûts et d’accroître l’efficacité.
(3) Rechercher et développer des boîtiers d’huile de qualité acier K55 à parois épaisses de grand diamètre pour répondre aux besoins de marchés étrangers spécifiques.
(4) Rechercher et développer un boîtier d’huile à haute teneur en anti-extrusion, tels que 80-TT, Répondre à la demande de boîtiers économiques à haute anti-extrusion dans les champs pétrolifères.
(5) Rechercher et développer des enveloppes en pétrole résistant à la corrosion, tels que les années 80, 90S et 95S, Répondre à la demande de boîtiers économiques résistants à la corrosion dans les champs pétrolifères.
Articles Similaires












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
S31803 est le système de numérotation unifié (États-Unis) désignation de l'acier inoxydable duplex d'origine. Le système UNS a été créé par un certain nombre de groupes professionnels travaillant ensemble dans les années 1970., pour réduire la confusion du fait que le même alliage est appelé sous des noms différents ou vice versa. Chaque métal est indiqué par une lettre suivie de cinq chiffres, où la lettre indique la famille des métaux c'est à dire. S pour les aciers inoxydables.