

25Paip keluli tahan karat CR-20NI Alloy Haba (310S)
Mungkin 23, 2025
Fabrikasi Spool Paip | Pembuatan Piping Spool| Sistem Piping Prefabricated
Mungkin 31, 2025Paip lentur induksi untuk sistem paip

Selekoh induksi datang dalam sudut selekoh standard (cth. 45°, 90°, dan lain-lain.) atau boleh dibuat khas untuk sudut selekoh tertentu. Selekoh kompaun (Out-of-plane) selekoh dalam satu sendi paip juga boleh dihasilkan. Radius Bend ditentukan sebagai fungsi diameter. Sebagai contoh, Radii bend biasa untuk selekoh induksi adalah 3D, 5D dan 7d, di mana d adalah diameter diameter paip nominal.
Paip lentur induksi untuk sistem paip
pengenalan
Lenturan induksi adalah proses lenturan paip yang canggih dan sangat terkawal yang telah menjadi asas dalam sistem paip moden di seluruh industri seperti minyak dan gas, petrokimia, penjanaan tenaga, dan infrastruktur. Teknologi ini membolehkan pembentukan selekoh paip yang tepat dengan radiasi yang berbeza -beza, termasuk 3d, 5D, dan konfigurasi 7D, sambil mengekalkan integriti struktur dan sifat mekanik bahan. Syarikat kami adalah pengeluar paip lenturan induksi terkemuka, Mematuhi piawaian ketat seperti ASME B16.49, Dan kami bangga dengan memberikan berkualiti tinggi, penyelesaian yang boleh dipercayai disesuaikan dengan keperluan pelanggan kami.
Artikel ini menyediakan penerokaan paip lenturan induksi yang mendalam, termasuk prinsip saintifik di sebalik proses, kelebihan selekoh induksi, proses pembuatan di bawah ASME B16.49, faedah khusus 3D, 5D, dan selekoh 7d, peralatan canggih kami, Perkhidmatan Pemeriksaan Bersepadu, dan perkhidmatan yang berkaitan dengan lenturan induksi komprehensif yang kami tawarkan. Dengan menggabungkan analisis teknikal dengan pandangan praktikal, Kami berhasrat untuk mempamerkan mengapa lenturan induksi adalah pilihan pilihan untuk sistem paip moden dan bagaimana syarikat kami memimpin industri dalam domain ini.
Sains induksi lentur
Prinsip induksi lentur
Lenturan induksi adalah proses pembentukan panas yang menggunakan pemanasan tempatan dan daya mekanikal terkawal untuk membentuk paip ke dalam selekoh yang tepat. Proses ini melibatkan langkah -langkah utama berikut:
- Pemanasan setempat: Gegelung induksi, Dikuasakan oleh arus elektrik frekuensi tinggi, diletakkan di sekitar bahagian tertentu paip. Gegelung ini menjana medan elektromagnet yang mendorong arus eddy dalam paip, Memanaskan jalur circumferential sempit ke suhu biasanya antara 850 ° C dan 1100 ° C, bergantung pada bahan (cth., keluli karbon, keluli tahan karat, atau keluli aloi).
- Lenturan terkawal: Setelah suhu yang dikehendaki dicapai, Paip perlahan -lahan ditolak melalui gegelung induksi sementara lengan lentur menggunakan daya terkawal untuk membentuk selekoh. Bahagian yang dipanaskan menjadi mudah ditempa, Membenarkan ia berubah tanpa retak atau menjejaskan integriti paip.
- penyejukan: Sejurus selepas lenturan, Bahagian yang dipanaskan disejukkan menggunakan semburan air atau udara untuk menstabilkan bentuk yang baru terbentuk dan mencegah gangguan. Penyejukan pesat ini juga mempengaruhi struktur metalurgi bahan, Selalunya memerlukan rawatan haba pasca-bengkok untuk memulihkan sifat mekanikal yang dikehendaki.
