

Tuyaux en acier pour nouvelle énergie
Octobre 13, 2024
Corrosion interne dans les puits de pétrole et de gaz: Défis et opportunités des inhibiteurs de corrosion
Octobre 18, 2024-steel-pipe-750x480.jpg)
ASTM A335 P91 10Cr9Mo1VNbN – Recherche sur les procédés de soudage et de traitement thermique
Abstrait: L'acier ASTM A335 P91 10Cr9Mo1VNbN est une matière première de haute qualité pour la fabrication de chaudières tubes. toutefois, il a une mauvaise soudabilité et est très sensible à la température du traitement thermique. en outre, il a une forte propension à se fissurer à froid, le rendant sensible à la détection de propriétés mécaniques non qualifiées telles que la résistance aux chocs et la dureté dans la zone de soudure et la zone affectée thermiquement après le soudage. Une étude approfondie a été menée sur le procédé de soudage du 10Cr9Mo1VNbN. Le processus de soudage et les paramètres de traitement thermique des tubes en acier ont été optimisés grâce à des tests de soudage et à des évaluations du processus de soudage.. Cela a entraîné une amélioration de la qualité du soudage des tuyaux en acier ASTM A335 P91 10Cr9Mo1VNbN., qui peut fournir une référence de processus de soudage pour des produits de matériaux similaires.
Mots-clés: Acier ASTM A335 P91 10Cr9Mo1VNbN; soudage; le traitement à la chaleur; processus de; optimisation
L'acier ASTM A335 P91 10Cr9Mo1VNbN a été développé pour la première fois avec succès au laboratoire national d'Oak Ridge aux États-Unis., et la nuance d'acier a été désignée comme ASTMA335P91, appelé acier P91. Après que mon pays ait développé avec succès l'acier P91, il a été incorporé dans la norme nationale et sa nuance d'acier a été désignée comme 10Cr9Mo1VNbN. 10L'acier Cr9MolVNbN est obtenu en réduisant la teneur en C sur la base de l'acier standard 9Cr-1Mo, ajout d'oligoéléments tels que Nb et V, et contrôler de manière appropriée l'élément N. Comparé à l'acier inoxydable ordinaire, Le matériau en acier ASTM A335 P91 10Cr9Mo1VNbN présente des avantages en termes de performances mécaniques en termes de résistance à l'endurance à haute température, contrainte admissible, coefficient de dilatation thermique, conductivité thermique, résistance aux chocs, performance globale en flexion, performances de fatigue à haute température et résistance à l'oxydation à haute température [1-51, ce qui peut résoudre le problème de la dégradation organisationnelle de l'acier ordinaire résistant à la chaleur pendant le fonctionnement et réduire l'apparition d'accidents d'éclatement de canalisations. C'est un matériau de production de haute qualité qui remplace l'acier ordinaire résistant à la chaleur dans la production et la fabrication de tubes de chaudière.. Les inconvénients de l'acier ASTM A335 P91 10Cr9Mo1VNbN sont une mauvaise soudabilité, haute sensibilité à la température du traitement thermique, forte tendance à la fissuration à froid, et le problème de la résistance réduite des joints soudés pendant le soudage et de la défaillance prématurée des pièces causée par ceux-ci. après soudage, il est facile de détecter des défauts tels que des propriétés mécaniques non qualifiées telles que la résistance aux chocs et la dureté dans la zone de soudure et la zone affectée thermiquement 6-81. Afin de comprendre pleinement et profondément les caractéristiques de soudage de l'acier ASTM A335 P91 10Cr9Mo1VNbN et de résoudre les problèmes techniques dans le processus de soudage réel, le personnel et les universitaires concernés ont effectué des recherches. Xiong Yifeng et coll.. constaté que la dureté de la zone affectée thermiquement des joints soudés en acier 10Cr1·9Mo1VNbN diminue avec l'augmentation de la température de préchauffage, la température minimale de préchauffage ne peut pas être inférieure à 150 ℃, et la tendance aux fissures à froid du matériau est considérablement réduite après préchauffage. Zhu Ping a obtenu l'influence de différentes températures d'isolation sur la résistance, dureté, résistance aux chocs et microstructure des joints soudés en acier P91 grâce à des tests de traitement thermique après soudage, et a constaté que même si une température d'isolation plus basse est utilisée, la dureté du joint est supérieure aux indicateurs requis par les spécifications pertinentes. Liu Chisen et al.10 ont proposé que la prévention des fissures à froid lors du soudage soit la principale mesure pour garantir la qualité du soudage de l'acier P91., et une utilisation raisonnable du préchauffage avant le soudage et des mesures de traitement thermique après le soudage doivent être prises pour éviter l'apparition de fissures à froid lors du soudage.. le pipeline le matériau du projet de système de récupération de chaleur résiduelle de l'incinérateur de gaz résiduaires d'un dispositif de purification de gaz naturel d'une entreprise est l'acier ASTM A335 P91 10Cr9Mo1VNbN. Afin de garantir que la qualité du soudage des pipelines répond aux normes et d'obtenir des paramètres de processus de soudage et de traitement thermique fiables, ce document effectue une analyse des caractéristiques de soudage des matériaux, test de soudage et évaluation du processus de soudage.
