

25CR-20NI in lega di acciaio inossidabile resistente al calore in lega (310S)
Maggio 23, 2025
Fabbricazione della bobina a tubo | Produzione di bobine per tubazioni| Sistemi di tubazioni prefabbricate
Maggio 31, 2025Tubo di piegatura a induzione per i sistemi di tubazioni

Le curve di induzione sono disponibili negli angoli di curvatura standard (ad es.. 45°, 90°, ecc.) o può essere realizzato su misura per angoli di curvatura specifici. Curve composte (fuori piano) si possono anche produrre curve in un singolo giunto di pipe. Il raggio di piega è specificato in funzione del diametro. Per esempio, I raggi di curvatura comuni per le curve a induzione sono 3D, 5D e 7d, dove d è il diametro del tubo nominale.
Tubo di piegatura a induzione per i sistemi di tubazioni
introduzione
La flessione dell'induzione è un processo di flessione dei tubi sofisticati e altamente controllati che è diventato una pietra miliare nei moderni sistemi di tubazioni in settori come petrolio e gas, petrolchimico, generazione di energia, e infrastruttura. Questa tecnologia consente la formazione precisa delle curve dei tubi con raggi variabili, Compreso 3d, 5D, e configurazioni 7D, pur mantenendo l'integrità strutturale e le proprietà meccaniche del materiale. La nostra azienda è un produttore leader di tubi di flessione a induzione, aderendo a standard rigorosi come ASME B16.49, E siamo orgogliosi di offrire di alta qualità, soluzioni affidabili su misura per le esigenze dei nostri clienti.
Questo articolo fornisce un'esplorazione approfondita dei tubi di flessione a induzione, compresi i principi scientifici alla base del processo, I vantaggi delle curve di induzione, Il processo di produzione sotto ASME B16.49, i vantaggi specifici del 3D, 5D, e curve 7D, La nostra attrezzatura all'avanguardia, Servizi di ispezione integrati, e i servizi completi di flessione a induzione che offriamo. Combinando l'analisi tecnica con approfondimenti pratici, Miriamo a mostrare perché la flessione dell'induzione è una scelta preferita per i moderni sistemi di tubazioni e come la nostra azienda guida l'industria in questo settore.
La scienza della flessione dell'induzione
Principi di piegatura a induzione
La flessione dell'induzione è un processo di formazione a caldo che utilizza il riscaldamento localizzato e la forza meccanica controllata per modellare i tubi in curve precise. Il processo prevede i seguenti passaggi chiave:
- Riscaldamento localizzato: Una bobina di induzione, Alimentato da corrente elettrica ad alta frequenza, è posizionato attorno a una sezione specifica del tubo. Questa bobina genera un campo elettromagnetico che induce le correnti parassite all'interno del tubo, riscaldando una banda circonferenziale stretta a temperature in genere tra 850 ° C e 1100 ° C, A seconda del materiale (per esempio., acciaio al carbonio, in acciaio inox, o acciaio in lega).
- Flessione controllata: Una volta raggiunta la temperatura desiderata, Il tubo viene lentamente spinto attraverso la bobina di induzione mentre un braccio di flessione applica una forza controllata per formare la curva. La sezione riscaldata diventa malleabile, permettendolo di deformarsi senza crack o compromettere l'integrità del tubo.
- Raffreddamento: Immediatamente dopo la piegatura, La sezione riscaldata viene raffreddata usando uno spray d'acqua o aria per stabilizzare la forma appena formata e prevenire la distorsione. Questo raffreddamento rapido influenza anche la struttura metallurgica del materiale, spesso richiede un trattamento termico post-piega per ripristinare le proprietà meccaniche desiderate.