Pertimbangan metalurgi dan mekanikal
Proses lenturan induksi mendorong tegasan terma dan mekanikal dalam paip, yang mesti dikendalikan dengan teliti untuk mengekalkan sifat bahan. Aspek metalurgi dan mekanikal utama termasuk:
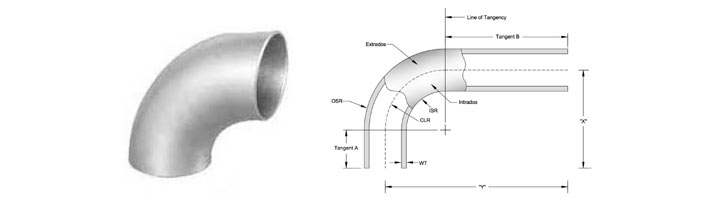
- Penipisan dinding dan menebal: Semasa membongkok, jejari luar (extrados) paip mengalami penipisan dinding kerana tegangan tegangan, sementara jejari dalaman (Intrados) menjalani penebalan dinding kerana tekanan mampatan. ASME B16.49 Menentukan bahawa ketebalan dinding minimum di ekstrado mesti memenuhi keperluan tekanan reka bentuk, biasanya tidak kurang daripada minimum yang diperlukan untuk paip lurus.
- Kawalan ovaliti: Ovality, atau penyimpangan dari keratan rentas bulat yang sempurna, adalah parameter kritikal dalam lenturan induksi. ASME B16.49 dan ISO 15590-1 mandat bahawa ovality tidak boleh melebihi 3% diameter nominal di badan selekoh dan 1% di bahagian tangen. Kawalan tepat parameter lenturan memastikan pematuhan toleransi ini.
- Perubahan mikrostruktur: Suhu tinggi yang terlibat dalam lenturan induksi dapat mengubah struktur mikro bahan paip, berpotensi mempengaruhi kekuatan dan ketangguhannya. Rawatan haba pasca-bengkok, seperti menormalkan, Keadaan penghantaran yang biasa digunakan bagi paip keluli ialah, dan pembajaan, sering digunakan untuk memulihkan atau meningkatkan sifat bahan. Sebagai contoh, Selekoh keluli karbon boleh dinormalisasi dengan pemanasan di atas suhu transformasi dan penyejukan di udara tetap untuk mencapai mikrostruktur seragam.
Keserasian Bahan
Lenturan induksi serba boleh dan serasi dengan pelbagai bahan, termasuk:
- Keluli karbon (cth., API 5L Gr. B, ASTM A106 Gr. B)
- Keluli hasil tinggi (cth., API 5L x42 hingga x80)
- Keluli tahan karat (cth., ASTM A312 304L, 316L)
- Keluli aloi (cth., ASTM A335 P11, P22, P91)
- Aloi nikel (cth., Inconel, Monel, Hastelloy)
- Keluli tahan karat dupleks dan super-dupleks
- Aloi titanium dan tembaga-nikel
Fleksibiliti ini menjadikan lenturan induksi sesuai untuk pelbagai aplikasi, dari persekitaran yang menghakis dalam tumbuhan petrokimia ke saluran paip tekanan tinggi dalam penghantaran minyak dan gas.
Pembuatan ASME B16.49 Bends Induksi
Gambaran Keseluruhan ASME B16.49
ASME B16.49 adalah spesifikasi standard untuk buatan kilang, keluli tempa, selekoh induksi kimpalan pantat yang digunakan dalam sistem paip pengangkutan dan pengedaran, seperti yang ditadbir oleh ASME B31.4 (pengangkutan cecair), B31.8 (penghantaran gas), dan B31.11 (Pengangkutan buburan). Standard menggariskan keperluan untuk reka bentuk, pemilihan bahan, pembuatan, ujian, menandakan, dan pemeriksaan untuk memastikan kebolehpercayaan dan keselamatan selekoh induksi.