-alloy-steel-pipe.jpg)
1 Matériaux et équipements d'essai de soudage de l'acier ASTM A335 P91 10Cr9Mo1VNbN
1.1 Matériaux
1.1.1 Retester les éprouvettes pour les nuances M65
Le matériau de test ASTM A335 P91 10Cr9Mo1VNbN est un matériau domestique tuyau en acier sans soudure pour chaudières à haute pression, avec une taille de φ114,3 mm × 14 mm, et l'état d'approvisionnement est normalisé + Les raccords doivent être des tuyaux sans soudure de même qualité. Selon GB5310-2008 “Tuyau en acier sans soudure pour chaudière haute pression”, sa composition chimique, les propriétés mécaniques et la dureté sont retestées. Les résultats sont présentés dans les tableaux 1 et 2, qui répondent tous aux exigences de la norme.
Table 1 Retester les résultats de la composition chimique (fraction massique) de tuyaux en acier ASTM A335 P91 10Cr9Mo1VNbN
| element | C | MnSiSPCrMo | |||||
| Standard content | 0.08~ 0,12 | 0.3~ 0,6 | 0.2~ 0,5 | ≤0,01 | ≤0.02 | 8.0~ 9.5 | 0.85~ 1.05 |
| actual content | 0.1 | 0.46 | 0.28 | 0.002 | 0.012 | 8.78 | 0.93 |
| element | V | Ni | Al | TI | N.-b. | Zr | N |
| Standard content | 0.18~ 0,25 | ≤0.40 | ≤0.02 | ≤0,01 | ≤0.10 | ≤0,01 | 0.03-0.07 |
| actual content | 0.20 | 0.06 | 0.006 | 0.002 | 0.08 | 0.002 | 0.041 |
Tableau 2Résultats des nouveaux tests des propriétés mécaniques des tuyaux en acier ASTM A335 P91 10Cr9Mo1VNbN
| Mechanical properties | MPa Tensile strength R/MPa | MPa Yield strength R/MPa | /% Elongation A/% | HRC Hardness/HRC |
| Standard requirements | ≥585 | ≥415 | ≥20 | ≤25 |
| actual performance | 655,660 | 505,495 | 29,30.5 | 20,19 |
1.1.2 Sélection de matériaux de soudage
Lors du soudage de l'acier ASTM A335 P91 10Cr9Mo1VNbN, non seulement les fissures à froid sont facilement générées, mais des fissures chaudes se produiront également lorsque les matériaux de soudage ne correspondent pas121.. Les matériaux de soudage doivent être sélectionnés selon le principe de correspondance des composants, et la teneur en éléments d'alliage tels que Cr, mois, V, et N dans les matériaux de soudage doivent être strictement contrôlés pour garantir que la structure et les performances du joint soudé sont aussi cohérentes que possible avec le matériau de base.
Le fil de soudage à l'arc sous argon ER90S-B9 de marque MTS3 et de spécification de 2,4 mm de Bōhler Welding Company a été sélectionné comme matériau de soudage.. La composition chimique du matériau de soudage est indiquée dans le tableau 3, qui répond aux exigences du code ASME, Section Partie C-2021 “Spécifications pour les baguettes de soudage, Électrodes, et métaux d'apport Spécifications des matériaux non ferreux” [13].
-steel-pipe.jpg)
Table 3 Composition chimique du matériau de soudage ER90S-B9 utilisé dans le test
 .
.
1.2 Équipement de test
L'équipement de soudage utilise une machine à souder électrique AOTAIZX7-400STG. Les caractéristiques de cet équipement sont que le courant de soudage peut être ajusté avec précision à 1A, le courant de poussée peut être ajusté séparément, le courant d'arc peut être ajusté séparément, et il a de bonnes performances de frappe d'arc, et il n'est pas facile d'avoir un échec de démarrage d'arc, coupure d'arc et collage des baguettes de soudage.