Considerazioni metallurgiche e meccaniche
Il processo di flessione a induzione induce sollecitazioni termiche e meccaniche nel tubo, che deve essere gestito con cura per mantenere le proprietà dei materiali. Gli aspetti metallurgici e meccanici chiave includono:
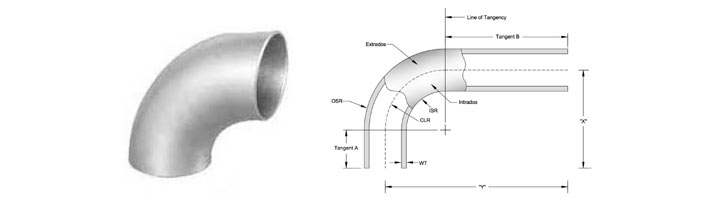
- Assottigliamento del muro e ispessimento: Durante la flessione, il raggio esterno (estradosso) del tubo sperimenta un diradamento a parete a causa delle sollecitazioni di trazione, mentre il raggio interno (intradosso) subisce ispessimento delle pareti a causa delle sollecitazioni di compressione. ASME B16.49 Specifica che lo spessore minimo della parete agli extrados deve soddisfare i requisiti di pressione di progettazione, in genere non inferiore al minimo richiesto per il tubo dritto.
- Controllo ovalità: ovalità, o la deviazione da una sezione circolare perfetta, è un parametro critico nella flessione dell'induzione. ASME B16.49 e ISO 15590-1 mandare che l'ovalità non dovrebbe superare 3% del diametro nominale nel corpo della curva e 1% nelle porzioni tangenti. Il controllo preciso dei parametri di flessione garantisce la conformità a queste tolleranze.
- Cambiamenti microstrutturali: Le alte temperature coinvolte nella flessione dell'induzione possono alterare la microstruttura del materiale del tubo, potenzialmente influenzando la sua forza e tenacità. Trattamenti termici post-pieghe, come la normalizzazione, tempra, e tempera, vengono spesso applicati per ripristinare o migliorare le proprietà del materiale. Per esempio, Le curve in acciaio al carbonio possono essere normalizzate riscaldando al di sopra della temperatura di trasformazione e raffreddamento in aria fissa per ottenere una microstruttura uniforme.
Compatibilità dei materiali
La flessione dell'induzione è versatile e compatibile con una vasta gamma di materiali, tra cui:
- Acciai al carbonio (per esempio., API 5L Gr. B, ASTM A106 Gr. B)
- Acciai ad alto rendimento (per esempio., API 5L X42 a X80)
- Acciai inossidabili (per esempio., ASTM A312 304L, 316L)
- Acciai legati (per esempio., ASTM A335 P11, P22, P91)
- Leghe di nichel (per esempio., Inconel, Monel, Hastelloy)
- Acciai inossidabile duplex e super-duplex
- Leghe di titanio e rame-nichel
Questa versatilità rende la flessione dell'induzione adatta per diverse applicazioni, Dagli ambienti corrosivi nelle piante petrolchimiche alle condutture ad alta pressione nella trasmissione di petrolio e gas.
Produzione di curve di induzione ASME B16.49
Panoramica di ASME B16.49
ASME B16.49 è la specifica standard per la fabbrica, acciaio battuto, curve di induzione a salo di testa utilizzate nei sistemi di tubazioni di trasporto e distribuzione, come quelli governati da ASME B31.4 (trasporto liquido), B31.8 (trasmissione di gas), e B31.11 (trasporto di liquami). I requisiti standard delinea per la progettazione, selezione del materiale, produzione, test, marcatura, e ispezione per garantire l'affidabilità e la sicurezza delle curve di induzione.
Processo di fabbricazione
La nostra azienda aderisce rigorosamente all'ASME B16.49 nella produzione di curve a induzione, Garantire la conformità a tutti i requisiti specificati. Il processo di produzione prevede le seguenti fasi:
- Anche se il test è stato fatto: I tubi sono selezionati in base alle specifiche del client, Acciaio al carbonio tipicamente senza soluzione di continuità o saldata, in acciaio inox, o acciaio in lega. La composizione chimica è controllata per garantire un equivalente in carbonio (C.E.) non eccessivo 0.45% per ridurre al minimo i problemi di saldabilità.
