

Kesan Reka Bentuk Alur pada Tegasan Baki dan Pengecutan Melintang dalam GMAW dan PGMAW bagi Paip Keluli Lancar A333
Jun 29, 2022
Bahagian 1. Bagaimana untuk mengawal ubah bentuk tiub lancar ketepatan semasa proses lukisan sejuk
Julai 8, 2022
Mengikut kaedah-kaedah pengeluaran yang berbeza, ia dibahagikan kepada paip gelek panas, paip gelek sejuk, paip yang ditarik sejuk, paip tersemperit, bicu paip, dan lain-lain., semuanya mempunyai peraturan proses mereka sendiri. Bahan-bahannya adalah keluli struktur karbon biasa dan berkualiti tinggi (Q215-A~Q275-A dan keluli 10~50), keluli aloi rendah (09MnV, 16MN, dan lain-lain.), besi aloi, keluli tahan karat asid, dan lain-lain. Mengikut penggunaan, ia terbahagi kepada dua kategori: kegunaan umum (untuk air, saluran paip gas dan bahagian struktur, bahagian mekanikal) dan istimewa (untuk dandang, penerokaan geologi, galas, rintangan asid, dan lain-lain.).
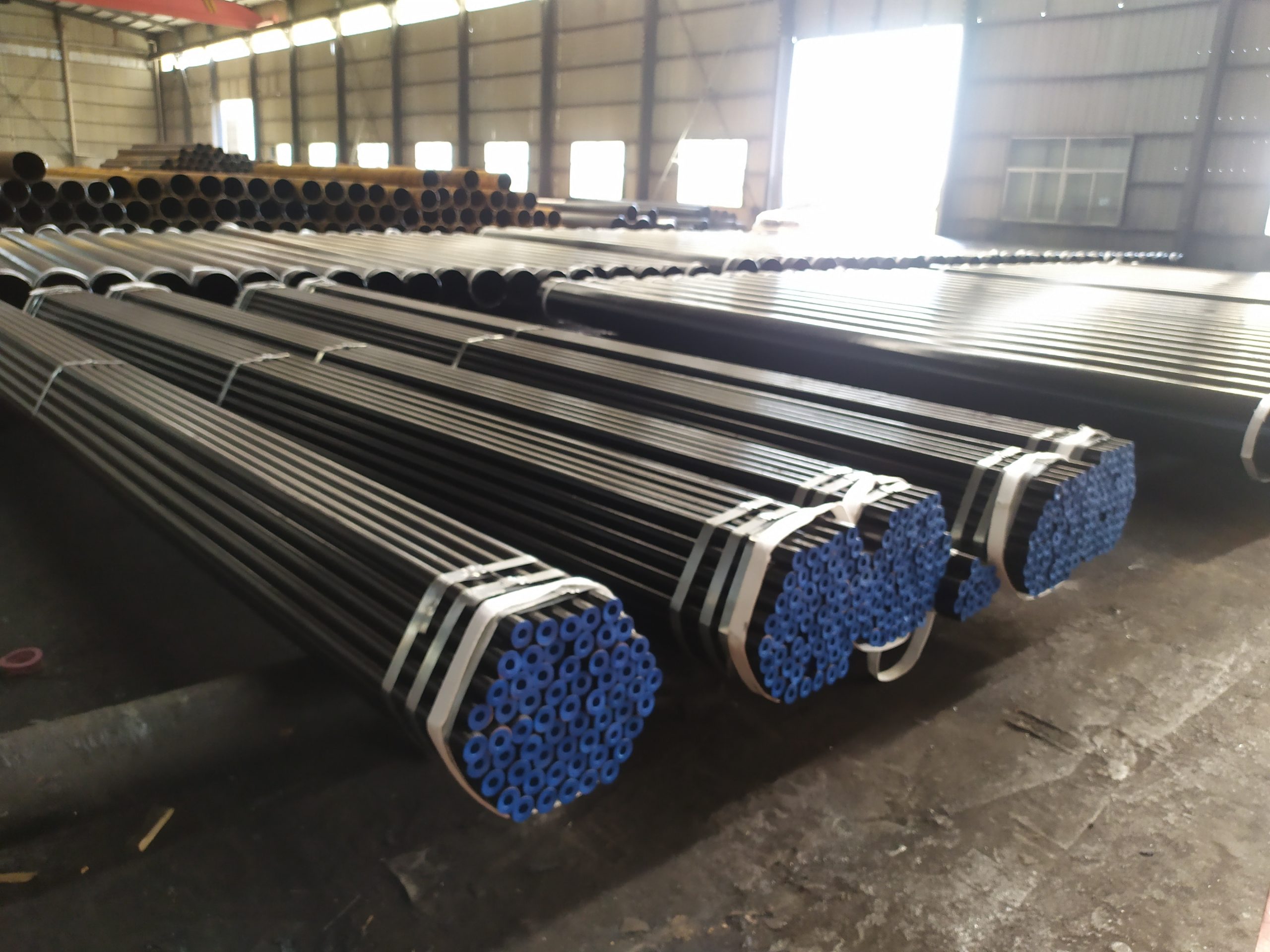
Paip keluli lancar digunakan secara meluas. Paip keluli lancar tujuan am digulung daripada keluli struktur karbon biasa, rendah aloi keluli struktur atau aloi keluli struktur, dengan keluaran terbesar, dan digunakan terutamanya sebagai saluran paip atau bahagian struktur untuk menyampaikan cecair. .2. Mengikut kegunaan yang berbeza, ia terbahagi kepada tiga jenis bekalan: yang. Mengikut komposisi kimia dan sifat mekanikal; b. Mengikut sifat mekanikal; c. Mengikut ujian hidraulik. Paip keluli yang dibekalkan mengikut kategori a dan b, jika ia digunakan untuk menahan tekanan cecair, hendaklah juga tertakluk kepada ujian hidrostatik. 3. Terdapat banyak jenis paip lancar untuk tujuan khas, seperti paip lancar untuk dandang, paip lancar untuk kuasa kimia, paip lancar untuk kegunaan geologi dan paip lancar untuk petroleum.
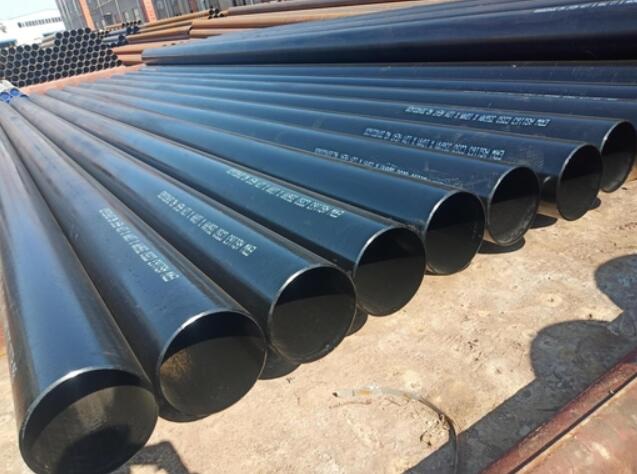
Paip keluli lancar mempunyai bahagian berongga dan digunakan secara meluas sebagai saluran paip untuk mengangkut bendalir, seperti saluran paip untuk mengangkut minyak, gas asli, gas, air dan bahan pepejal tertentu. Berbanding dengan keluli pepejal seperti keluli bulat, paip keluli adalah lebih ringan beratnya apabila kekuatan lentur dan kilasan adalah sama, dan merupakan keluli keratan yang ekonomik.