2Évaluation du processus de soudage de l'acier ASTM A335 P91 10Cr9Mo1VNbN
Selon NB/T47014-2011 “Évaluation des procédés de soudage pour les équipements sous pression” 14, le procédé de soudage de l'acier ASTM A335 P91 10Cr9Mo1VNbN est compilé et l'évaluation du procédé de soudage est effectuée.
2.1 Préparation des échantillons
2.1.1 Traitement du biseau
Utilisez un tuyau en acier sans soudure de φ114,3 mm × 14 mm, selon les besoins du projet, usiner deux sections d'échantillons de 150 mm de long, et amincissez-les en traitant le biseau. Les exigences en matière de forme et de taille du biseau sont indiquées dans la figure 1. Pendant le traitement, le traitement à froid est adopté, et le fluide de coupe est réapprovisionné à temps pendant le processus de coupe pour éviter la surchauffe de la pièce et la dégradation des performances du matériau de base.
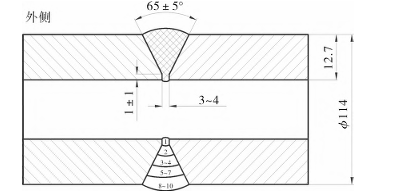
Chiffre 1 Exigences en matière de forme et de taille des rainures d'échantillon
2.1.2 Nettoyage et montage
Nettoyer l'eau, rouiller, huile et autres impuretés nocives sur la surface de la rainure et à proximité (mesuré à partir du bord de la rainure, chaque côté ne fait pas moins de 20 mm), et meulez la rainure jusqu'à ce que l'éclat métallique soit exposé. Utiliser le soudage à l'arc sous argon (GTAW) pour souder et réaliser des points d'assemblage.
2.1.3 Contrôle de la température de préchauffage et de la température entre passes
Lorsque la température de préchauffage de la soudure est inférieure à 100 ℃, des fissures à froid sont très susceptibles de se produire après le soudage [15-16]. toutefois, Une température de préchauffage et une température entre passes trop élevées sont également nocives pour l'acier ASTM A335 P91 10Cr9Mo1VNbN., ce qui entraînera une diminution significative de la ténacité des soudures17.
Basé sur la conclusion de la recherche de référence [2], la température de préchauffage de l'éprouvette de soudage est réglée à 150~200^∘ C. Utiliser le chauffage à flamme pour le préchauffage. Lorsque la température du point de surveillance atteint la température de préchauffage, conservez-le pendant un certain temps avant de souder.
La température entre passes ne doit pas dépasser 250°C. Pendant le processus de soudage, un thermomètre infrarouge est utilisé pour mesurer la température entre les passes une fois chaque soudure terminée, et le timing de soudage de chaque soudure est raisonnablement contrôlé pour garantir que la température entre les passes ne dépasse pas les exigences du processus.
2.2 Soudage d'éprouvettes
2.2.1 Gaz de protection et débit
La protection contre l'argon est une mesure importante pour améliorer les performances du joint de soudage de la base de l'éprouvette, et la qualité du gaz et les paramètres de fonctionnement doivent être contrôlés. L'exigence de pureté de l'argon est 99.99% (fraction volumique), et le débit de gaz avant recommandé est de 10 ~ 14 L/min. En même temps, le remplacement du gaz argon est requis à l’arrière. La méthode spécifique consiste à coller du papier soluble dans l'eau des deux côtés de l'échantillon et à le fixer avec du ruban adhésif haute température pour former une chambre fermée.. Le débit volumique de gaz recommandé est de 8 à 10 L/min..
2.2.2 Paramètres du processus de soudage
GTAW est utilisé pour le soudage, et le soudage commence une fois que la température atteint la température de préchauffage. Un apport de chaleur excessif entraînera 8 la ferrite se forme dans la zone affectée thermiquement et dans la zone de soudure, et réduira également considérablement la résistance à la rupture par fluage et la résistance aux chocs de la soudure. Référence [1] contenu connexe, les paramètres de soudage du processus de soudage sont contrôlés, Voir le tableau 4.