Proses pembuatan
Syarikat kami mematuhi dengan ketat ke ASME B16.49 dalam pengeluaran selekoh induksi, memastikan pematuhan semua keperluan tertentu. Proses pembuatan melibatkan peringkat berikut:
- Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan: Paip dipilih berdasarkan spesifikasi pelanggan, Biasanya keluli karbon lancar atau dikimpal, keluli tahan karat, atau keluli aloi. Komposisi kimia dikawal untuk memastikan bersamaan karbon (C.E.) tidak melebihi 0.45% untuk meminimumkan masalah kebolehkalasan.
- Lentur Induksi: Paip diletakkan dalam mesin lentur induksi frekuensi pertengahan, di mana gegelung induksi memanaskan jalur sempit paip. Jejari lentur (cth., 3D, 5D, 7D) ditentukan oleh jejari pusat (R) berbanding dengan diameter diameter paip nominal (D). Sebagai contoh, Bend 5d 6 inci mempunyai jejari pusat r = 5 × 6 "= 30" (762 mm).
- Rawatan haba pasca-bengkok: Selepas membongkok, Paip menjalani rawatan haba untuk melegakan tekanan sisa dan memulihkan sifat mekanik. Kaedah biasa termasuk:
- Melegakan tekanan atau pembiakan: Pemanasan hingga 480 ° C -675 ° C sekurang -kurangnya 30 minit setiap 25 mm ketebalan.
- Normalizing: Pemanasan di atas suhu transformasi dan penyejukan di udara tetap.
- Pelindapkejutan dan Pembajaan: Pemanasan di atas suhu transformasi, pelindapir air atau minyak, dan membekalkan untuk mencapai kekerasan dan ketangguhan yang diinginkan.
- Penyediaan akhir kimpalan: Hujung selekoh adalah beveled mengikut ASME B16.25 untuk memastikan keserasian dengan kimpalan pantat dalam sistem paip.
- Pengujian dan Pemeriksaan: Setiap selekoh menjalani ujian yang ketat untuk mengesahkan pematuhan dengan ASME B16.49, termasuk:
- Pemeriksaan Dimensi: Mengesahkan sudut bengkok, jejari, ovality, dan panjang tangen.
- Peperiksaan visual: Memeriksa kecacatan permukaan seperti retak atau laminasi.
- Ujian Mekanikal: Menjalankan ujian tegangan, Ujian Charpy V-Notch, dan ujian kekerasan.
- Ujian Tidak Memusnahkan (NDT): Melaksanakan ujian ultrasonik (UT) dan ujian radiografik (RT) untuk mengesan kecacatan dalaman.
- Menandakan dan dokumentasi: Setiap selekoh ditanda dengan butiran seperti gred bahan, jejari lentur, sudut, dan status rawatan haba. Laporan Data Pengilang (Mdr) disediakan untuk mendokumenkan pematuhan dengan ASME B16.49.
3D, 5D, dan selekoh 7d
Selekoh induksi diklasifikasikan berdasarkan jejari pusat mereka berbanding dengan diameter paip nominal (D). Konfigurasi yang paling biasa adalah:
- 3D Bends: Radius tengah adalah tiga kali diameter nominal (R = 3d). Untuk paip 6 inci, R = 18 inci (457.2 mm). Selekoh ini digunakan dalam aplikasi yang memerlukan giliran yang lebih ketat, seperti dalam susun atur paip padat.
- 5D Bends: Radius tengah adalah lima kali diameter nominal (R = 5d). Untuk paip 6 inci, R = 30 inci (762 mm). Selekoh ini menawarkan aliran yang lebih lancar dan mengurangkan tekanan, menjadikan mereka sesuai untuk saluran paip jarak jauh.