- Piegatura ad induzione: Il tubo è posto in una macchina per flessione a induzione a media frequenza, dove la bobina di induzione riscalda una fascia stretta del tubo. Il raggio di flessione (per esempio., 3D, 5D, 7D) è determinato dal raggio centrale (R) rispetto al diametro del tubo nominale (D). Per esempio, Una curva 5D da 6 pollici ha un raggio di linea centrale di R = 5 × 6 "= 30" (762 mm).
- Trattamento termico post-piega: Dopo essersi piegata, Il tubo subisce un trattamento termico per alleviare le sollecitazioni residue e ripristinare le proprietà meccaniche. I metodi comuni includono:
- Sollevare lo stress o temprare: Riscaldamento a 480 ° C - 675 ° C almeno 30 minuti per 25 mm di spessore.
- Normalizzante: Riscaldamento al di sopra della temperatura di trasformazione e raffreddamento in aria fissa.
- Tempra e rinvenimento: Riscaldamento al di sopra della temperatura di trasformazione, spegnere in acqua o olio, e temprare per ottenere la durezza e la tenacità desiderate.
- Preparazione alla fine della saldatura: Le estremità della curva sono smussate in conformità con ASME B16.25 per garantire la compatibilità con il calcio di testa nei sistemi di tubazioni.
- Collaudo e ispezione: Ogni curva subisce test rigorosi per verificare la conformità con ASME B16.49, tra cui:
- Controllo dimensionale: Verificare l'angolo di piega, raggio, ovalizzazione, e lunghezze tangenti.
- Esame visivo: Verificare la presenza di difetti di superficie come crepe o laminazioni.
- Prove meccaniche: Conducendo test di trazione, Test di Charpy V-Notch, e test di durezza.
- Controlli non distruttivi (NDT): Esecuzione di test ad ultrasuoni (OUT) e test radiografici (RT) Per rilevare difetti interni.
- Marcatura e documentazione: Ogni curva è contrassegnata con dettagli come il grado di materiale, raggio di curvatura, angolo, e stato di trattamento termico. Il rapporto sui dati di un produttore (Mdr) è fornito per documentare la conformità con ASME B16.49.
3D, 5D, e curve 7D
Le curve di induzione sono classificate in base al raggio della linea centrale rispetto al diametro del tubo nominale (D). Le configurazioni più comuni sono:
- 3D curve: Il raggio della linea centrale è tre volte il diametro nominale (R = 3d). Per un tubo da 6 pollici, R = 18 inches (457.2 mm). Queste curve sono utilizzate in applicazioni che richiedono curve più strette, come nei layout di tubazioni compatte.
- 5D curve: Il raggio della linea centrale è cinque volte il diametro nominale (R = 5d). Per un tubo da 6 pollici, R = 30 inches (762 mm). Queste curve offrono un flusso più fluido e una perdita di pressione ridotta, rendendoli ideali per condutture a lunga distanza.
- 7D curve: Il raggio della linea centrale è sette volte il diametro nominale (R = 7d). Per un tubo da 6 pollici, R = 42 inches (1066.8 mm). Queste curve sono utilizzate in applicazioni che richiedono una resistenza al flusso minima, come linee di trasmissione del gas ad alta pressione.
Ogni tipo di curva è selezionato in base ai requisiti specifici del sistema di tubazioni, comprese le caratteristiche del flusso, vincoli di spazio, e valori di pressione.