2.3 Traitement thermique après soudage
Lorsque la pièce n'est pas soumise à un traitement thermique de détente après l'arrêt du soudage, la construction soudée est chauffée à une température spécifiée et maintenue pendant un certain temps pour permettre à la construction soudée de refroidir plus lentement et permettre à l'hydrogène de s'échapper de la soudure dans un délai suffisant. Ce processus ou méthode est appelé post-traitement thermique. Le traitement post-thermique a deux objectifs: 1. Réduisez les contraintes thermiques et évitez la formation de fissures pendant le refroidissement. 2. Traitement de déshydrogénation pour favoriser la diffusion et la fuite de l'hydrogène dans la soudure et éliminer le risque de fissuration induit par l'hydrogène dans une étape ultérieure. La température de post-traitement thermique

Table 4 Paramètres du processus de soudage de l'acier ASTM A335 P91 10Cr9Mo1VNbN
Elle doit être inférieure à la température de départ de la transformation martensitique pendant le processus de refroidissement continu de l'acier pour éviter que l'austénite résiduelle n'ayant pas subi de transformation martensitique ne se transforme en ferrite ou en perlite., réduisant ainsi la résistance aux chocs du joint.
Pour acier ASTM A335 P91 10Cr9Mo1VNbN, les paramètres de température post-traitement thermique sont déterminés sur la base de la transformation de refroidissement continue (TDC) courbe [17]. La courbe CCT de l'acier ASTM A335 P91 10Cr9Mo1VNbN est présentée dans la figure 2.
La température de début de transformation martensitique M_S déterminée selon la figure 2 est d'environ 380 ℃. Combiné avec une expérience réelle de production, les conditions du processus de post-traitement thermique de la norme ASTM A335 P91 10Cr9Mo1VNbN sont réglées à 300~350℃ pendant 2h.
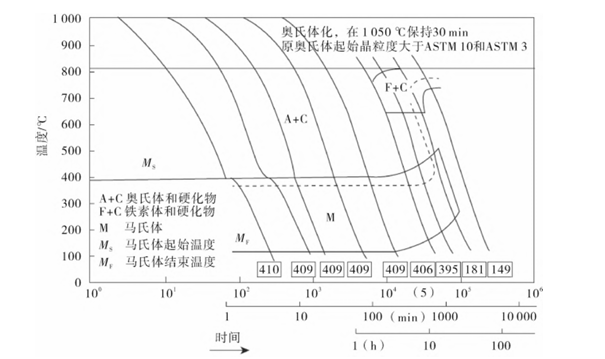
Figure 2 Courbe de transformation par refroidissement continu de l'acier ASTM A335 P91 10Cr9Mo1VNbN (Courbe CCT)
2.3.2 Traitement thermique après soudage
Le traitement thermique après soudage fait référence à un processus de traitement thermique dans lequel la soudure est chauffée à une certaine température. (généralement la température de départ de la transformation de la perlite en austénite pendant le chauffage) 30~50^∘ C en dessous de la ligne après soudage, et maintenu à cette température pendant un certain temps, de sorte que la construction soudée soit refroidie à une vitesse relativement lente pour améliorer la structure métallographique et les propriétés du joint soudé ou éliminer les contraintes résiduelles. Selon NB/T47015-2011 “Code de soudage des appareils sous pression” 18, la température de traitement thermique après soudage de l'acier ASTM A335 P91 10Cr9Mo1VNbN est fixée à 730 ℃, et le traitement d'isolation est effectué pendant 13h. La vitesse de chauffage maximale est considérée comme la plus petite des valeurs suivantes : (unité ℃/h, δ_PWHT est la valeur de l'épaisseur du métal soudé en mm) et 220 ℃/h, et la vitesse de refroidissement maximale est considérée comme la plus petite de et 280 ℃/h. Donc, la vitesse de chauffage est réglée sur 55~220^∘ C/h, et la vitesse de refroidissement est réglée sur 55~280^∘ C/h.
3Inspection après soudure de l'acier ASTM A335 P91 10Cr9Mo1VNbN
Immédiatement après le soudage, vérifier la formation de la soudure. La soudure et le matériau de base ont une transition douce, et il n'y a aucun défaut tel qu'une contre-dépouille, manque de fusion et fissures. 24h après le soudage, la soudure est soumise à des contrôles non destructifs tels que des tests par ultrasons (OUT) et tests radiographiques (RT) pour éviter les fissures retardées dans la soudure. Les tests non destructifs étaient basés sur NB/T47013-2015 “Essais non destructifs des équipements sous pression” 191.