- 7D Bends: Radius tengah adalah tujuh kali diameter nominal (R = 7d). Untuk paip 6 inci, R = 42 inci (1066.8 mm). Selekoh ini digunakan dalam aplikasi yang memerlukan rintangan aliran yang minimum, seperti talian penghantaran gas tekanan tinggi.
Setiap jenis bend dipilih berdasarkan keperluan khusus sistem paip, termasuk ciri aliran, kekangan ruang, dan penilaian tekanan.
Dimensi Buttweld Radius Long 3D/5D Bend
| Nominal Saiz paip |
luar Diameter |
Di dalam Diameter |
Dinding Ketebalan |
Pusat Untuk berakhir |
paip Jadual |
Berat badan Pound |
| 1/2 | 0.84 | 0.622 | 0.109 | 1.5 | 40 | 0.16 |
| 3/4 | 1.05 | 0.824 | 0.113 | 1.5 | 40 | 0.17 |
| 1 | 1.32 | 1.049 | 0.133 | 1.5 | 40 | 0.4 |
| 1 1/4 | 1.66 | 1.38 | 0.14 | 1.88 | 40 | 0.55 |
| 1 1/2 | 1.9 | 1.61 | 0.145 | 2.25 | 40 | 0.8 |
| 2 | 2.38 | 2.07 | 0.154 | 3 | 40 | 1.6 |
| 2 1/2 | 2.88 | 2.47 | 0.203 | 3.75 | 40 | 3.2 |
| 3 | 3.5 | 3.07 | 0.216 | 4.5 | 40 | 4.8 |
| 3 1/2 | 4 | 3.55 | 0.226 | 5.25 | 40 | 6.6 |
| 4 | 4.5 | 4.03 | 0.237 | 6 | 40 | 8.9 |
| 5 | 5.56 | 5.05 | 0.258 | 7.5 | 40 | 15.1 |
| 6 | 6.62 | 6.07 | 0.28 | 9 | 40 | 24 |
| 8 | 8.62 | 7.98 | 0.322 | 12 | 40 | 47.8 |
| 10 | 10.75 | 10.02 | 0.365 | 15 | 40 | 83.4 |
| 12 | 12.75 | 12 | 0.375 | 18 | * | 123 |
| 14 | 14 | 13.25 | 0.375 | 21 | 30 | 155 |
| 16 | 16 | 15.25 | 0.375 | 24 | 30 | 206 |
| 18 | 18 | 17.25 | 0.375 | 27 | * | 262 |
| 20 | 20 | 19.25 | 0.375 | 30 | 20 | 324 |
| 24 | 24 | 23.25 | 0.375 | 36 | 20 | 466 |
| 30 | 30 | 29.25 | 0.375 | 45 | * | 720 |
| 36 | 36 | 35.25 | 0.375 | 54 | * | 1,039 |
| 42 | 42 | 41.25 | 0.375 | 63 | * | 1,420 |
| 48 | 48 | 47.25 | 0.375 | 72 | * | 2,000 |
Faedah selekoh induksi
Bends induksi menawarkan banyak kelebihan ke atas kaedah lenturan paip tradisional (cth., siku lenturan sejuk atau dikimpal), menjadikan mereka pilihan pilihan untuk sistem paip kritikal. Berikut adalah faedah utama:
- Ciri -ciri aliran yang dipertingkatkan: Bends-bendung besar-besaran (cth., 5D, 7D) mengurangkan pergolakan dan kehilangan tekanan berbanding siku standard, meningkatkan kecekapan pengangkutan cecair atau gas. Ini amat penting dalam saluran paip jarak jauh di mana kos tenaga adalah pertimbangan yang signifikan.
- Dikurangkan kimpalan: Bends Induksi Menghapuskan keperluan untuk pelbagai siku yang dikimpal, mengurangkan jumlah kimpalan dalam sistem. Kimpalan yang lebih sedikit diterjemahkan untuk menurunkan kos fabrikasi, keperluan pemeriksaan yang dikurangkan, dan integriti sistem yang lebih baik, Oleh kerana kimpalan adalah titik kegagalan yang berpotensi.