Dimensioni della curva 3D/5D a raggio lungo
| Nominale Sezione tubo |
Esterno Diametro |
Dentro Diametro |
Parete Spessore |
Centro Per finire |
Tubo Pianificazione |
Peso Sterline |
| 1/2 | 0.84 | 0.622 | 0.109 | 1.5 | 40 | 0.16 |
| 3/4 | 1.05 | 0.824 | 0.113 | 1.5 | 40 | 0.17 |
| 1 | 1.32 | 1.049 | 0.133 | 1.5 | 40 | 0.4 |
| 1 1/4 | 1.66 | 1.38 | 0.14 | 1.88 | 40 | 0.55 |
| 1 1/2 | 1.9 | 1.61 | 0.145 | 2.25 | 40 | 0.8 |
| 2 | 2.38 | 2.07 | 0.154 | 3 | 40 | 1.6 |
| 2 1/2 | 2.88 | 2.47 | 0.203 | 3.75 | 40 | 3.2 |
| 3 | 3.5 | 3.07 | 0.216 | 4.5 | 40 | 4.8 |
| 3 1/2 | 4 | 3.55 | 0.226 | 5.25 | 40 | 6.6 |
| 4 | 4.5 | 4.03 | 0.237 | 6 | 40 | 8.9 |
| 5 | 5.56 | 5.05 | 0.258 | 7.5 | 40 | 15.1 |
| 6 | 6.62 | 6.07 | 0.28 | 9 | 40 | 24 |
| 8 | 8.62 | 7.98 | 0.322 | 12 | 40 | 47.8 |
| 10 | 10.75 | 10.02 | 0.365 | 15 | 40 | 83.4 |
| 12 | 12.75 | 12 | 0.375 | 18 | * | 123 |
| 14 | 14 | 13.25 | 0.375 | 21 | 30 | 155 |
| 16 | 16 | 15.25 | 0.375 | 24 | 30 | 206 |
| 18 | 18 | 17.25 | 0.375 | 27 | * | 262 |
| 20 | 20 | 19.25 | 0.375 | 30 | 20 | 324 |
| 24 | 24 | 23.25 | 0.375 | 36 | 20 | 466 |
| 30 | 30 | 29.25 | 0.375 | 45 | * | 720 |
| 36 | 36 | 35.25 | 0.375 | 54 | * | 1,039 |
| 42 | 42 | 41.25 | 0.375 | 63 | * | 1,420 |
| 48 | 48 | 47.25 | 0.375 | 72 | * | 2,000 |
Vantaggi delle curve a induzione
Le curve di induzione offrono numerosi vantaggi rispetto ai tradizionali metodi di piegatura dei tubi (per esempio., Piani di piegatura a freddo o saldati), rendendoli una scelta preferita per i sistemi di tubazioni critiche. Di seguito sono riportati i vantaggi chiave:
- Caratteristiche di flusso migliorate: Curve di grande radio (per esempio., 5D, 7D) ridurre la turbolenza e la perdita di pressione rispetto ai gomiti standard, Migliorare l'efficienza del trasporto di fluidi o gas. Ciò è particolarmente importante nelle condutture a lunga distanza in cui i costi energetici sono una considerazione significativa.
- Saldature ridotte: Le curve di induzione eliminano la necessità di gomiti multipli saldati, Ridurre il numero di saldature nel sistema. Meno saldature si traducono in minori costi di fabbricazione, Requisiti di ispezione ridotti, e miglioramento dell'integrità del sistema, Poiché le saldature sono potenziali punti di fallimento.
- Efficienza dei costi: Il materiale del tubo dritto è generalmente meno costoso dei gomiti prefabbricati, e la flessione a induzione consente una rapida produzione di curve senza la necessità di mandrini interni o riempimento di sabbia. Ciò riduce i tempi di produzione e i costi rispetto alla flessione antincendio o alla fabbricazione della saldatura.
- Flessibilità nel design: Le curve di induzione possono essere prodotte con angoli personalizzati (per esempio., 30°, 60°, 90°) e raggi (per esempio., 3D a 10d), Offrire una maggiore flessibilità nella progettazione delle tubazioni. Curve composte (curve fuori piano) può anche essere creato in un giunto a tubo singolo, Completare requisiti di routing complessi.