4 Test d'inspection de la qualité du soudage et analyse des résultats
4.1 Analyse de la composition chimique
Les joints soudés en acier ASTM A335 P91 10Cr9Mo1VNbN ont été échantillonnés et analysés pour obtenir leur composition chimique. (Table 5). La composition répondait aux exigences de NB/T47008-2017 “Pièces forgées en acier au carbone et en acier allié pour équipements sous pression” [20].
4.2 Propriétés mécaniques
Selon les exigences du NB/T47014-20111, 2 éprouvettes de traction, 4 spécimens de flexion latérale et 1 un groupe d'éprouvettes d'impact dans différentes régions a été préparé et des tests de propriétés mécaniques ont été effectués. La résistance à la traction des éprouvettes de traction était de 704 MPa et 710 MPa, et il n'y avait aucune fissure dans les spécimens de flexion latérale. L'énergie d'impact de la zone de soudure, La zone affectée par la chaleur et la zone du matériau de base sont indiquées dans le tableau. 6.
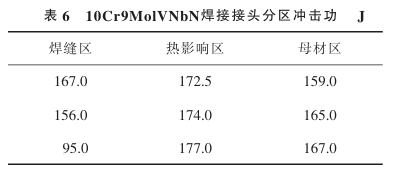

Selon NB/T47008-2017, lorsque l'épaisseur de la tôle de l'acier est inférieure ou égale à 300 mm, les indicateurs qualifiés de sa résistance à la traction et de son énergie d'impact sont de 585 ~ 755MPa et pas moins de 47J. Donc, on constate que les propriétés mécaniques du joint soudé ASTM A335 P91 10Cr9Mo1VNbN répondent aux exigences.
4.3 Structure métallographique et dureté La section transversale du joint soudé ASTM A335 P91 10Cr9Mo1VNbN est prise comme surface d'essai. Avant l'épreuve, la section à tester est traitée, y compris le meulage mécanique, polissage mécanique et gravure dans une solution aqueuse de HCl avec une fraction massique de 3% FeCl3 et une fraction massique de 10% pendant 3 à 5 s. Deux postes sont sélectionnés à T/2 (T est l'épaisseur du matériau de base) de la section de soudure pour essai, et le diagramme d'analyse de structure métallographique obtenu est représenté sur la figure 3. Comme le montre la figure 3, après que l'éprouvette de soudure ait été chauffée à 730 ℃ et maintenue à cette température pendant 13 h, la structure de la zone de soudure était en martensite trempée + un peu de bainite. Basé sur les caractéristiques de cette structure métallographique, on peut en déduire que les éléments d'alliage contenus dans le matériau de soudage se sont dissous dans l'austénite, réduire la position du point Ms sur la courbe CCT, de sorte que le temps de séjour de l'éprouvette de soudure dans l'étape de préchauffage de 150 à 200 ℃ soit relativement prolongé, et les grains ont continué à pousser. après refroidissement, la structure montrée sur la figure a été formée.
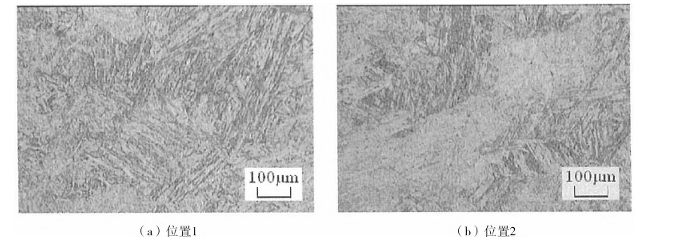
Chiffre 3 Structures métallographiques à différentes positions de la section transversale de la soudure ASTM A335 P91 10Cr9Mo1VNbN à T/2 (100x)
5 Conclusion
Le matériau en acier ASTM A335 P91 10Cr9Mo1VNbN a une mauvaise soudabilité, est très sensible à la température du traitement thermique, a une plus grande tendance à la fissuration à froid, et est sujet à des problèmes tels qu'une résistance réduite des joints soudés, rupture prématurée des pièces, et propriétés mécaniques non qualifiées après soudage pendant le soudage. Grâce à l'évaluation du processus de soudage et à l'inspection des tests de propriétés mécaniques après soudage, les paramètres et conditions du processus tels que la sélection du fil de soudage, nettoyage avant soudure, préchauffage avant soudure, La température des couches intermédiaires et les spécifications de soudage de l'acier ASTM A335 P91 10Cr9Mo1VNbN ont été optimisées. Le processus de soudage qui en résulte est pratique et a été appliqué avec succès au soudage de produits, qui peut fournir des conseils pour le soudage de produits en acier similaires.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}