

Classificazione, processo di produzione e proprietà meccaniche dei tubi in acciaio senza saldatura
luglio 5, 2022
I tubi d'acciaio sono tubi cilindrici
luglio 8, 2022
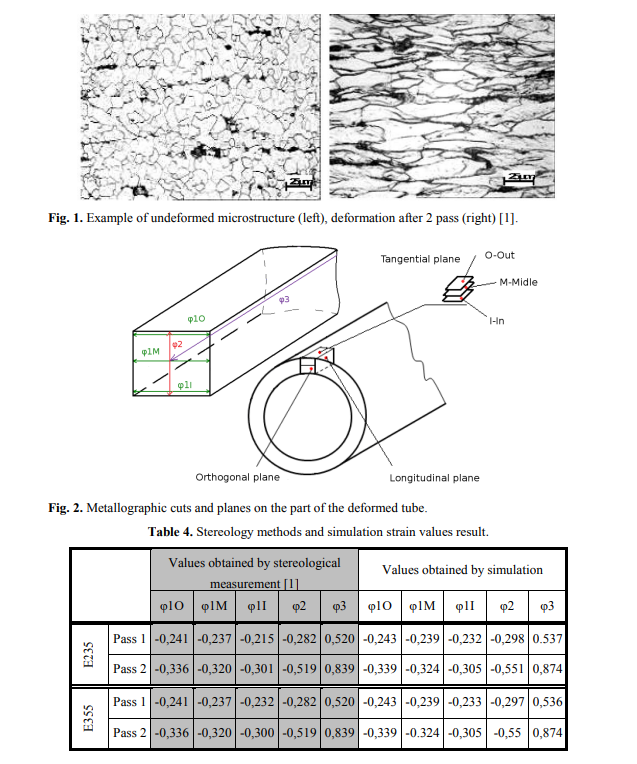
Questo articolo si occupa della deformazione di precisione senza saldatura tubi durante il processo di trafilatura a freddo, utilizzando metodi agli elementi finiti. Il
il valore della deformazione ottenuto dalla misurazione stereologica del grado di deformazione dei bordi dei grani viene confrontato con il risultato della simulazione per ciascuno
passaggio di disegno. Il materiale scelto è stato l'acciaio E235 e E355, che è tratto dalla dimensione iniziale di Φ70 x 6.3 mm alla finale
dimensione di F 50 X 3.75 mm di due passaggi. Il Software FEM DEFORM 2D con il metodo Lagrangiano viene utilizzato per analisi numeriche del freddo
processo di disegno.
1 introduzione
La tecnologia di trafilatura a freddo utilizzata per la produzione di tubi senza saldatura di precisione dipende da molti fattori. Parametri del processo di formatura a freddo, la dimensione iniziale e finale del tubo della geometria dell'utensile è selezionata per garantire un'elevata qualità dei tubi. Per ottenere il diametro finale e lo spessore della parete, i tubi vengono ridotti successivamente in più fasi di trafilatura a freddo.
Questo può essere fatto sia disegnando il tubo attraverso una filiera che aggiungendo un tappo, che si traduce in uno spessore della parete meglio definito e una qualità della superficie interna. La trafilatura a freddo con una spina fissa è una tecnologia versatile che viene solitamente utilizzata nell'azienda siderurgica Železiarne Podbrezová. I risultati dell'esperimento di questa azienda vengono confrontati con la simulazione numerica descritta in questo articolo.
2 Materiale sperimentale
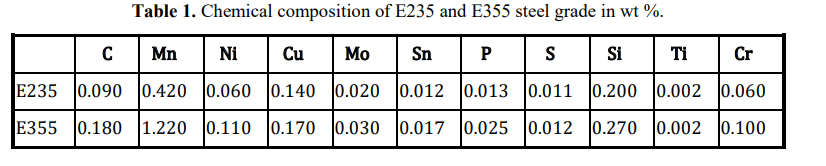
In questo lavoro, grado di acciaio E235 e E355 (acciaio al carbonio ferritico-perlitico, vedere la tabella è stata considerata; come materia prima per la trafilatura a freddo, tubo laminato a caldo con dimensioni di 70 X 6.3 mm è stato selezionato. Le proprietà meccaniche dell'acciaio E235 sono le seguenti: sforzo di snervamento Re = (226 245) MPa, resistenza alla trazione Rm 343 441) MPa, duttilità A5 24 , le proprietà meccaniche dell'acciaio E355 sono le seguenti: sforzo di snervamento Re = (335 355) MPa, resistenza alla trazione Rm 490 630) MPa, duttilità A5 24
2.1 Pezzo e strumenti di modellazione dei materiali
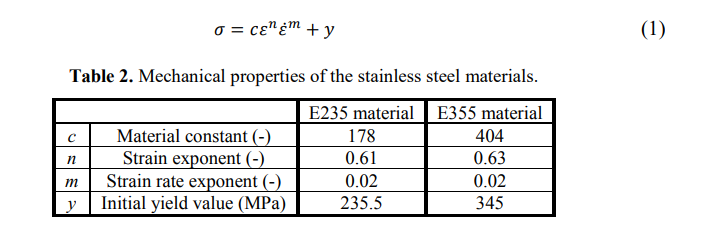
Poiché la temperatura rimane più bassa nella trafilatura a freddo, le proprietà del materiale non variano e si può quindi supporre indipendentemente dalla variazione di temperatura. Poiché il comportamento del materiale è considerato indipendente dalla temperatura, la legge di potenza equazione costitutiva di
le proprietà della plastica del materiale possono essere utilizzate eq. 1. Dove rappresentano la deformazione plastica effettiva equivalente rappresentano le velocità di deformazione plastica effettive, e i parametri del materiale sono determinati mediante prove di trazione [1, 5], sono elencati nella tabella 2.