- Integrità del materiale superiore: Il processo di riscaldamento e raffreddamento controllato minimizza difetti come crepe o fibbie, Garantire che la curva conserva le proprietà meccaniche del tubo genitore. Il trattamento termico post-piega migliora ulteriormente le prestazioni del materiale, Rendere le curve di induzione adatte per applicazioni ad alta pressione e ad alta temperatura.
- Versatilità tra le industrie: Le curve di induzione sono utilizzate in diverse applicazioni, tra cui:
- Olio e gas: Per i gasdotti che trasportano petrolio greggio, gas naturale, o prodotti raffinati.
- Petrolchimico: Per le tubazioni di processo nelle raffinerie e nelle piante chimiche.
- Generazione di energia: Per i sistemi di acqua di vapore e raffreddamento nelle centrali elettriche.
- Infrastruttura: Per l'approvvigionamento idrico e i sistemi di acque reflue.
- Benefici ambientali: Riducendo la necessità di saldature e minimizzando i rifiuti di materiale, La flessione dell'induzione è un'opzione più sostenibile rispetto ai metodi di fabbricazione tradizionali. Inoltre, La natura ad alta efficienza energetica del riscaldamento a induzione abbassa l'impronta di carbonio del processo di produzione.
I nostri servizi relativi alla flessione a induzione
Come produttore leader di tubi di piegatura a induzione, La nostra azienda offre una suite completa di servizi per soddisfare le diverse esigenze dei nostri clienti. Questi servizi sono progettati per fornire di alta qualità, soluzioni personalizzate garantendo al contempo il rispetto degli standard del settore.
- Design e ingegneria personalizzati di curvatura: Il nostro team di ingegneri esperti collabora con i clienti per progettare curve di induzione su misura per requisiti specifici del progetto. Forniamo:
- Piegare il raggio e la personalizzazione dell'angolo: Produrre curve con raggi da 2,5d a 10d e angoli da 1 ° a 180 °.
- Guida alla selezione dei materiali: Raccomandare materiali in base alle condizioni operative, ad esempio corrosione resistenza o prestazioni ad alta temperatura.
- Analisi degli elementi finiti (FEA): Simulazione dello stress e della deformazione per ottimizzare la progettazione della curva e garantire l'integrità strutturale.
- Produzione e fabbricazione: Il nostro impianto di produzione all'avanguardia è attrezzato per produrre curve di induzione in una vasta gamma di dimensioni (1/2Diametro esterno "a 38") e spessori delle pareti (SCH 5 a xxs). Offriamo:
- Curve senza soluzione di continuità e saldate: Catering a requisiti di tubo sia senza soluzione di continuità che saldati.
- Opzioni di lunghezza tangente: Fornire curve con o senza lunghezze tangenti per una facile saldatura sul campo.
- Curve speciali: Produrre curve composte e curve multi-piano per layout di tubazioni complesse.
- Trattamento termico post-piega: Offriamo una serie di opzioni di trattamento termico per soddisfare i requisiti ASME B16.49, compreso il sollevamento dello stress, normalizzante, e spegnere e temperare. I nostri processi di trattamento termico sono controllati con precisione per garantire proprietà materiali coerenti in tutte le curve.
- Collaudo e ispezione: I nostri servizi di ispezione integrati, dettagliato di seguito, Assicurarsi che ogni curva soddisfi gli standard di altissima qualità. Eseguiamo controlli dimensionali, prove meccaniche, e NDT per verificare la conformità con ASME B16.49 e le specifiche del cliente.
- Rivestimento e finitura: Per migliorare la durata e la resistenza alla corrosione, Forniamo servizi a valore aggiunto come:
- Galvanizzazione a caldo
- Epossidico e FBE (epossidico legato per fusione) Rivestimento
- Sabblasting ed elettropolizio
Analisi scientifica
I vantaggi dei tubi di piegatura a induzione sono messi a terra sia nei principi di ingegneria che in materiale. Il processo garantisce una distorsione minima e mantiene l'integrità strutturale del tubo attraverso cicli di riscaldamento e raffreddamento controllato. Analisi degli elementi finiti (FEA) viene spesso usato per simulare il processo di flessione, prevedere la distribuzione dello stress, diradamento a parete, e ovalità. Questo approccio scientifico consente un controllo preciso sui parametri di flessione, Garantire la conformità a standard come ASME B16.49.