Ia digunakan secara meluas dalam pembuatan bahagian struktur dan bahagian mekanikal, seperti paip gerudi minyak, aci penghantaran kereta, rangka basikal dan perancah keluli yang digunakan dalam pembinaan. Penggunaan paip keluli untuk membuat bahagian cincin boleh meningkatkan penggunaan bahan, memudahkan proses pembuatan, menjimatkan bahan dan pemprosesan Waktu kerja telah digunakan secara meluas untuk mengeluarkan paip keluli.
Proses pengeluaran
①Proses pengeluaran utama gulung panas paip keluli lancar (△proses pemeriksaan utama):
Penyediaan dan pemeriksaan kosong tiub△→pemanasan kosong tiub→menindik→gelek tiub→pemanasan semula keluli→tetap (dikurangkan) diameter → rawatan haba △ → meluruskan paip siap → kemasan → pemeriksaan △ (bukan pemusnah, fizikal dan kimia, pemeriksaan Taiwan)→ pergudangan
②Proses pengeluaran utama canai sejuk (dilukis) paip keluli lancar:
Penyediaan bilet → pelinciran jeruk → rolling sejuk (lukisan)→ rawatan haba → meluruskan → kemasan → pemeriksaan
Proses pengeluaran paip keluli lancar am boleh dibahagikan kepada dua jenis: lukisan sejuk dan guling panas. Proses pengeluaran paip keluli lancar gelek sejuk secara amnya lebih rumit daripada gelek panas. Dalam ujian saiz, jika permukaan tidak bertindak balas terhadap keretakan, tiub bulat akan dipotong oleh mesin pemotong dan dipotong menjadi bilet dengan panjang kira-kira satu meter. Kemudian masukkan proses penyepuhlindapan, penyepuhlindapan hendaklah dijeruk dengan cecair berasid, dan perhatikan sama ada terdapat banyak lepuh di permukaan semasa penjerukan. Jika terdapat banyak melepuh, ia bermakna kualiti paip keluli tidak memenuhi piawaian yang sepadan. Dalam penampilan, paip keluli lancar gelek sejuk adalah lebih pendek daripada paip keluli lancar gelek panas. Ketebalan dinding paip keluli lancar gelek sejuk biasanya lebih kecil daripada paip keluli lancar gelek panas., tetapi permukaannya kelihatan lebih cerah daripada paip keluli lancar berdinding tebal, dan permukaannya tidak terlalu banyak. Sangat kasar, dan kaliber tidak mempunyai terlalu banyak burr.