Il materiale del tubo era considerato plastica, l'indurimento è assunto come isotropo, e il tipo di funzione di rendimento è impostato come Von Mises.
La geometria del tubo è stata modificata. Gli otto elementi sono attraverso la parete del tubo nel primo passaggio i sei sono nel secondo passaggio Fig. 5. Questa mesh del pezzo è sufficiente per la precisione e non necessita di una procedura di re-mesh durante il calcolo.
Gli strumenti di formatura, (mandrino e morire) era considerato come un corpo rigido. Non è stato necessario generare la mesh degli strumenti per la simulazione.
2.2 Simulazione numerica
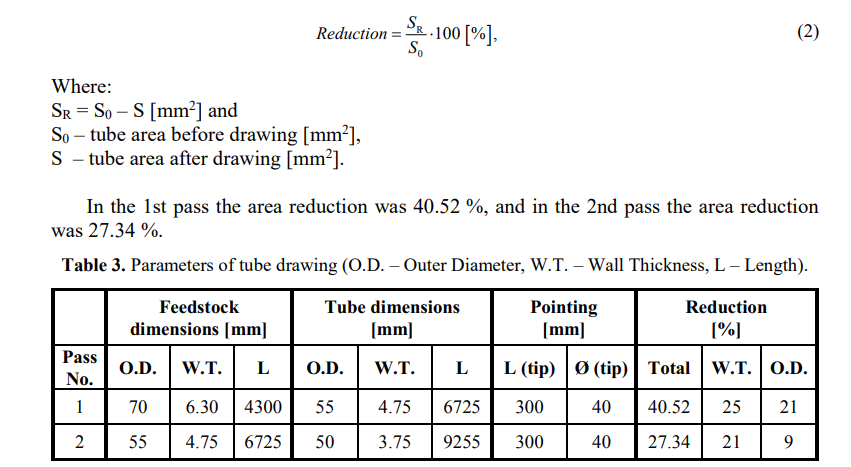
DEFORM 2D e il calcolo lagrangiano sono stati impostati per la simulazione numerica della tecnologia di trafilatura a freddo, secondo la dimensione dell'utensile indicata nella tabella 3. È stata impostata la configurazione geometrica assiale iniziale. La velocità di disegno era 9 m.min-1 per tutti i passaggi nel disegno sperimentale e nelle condizioni al contorno di simulazione. Il modello di attrito tra gli strumenti e il materiale è stato scelto per essere un tipo di taglio con il valore di 0.08.
La funzionalità di interpolazione dei dati è stata utilizzata per impostare il calcolo del secondo passaggio. I dati finali del primo passaggio sono stati trasferiti, e per impostare il secondo passaggio. Questa trasformazione dei dati deve essere eseguita, perché la tecnologia di trafilatura è stata eseguita senza una ricottura interoperatoria.
2.3 Tecnologia di trafilatura dei tubi
Le principali fasi di produzione per la tecnologia di trafilatura a freddo dei tubi a Železiarne Podbrezová sono
come segue:
• pre-lavorazione della materia prima (tubo laminato a caldo con dimensioni di Ø70 x 6.3 mm).
• puntamento freddo/caldo delle estremità del tubo (diametro target 40 mm).
• trattamento chimico del tubo (sottaceto, fosfatazione, lubrificazione).
• trafilatura a freddo (vedi tab. 3 per dettagli).
• ricottura intermedia e ricottura finale in atmosfera protettiva.
• condizionamento finale.
• ispezione superficiale, confezione, antiruggine.
• spedizione.
La riduzione finale dell'area del tubo per la tecnologia a due passaggi (da Ø70 x 6. 3 mm a Ø50 x 3.75 mm) è stato 57.78 %; il valore è stato diviso in modo piuttosto uniforme tra tutti i passaggi
(consultare tabella 3). Calcolo della sezione del tubo (la zona) riduzione:
È stata analizzata la deformazione plastica locale del tubo. Durante le successive fasi di imbutitura, il tubo subisce una deformazione plastica. La geometria finale e le proprietà dei tubi deformati dipendono dal valore della deformazione. È possibile studiare il cambiamento della struttura del materiale e prevedere la deformazione plastica.
La microstruttura di ogni passaggio è stata osservata nel piano tangenziale e longitudinale ortogonale del tubo deformato con un ingrandimento di circa 500x al microscopio ottico e taglio metallografico Fig1. Il taglio metallografico tangenziale viene eseguito tre volte. All'interno della superficie del tubo “I”, all'esterno della superficie del tubo “O” e al centro della “M” della parete del tubo Fig. 2. A causa della deformazione plastica, l'anisotropia della struttura è aumentata - grano
è stato osservato l'orientamento dei confini nel luogo deformato del pezzo. La deformazione locale nel luogo analizzato è stata ottenuta mediante misurazione stereologica del grado di orientamento dei bordi dei grani [4, 6]. La microstruttura anisotropica è stata scomposta in componenti isotropi e orientati planare mediante metallografia quantitativa [3, 4] (Metodi di stereologia di Saltykov con linee di test orientate). I parametri misurati e calcolati della deformazione plastica locale nella zona deformata sono elencati nella tabella 4.










-steel-pipe.jpg)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}