Dal punto di vista della fluidodinamica, curve di raggio più grande (per esempio., 5D e 7d) ridurre la turbolenza e la caduta di pressione, Come descritto dall'equazione di Darcy-Weisbach per perdite di attrito nei tubi:
Dove:
- \(h_f ): Perdita di testa dovuta all'attrito
- \(f\): Fattore di attrito
- \(L\): lunghezza tubo
- \(D\): l'applicazione di materiali isolanti in schiuma rigida di poliuretano nell'industria edile domestica è ancora nella fase iniziale
- \(v\): Velocità fluida
- \(g\): Accelerazione gravitazionale
Le curve di raggio maggiore riducono la lunghezza effettiva (\(L\)) della curva, riducendo \(h_f ) e migliorare l'efficienza del flusso. Ciò è particolarmente critico nelle applicazioni ad alto flusso come oletine e gasdotti.
Attrezzatura all'avanguardia per flessione per tubi
La nostra azienda investe in attrezzature di piegatura a induzione all'avanguardia per fornire precisione, efficienza, e affidabilità. La nostra attrezzatura chiave include:
- Macchine per flessione a intervento a media frequenza:
- In grado di piegare i tubi da ½ "a 38" di diametro con spessori della parete fino a 2.5 inches.
- Dotato di sistemi di controllo avanzati per la temperatura precisa e la regolazione della velocità di flessione.
- Caratteristiche IGBT (Transistor bipolare a gate isolato) Tecnologia di inversione per il riscaldamento ad alta efficienza energetica.
- Sistemi di raffreddamento automatizzati:
- Sistemi integrati di acqua e raffreddamento ad aria per garantire il raffreddamento rapido e uniforme post-piega.
- Riduce al minimo la distorsione termica e garantisce la stabilità dimensionale.
- Strumenti di misurazione di precisione:
- Sistemi di ispezione dimensionale basati sul laser per verificare gli angoli di piega, raggi, e ovalità con alta precisione.
- Calibri di spessore ad ultrasuoni per misurare il diradamento delle pareti e l'ispessimento.
- Forni di trattamento termico post-piega:
- Forni controllati da computer per alleviare lo stress, normalizzante, e spegnere e temperare.
- In grado di gestire curve di grande diametro con distribuzione uniforme della temperatura.
La nostra attrezzatura è regolarmente mantenuta e calibrata per garantire prestazioni e conformità costantemente con gli standard del settore. Investiamo anche nella ricerca e nello sviluppo per incorporare gli ultimi progressi nella tecnologia di flessione a induzione, come il monitoraggio in tempo reale e i sistemi di manutenzione predittiva.
Il nostro servizio di ispezione integrato: Un segno di qualità
La garanzia della qualità è al centro delle nostre operazioni di flessione a induzione. I nostri servizi di ispezione integrati sono progettati per garantire che ogni curva soddisfi i requisiti rigorosi di ASME B16.49 e le specifiche del cliente. Il nostro processo di ispezione include:
- Controllo dimensionale:
- Misurare gli angoli di piega, raggi, lunghezze tangenti, e ovalità usando strumenti basati sul laser.
- Garantire il rispetto delle tolleranze ASME B16.49 (per esempio., ovalità ≤ 3% nel corpo pieghevole, ≤ 1% in tangenti).
- Esame visivo:
- Ispezionando le superfici interne ed esterne per le crepe, laminazioni, Una discontinuità che richiede una spiegazione per determinarne il significato, o tacche.
- Eventuali imperfezioni vengono affrontate attraverso la macinazione, senza riparazioni di saldatura consentite per ASME B16.49.
- Prove meccaniche:
- Prove di trazione: Verificare la forza e la duttilità del materiale di piega.