Keadaan penghantaran paip keluli lancar gelek panas secara amnya keadaan gelek panas dihantar selepas rawatan haba. Selepas pemeriksaan kualiti, paip keluli lancar gulung panas mesti dipilih dengan ketat oleh kakitangan. Selepas pemeriksaan kualiti, permukaan hendaklah disapu minyak, diikuti dengan beberapa eksperimen lukisan sejuk, dan eksperimen perforasi hendaklah dijalankan selepas rawatan guling panas. Jika diameter tebuk terlalu besar, ia harus diluruskan dan diperbetulkan. Selepas meluruskan, ia dipindahkan ke pengesan kecacatan oleh penghantar untuk eksperimen pengesanan kecacatan, dan akhirnya dilabel dan disusun mengikut spesifikasi, dan kemudian diletakkan di dalam gudang.
Tiub bulat kosong→memanaskan→menindik→menggulung pencong tiga rol, penggelek atau penyemperitan berterusan→penyingkiran tiub→saiz (atau mengurangkan)→penyejukan→meluruskan→ujian hidrostatik (atau pengesanan kecacatan)→ menanda → menyimpan paip keluli lancar Ia diperbuat daripada jongkong keluli atau kosong tiub pepejal melalui penembusan untuk membuat kapilari, dan kemudian digulung panas, digulung sejuk atau ditarik sejuk. Spesifikasi paip keluli lancar dinyatakan dalam milimeter diameter luar * ketebalan dinding.
Diameter luar paip lancar gelek panas biasanya lebih besar daripada 32mm, ketebalan dinding ialah 2.5-200mm, diameter luar paip lancar canai sejuk boleh mencapai 6mm, ketebalan dinding boleh mencapai 0.25mm, dan paip berdinding nipis boleh mencapai 5mm. Rolling mempunyai ketepatan dimensi yang lebih tinggi daripada rolling panas.
Umumnya, paip keluli lancar diperbuat daripada 10, 20, 30, 35, 45 dan lain-lain yang berkualiti tinggi 16Mn keluli karbon, 5MnV dan lain-lain rendah aloi keluli struktur atau 40Cr, 30CrMnSi, 45Mn2, 40MnB dan gabungan keluli canai panas atau canai sejuk lain. lancar paip diperbuat daripada keluli karbon rendah seperti 10 dan 20 digunakan terutamanya untuk saluran paip pengangkutan bendalir. 45, 40Cr dan paip lancar keluli karbon sederhana lain digunakan untuk mengeluarkan bahagian mekanikal, seperti bahagian tertekan kereta dan traktor. Umumnya, paip keluli lancar digunakan untuk memastikan ujian kekuatan dan kerataan. Paip keluli gulung panas dihantar dalam keadaan gulung panas atau dirawat haba; paip keluli gelek sejuk dihantar dalam keadaan dirawat haba.
Panas bergolek, seperti namanya, mempunyai a suhu tinggi daripada kepingan yang digulung, jadi rintangan ubah bentuk adalah kecil, dan sejumlah besar ubah bentuk boleh dicapai. Mengambil penggelek plat keluli sebagai contoh, ketebalan papak tuangan berterusan secara amnya adalah kira-kira 230mm, dan selepas guling kasar dan selesai guling, ketebalan akhir ialah 1~20mm. Pada masa yang sama, disebabkan nisbah lebar-ke-tebalan plat keluli yang kecil, keperluan ketepatan dimensi adalah agak rendah, dan masalah bentuk pinggan tidak mudah berlaku, dan kawalan utama ialah mengawal mahkota. Bagi mereka yang mempunyai keperluan organisasi, ia biasanya direalisasikan dengan penggelek terkawal dan penyejukan terkawal, itu dia, mengawal suhu pembukaan dan suhu penggulungan akhir penggulungan kemasan. Bilet tiub bulat → pemanasan → penebukan → tajuk → penyepuhlindapan → penjerukan → minyak (penyaduran tembaga) → Lukisan sejuk berbilang pas (rolling sejuk) → tiub bilet → rawatan haba → meluruskan → ujian hidraulik (pengesanan kecacatan) → menanda → penyimpanan.
