

Apakah OD, diameter dalaman, diameter nominal paip keluli?
Mungkin 16, 2018
Keluli formula pengiraan berat badan
Mungkin 21, 2018
Lingkaran keluli proses pengeluaran paip dan lurus paip keluli jahitan adalah berbeza: gegelung jalur sebagai bahan mentah, pengacuan penyemperitan sering hangat, automatik double-wayar bermuka dua arka tenggelam dikimpal proses kimpalan lingkaran paip keluli jahitan.
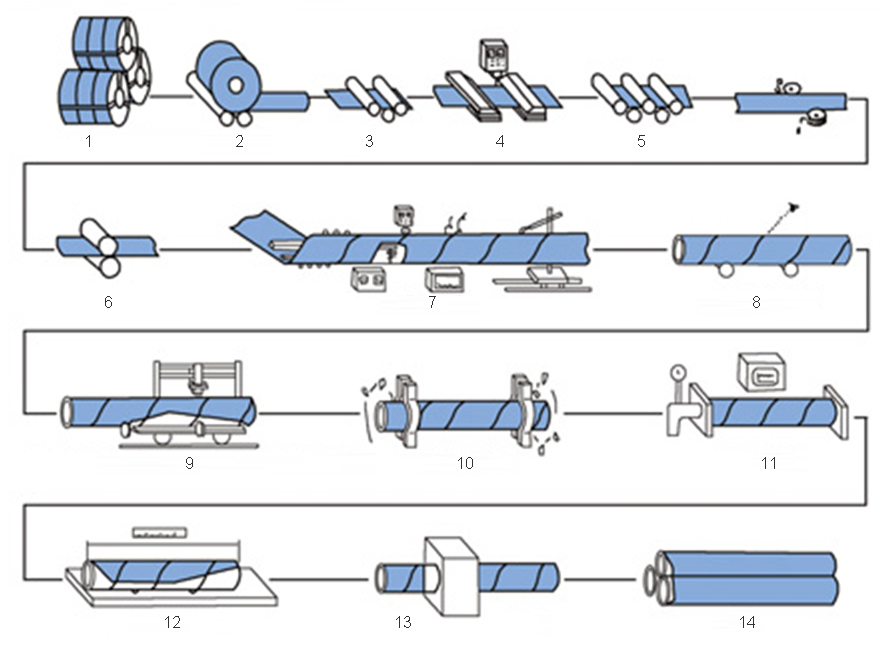
2. Uncoiling
3. Leveling kasar
4. Cutting End dan punggung kimpalan
5. Precision Leveling
6. menyampaikan
7. Membentuk Oleh Inner dan Kimpalan Outer
8. Kimpalan Sanga Cleaning & Pemeriksaan keseluruhan
9. pembaikan kimpalan, X-Ray Inspection, mengimbas, Dan Re-Inspection Oleh Manual UT
10. chamfering
11. Ujian hidrostatik
12. auto Negara-Mengukur dan berat
13. Coating dan Penandaan
14. Menyimpan
(1) bahan-bahan mentah gegelung keluli, kimpalan dawai, dan sentiasa berubah-ubah. Perlu melalui ujian fizikal dan kimia yang ketat sebelum melabur.
(2) Untuk kimpalan butt-akhir jalur keluli, single-wire atau double-wayar arka tenggelam kimpalan digunakan, dan selepas gegelung dibuat ke dalam paip keluli, automatik kimpalan arka tenggelam digunakan untuk membuat kimpalan.
(3) sebelum membentuk, jalur keluli diratakan, dipotong, bermata, permukaan dibersihkan dan pra-flanged. (4) Elektrik tolok tekanan sentuhan digunakan untuk mengawal tekanan silinder mampatan di kedua-dua penghantar untuk memastikan kelancaran penyampaian jalur.
(5) kawalan luaran atau kawalan dalaman roll membentuk.
(6) Peranti kawalan jurang kimpalan digunakan untuk memastikan bahawa jurang kimpal memenuhi keperluan kimpalan, dan diameter paip, jumlah juling, dan jurang kimpal adalah semua ketat dikawal.
(7) Kimpalan dalaman dan luaran semua dikimpal oleh arka tunggal wayar atau double-wayar tenggelam kimpalan menggunakan Lincoln Electric Welder Amerika Syarikat, sekali gus mendapatkan spesifikasi kimpalan yang stabil.
(8) kimpalan dikimpal semuanya diperiksa oleh seorang berterusan ultrasonik kecacatan automatik tester talian untuk memastikan liputan ujian bukan pemusnah 100% kimpalan lingkaran. Jika terdapat kecacatan, mereka akan secara automatik cemas dan dicat. Pekerja pengeluaran akan menyesuaikan parameter proses pada bila-bila untuk menghapuskan kecacatan dalam masa.
(9) Menggunakan pemotong plasma udara untuk memotong paip keluli menjadi kepingan tunggal.
(10) Selepas memotong ke dalam paip keluli tunggal, sistem pemeriksaan pertama yang ketat hendaklah dijalankan bagi setiap tiga paip pertama setiap kumpulan untuk memeriksa sifat-sifat mekanik, komposisi kimia, keadaan fusion, kualiti permukaan paip keluli, dan tidak memusnahkan ujian untuk memastikan proses paip membuat. Layak sebelum mereka secara rasmi boleh dimasukkan ke dalam pengeluaran.
(11) Di mana terdapat satu gelombang bunyi tanda pengesanan kecacatan berterusan pada kimpalan, selepas manual ultrasonik dan X-ray ulasan, jika terdapat kecacatan, selepas pembaikan, ia hendaklah menjalani ujian bukan pemusnah lagi sehingga ia disahkan bahawa kecacatan itu telah dihapuskan.
(12) Sendi punggung kimpalan punggung dan persimpangan dengan kimpalan lingkaran jalur keluli semua diperiksa oleh televisyen X-ray atau filem.
(13) Setiap paip hydrostatically diuji dan tekanan adalah radial dimeterai. Tekanan ujian dan masa yang dikawal ketat oleh paip keluli tekanan hidraulik ujian peranti. parameter ujian dicetak secara automatik dan direkodkan.
(14) End-of-paip pemesinan dilakukan supaya verticality muka akhir, sudut alur dan kelebihan tumpul dikawal dengan tepat.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}