- Test di Charpy V-Notch: Valutare la tenacità dell'impatto, soprattutto per applicazioni a bassa temperatura.
- Test di durezza: Garantire il rispetto dei requisiti di durezza materiale post-calore.
- Controlli non distruttivi (NDT):
- Test ad ultrasuoni (OUT): Rilevare difetti interni come vuoti o inclusioni.
- Test radiografici (RT): Esaminare le cuciture di saldatura (per tubi saldati) e piegare le regioni per i difetti del sottosuolo.
- Test delle particelle magnetiche (MPT) e Test del penetrante liquido (LPT): Identificare i difetti di superficie e vicino alla superficie.
- Documentazione e tracciabilità:
- Fornire rapporti di ispezione dettagliati, compresi i certificati di test materiale (MTCS) e risultati NDT.
- Mantenere la piena tracciabilità di materiali e processi per la garanzia della qualità e la conformità normativa.
I nostri servizi di ispezione sono condotti da professionisti certificati formati agli standard internazionali, come ASNT (American Society for non distruttivo test) Livello II e III. Offriamo anche servizi di ispezione di terze parti su richiesta di fornire ulteriore garanzia ai nostri clienti.
Casi studio: Applicazioni del mondo reale
Per illustrare il valore delle nostre soluzioni di flessione a induzione, Ecco due casi studio che mostrano la nostra esperienza:
Progetto del gasdotto e petrolio
Sfida: Un client ha richiesto curve 5D e 7D per un diametro di 24 pollici, API 5L X65 pipeline Per ridurre al minimo la perdita di pressione su un tratto di 100 km.
Soluzione: Abbiamo prodotto curve 5D e 7D senza soluzione di continuità con controllo dimensionale preciso e abbiamo eseguito il trattamento termico normalizzante per migliorare la tenacità. I nostri servizi di ispezione integrati, tra cui UT e RT, difetti zero garantiti.
Risultato: La riduzione della pressione ridotta da parte di 15% Rispetto ai gomiti standard, Migliorare l'efficienza della pipeline e ridurre i costi operativi.
Espansione delle piante petrolchimiche
Sfida: Una raffineria necessaria curve 3D e 5D personalizzate in acciaio inossidabile duplex (ASTM A815 UNS S31803) Per un sistema di tubazioni di processo corrosivo con vincoli di spazio stretto.
Soluzione: Abbiamo progettato e prodotto curve 3D composte con angoli personalizzati (45° e 60 °) e applicato rivestimento FBE per la resistenza alla corrosione. Le nostre simulazioni FEA hanno ottimizzato il design della curva per resistere alle condizioni ad alta pressione.
Risultato: Le curve sono state installate con successo, soddisfare tutti i requisiti ASME B16.49 e ridurre i tempi di installazione di 20% A causa di un minor numero di saldature.
Conclusione
I tubi di piegatura a induzione sono un componente critico dei moderni sistemi di tubazioni, offrire flessibilità senza pari, efficienza, e affidabilità. Competenza della nostra azienda nella produzione di curve di induzione conformi a ASME B16.49, combinato con la nostra attrezzatura all'avanguardia, servizi completi, e rigorosi processi di ispezione, ci posiziona come leader nel settore. Se hai bisogno di 3D, 5D, o piega 7D per petrolio e gas, petrolchimico, o applicazioni di generazione di energia, Forniamo soluzioni su misura che soddisfano i più alti standard di qualità e prestazioni.
Sfruttando i principi scientifici del riscaldamento a induzione, tecniche di produzione precise, e metodi di ispezione avanzati, Garantiamo che le nostre curve di induzione superano le aspettative dei clienti. Il nostro impegno per l'innovazione, sostenibilità, E la soddisfazione del cliente ci spinge a migliorare continuamente i nostri processi e fornire valore ai progetti in tutto il mondo. Per ulteriori informazioni sui nostri servizi di flessione a induzione, Contattaci oggi per discutere i requisiti del tuo progetto.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}