Indeks prestasi mekanikal
Sifat mekanikal keluli adalah penunjuk penting untuk memastikan sifat kegunaan akhir (sifat-sifat mekanik) daripada keluli, yang bergantung kepada komposisi kimia dan sistem rawatan haba keluli. Dalam standard paip keluli, mengikut keperluan penggunaan yang berbeza, sifat tegangan (kekuatan tegangan, kekuatan hasil atau titik hasil, pemanjangan), penunjuk kekerasan dan keliatan, serta sifat suhu tinggi dan rendah yang diperlukan oleh pengguna dinyatakan.
① Kekuatan tegangan (σb)
Semasa proses tegangan, daya maksimum (Fb) yang ditanggung oleh sampel pada masa pecah, dibahagikan dengan luas keratan rentas asal (Jadi) daripada sampel (p), dipanggil kekuatan tegangan (σb), dan unitnya ialah N / mm2 (MPa). Ia mewakili keupayaan maksimum bahan logam untuk menahan kerosakan di bawah ketegangan.
② Titik hasil (σs)
Untuk bahan logam dengan fenomena hasil, tegasan di mana spesimen boleh terus memanjang tanpa meningkatkan daya (kekal malar) semasa proses tegangan dipanggil titik hasil. Jika daya berkurangan, titik hasil atas dan bawah harus dibezakan. Unit titik hasil ialah N / mm2 (MPa).
Titik hasil atas (σsu): tegasan maksimum sebelum spesimen menghasilkan dan daya turun untuk pertama kalinya; titik hasil yang lebih rendah (σsl): tegasan minimum dalam peringkat hasil apabila kesan sementara awal diabaikan.
③Pemanjangan selepas patah (p)
Dalam ujian tegangan, peratusan pertambahan panjang tolok spesimen selepas ia dipecahkan dipanggil pemanjangan. Ia diwakili oleh σ dan unitnya ialah %. Formula pengiraannya adalah: σ=(Lh-Lo)/L0*100%
④ Pengecutan bahagian (ψ)
Dalam ujian tegangan, peratusan pengurangan maksimum luas keratan rentas pada diameter kecil spesimen selepas spesimen dipecahkan dipanggil pengurangan luas. Ia dinyatakan dalam ψ dan unitnya ialah %. Dikira seperti berikut:
⑤Indeks kekerasan
Keupayaan bahan logam untuk menahan lekukan objek keras dipanggil kekerasan. Mengikut kaedah ujian dan skop aplikasi yang berbeza, kekerasan boleh dibahagikan kepada kekerasan Brinell, Kekerasan Rockwell, kekerasan Vickers, Kekerasan pantai, kekerasan mikro dan kekerasan suhu tinggi. Untuk paip, terdapat tiga kekerasan yang biasa digunakan: Brinell, Rockwell dan Vickers.
- Kekerasan brinell (HB)
Gunakan bola keluli atau bola karbida bersimen dengan diameter tertentu untuk menekan ke dalam permukaan sampel dengan daya ujian yang ditentukan (F), keluarkan daya uji setelah masa menahan yang ditentukan, dan ukur diameter lekukan (L) pada permukaan sampel. Nilai kekerasan Brinell ialah hasil bagi daya ujian dibahagikan dengan luas permukaan lekukan sfera. Dinyatakan dalam HBS (bola keluli), unitnya ialah N / mm2 (MPa).
Pengukuran kekerasan Brinell lebih tepat dan boleh dipercayai, tetapi secara amnya HBS hanya sesuai untuk bahan logam di bawah 450N/mm2 (MPa), tidak sesuai untuk keluli yang lebih keras atau plat nipis. Antara piawaian paip keluli, Kekerasan Brinell adalah yang paling banyak digunakan, dan kekerasan bahan selalunya dinyatakan dengan diameter lekukan d, yang intuitif dan mudah.
contoh: 120HBS10/1000/30: Menunjukkan bahawa nilai kekerasan Brinell diukur oleh bola keluli dengan diameter 10mm di bawah tindakan daya ujian 1000Kgf (9.807KN) untuk 30s (detik) ialah 120N/mm2 (MPa).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}