

Qual è il OD, diametro interno, diametro nominale del tubo d'acciaio?
Maggio 16, 2018
Acciaio calcolo del peso formula
Maggio 21, 2018
Spirale processo di produzione di tubi in acciaio e tubo in acciaio cucitura diritta è diverso: la bobina nastro come materia prima, estrusione spesso caldo, automatico processo di saldatura ad arco sommerso biadesivo bifilare saldato spirale tubo di acciaio cucitura.
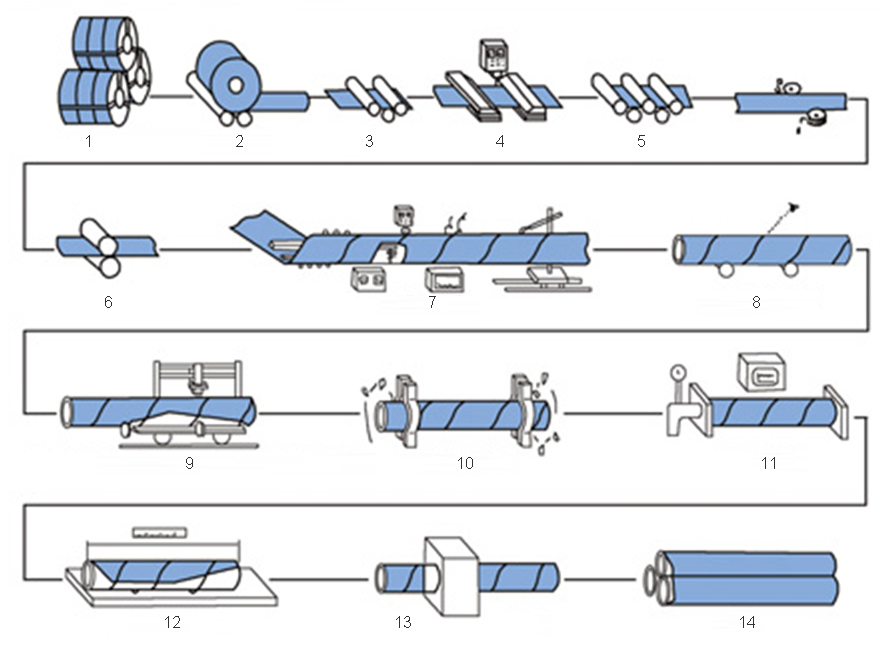
2. Srotolamento
3. livellamento ruvido
4. Fine di taglio e saldatura di testa
5. livellamento di precisione
6. Fornire
7. Formare Per Inner e saldatura esterno
8. Scorie di saldatura Pulizia & Ispezione generale
9. saldatura di riparazione, Ispezione a raggi X, lettura, E ri-ispezione da UT Manuale
10. smussatura
11. La prova idrostatica
12. auto Lunghezza-misurare e pesare
13. Rivestimento e Marcatura
14. deposito
(1) materie prime sono bobine di acciaio, filo di saldatura, e flux. Devono passare attraverso prove fisiche e chimiche rigorosi prima di investire.
(2) Per la saldatura delle estremità di nastri d'acciaio, unifilare o bifilare saldatura ad arco sommerso è usato, e dopo che le bobine sono realizzate in tubi di acciaio, saldatura automatica ad arco sommerso è usato per compensare la saldatura.
(3) prima della formatura, nastro di acciaio è livellato, rifilato, taglio, superficie pulita e pre-flangiato. (4) Il manometro contatto elettrico viene usato per controllare la pressione dei cilindri di compressione su entrambi i lati del trasportatore a garantire la fluidità di erogazione del nastro.
(5) controllo esterno o rotolo controllo interno formatura.
(6) Il dispositivo di controllo gioco di saldatura viene utilizzato per garantire che il gioco di saldatura soddisfa le esigenze di saldatura, e il diametro del tubo, la quantità di disallineamento, e il gioco di saldatura sono tutti rigorosamente controllata.
(7) Le saldature interno ed esterno sono tutte saldate con filo singolo o doppio filo saldatura ad arco sommerso usando l'Saldatore Lincoln Electric degli Stati Uniti, ottenendo una specifica stabile della saldatura.
(8) saldature saldate sono stati tutti controllati da un tester linea continua di ultrasuoni difetto automatica per assicurare una copertura controlli non distruttivi di 100% saldature a spirale. Se ci sono difetti, essi saranno allarmati e dipinte automaticamente. I lavoratori di produzione saranno regolare i parametri di processo in qualsiasi momento per eliminare i difetti di tempo.
(9) Utilizzando un plasma cutter aria per tagliare il tubo in acciaio in singoli pezzi.
(10) Dopo il taglio in un unico tubo di acciaio, un rigoroso sistema prima ispezione è effettuata per ciascuno dei primi tre tubi di ogni lotto di ispezionare le proprietà meccaniche, composizione chimica, condizione di fusione, qualità superficiale di tubi di acciaio, e prove non distruttive per assicurare il processo tubo-making. Qualificato prima di poter ufficialmente messo in produzione.
(11) Dove c'è un'onda sonora contrassegno difetto di rilevamento continuo sulla saldatura, dopo manuale di revisione ad ultrasuoni e raggi X, se v'è un difetto, dopo la riparazione, esso è sottoposto nuovamente un test non distruttivo finché si conferma che il difetto è stato eliminato.
(12) I giunti di testa delle saldature di testa e le intersezioni con le saldature a spirale della striscia di acciaio sono tutti esaminati da televisione a raggi X o pellicole.
(13) Ogni tubo viene testato idrostaticamente e la pressione è sigillato radiale. La pressione e tempo di prova sono strettamente controllate dal dispositivo di prova di pressione idraulica tubo di acciaio. parametri di prova vengono stampati e registrati automaticamente.
(14) End-of-pipe viene eseguita la lavorazione in modo che la verticalità della faccia di estremità, l'angolo di gola e il bordo smussato sono controllati accuratamente.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}