- Kecekapan kos: Bahan paip lurus biasanya lebih murah daripada siku pra-fabrikasi, dan lenturan induksi membolehkan pengeluaran selekoh cepat tanpa memerlukan mandrel dalaman atau pengisian pasir. Ini mengurangkan masa dan kos pengeluaran berbanding dengan pembekuan kebakaran atau fabrikasi kimpalan.
- Fleksibiliti dalam reka bentuk: Selekoh induksi boleh dihasilkan dengan sudut tersuai (cth., 30°, 60°, 90°) dan radii (cth., 3D hingga 10d), Menawarkan fleksibiliti yang lebih besar dalam reka bentuk paip. Selekoh kompaun (selekoh luar pesawat) juga boleh dibuat dalam sendi paip tunggal, Menempatkan keperluan penghalaan yang kompleks.
- Integriti bahan yang unggul: Proses pemanasan dan penyejukan terkawal meminimumkan kecacatan seperti retak atau gesper, Memastikan selekoh mengekalkan sifat mekanikal paip induk. Rawatan haba pasca-bengkok terus meningkatkan prestasi bahan, Membuat selekoh induksi sesuai untuk aplikasi tekanan tinggi dan suhu tinggi.
- Fleksibiliti di seluruh industri: Selekoh induksi digunakan dalam pelbagai aplikasi, termasuk:
- Minyak dan gas: Untuk saluran paip yang mengangkut minyak mentah, gas asli, atau produk halus.
- Petrokimia: Untuk proses paip dalam kilang penapis dan loji kimia.
- Penjanaan tenaga: Untuk sistem air stim dan penyejuk di loji kuasa.
- Infrastruktur: Untuk bekalan air dan sistem air sisa.
- Faedah Alam Sekitar: Dengan mengurangkan keperluan kimpalan dan meminimumkan sisa bahan, lenturan induksi adalah pilihan yang lebih mampan berbanding dengan kaedah fabrikasi tradisional. tambahan, sifat pemanasan induksi yang cekap tenaga menurunkan jejak karbon proses pembuatan.
Perkhidmatan lenturan induksi kami
Sebagai pengeluar paip lentur induksi terkemuka, Syarikat kami menawarkan perkhidmatan yang komprehensif untuk memenuhi keperluan pelanggan kami. Perkhidmatan ini direka untuk memberikan berkualiti tinggi, penyelesaian yang disesuaikan sambil memastikan pematuhan piawaian industri.
- Reka bentuk dan kejuruteraan selekoh tersuai: Pasukan jurutera berpengalaman kami bekerjasama dengan pelanggan untuk merekabentuk selekoh induksi yang disesuaikan dengan keperluan projek tertentu. Kami menyediakan:
- Jejari lekuk dan penyesuaian sudut: Menghasilkan selekoh dengan radii dari 2.5d hingga 10d dan sudut dari 1 ° hingga 180 °.
- Panduan Pemilihan Bahan: Mengesyorkan bahan berdasarkan keadaan operasi, seperti kakisan rintangan atau prestasi suhu tinggi.
- Analisis Unsur Terhingga (FEA): Mensimulasikan tekanan dan ubah bentuk untuk mengoptimumkan reka bentuk bengkok dan memastikan integriti struktur.
- Pembuatan dan Fabrikasi: Kemudahan pembuatan canggih kami dilengkapi untuk menghasilkan selekoh induksi dalam pelbagai saiz (1/2"Hingga 38" diameter luar) dan ketebalan dinding (SCH 5 ke xxs). Kami menawarkan:
- Selekoh lancar dan dikimpal: Memenuhi keperluan paip lancar dan dikimpal.
- Pilihan panjang tangen: Menyediakan selekoh dengan atau tanpa panjang tangen untuk kimpalan medan yang mudah.
- Selekoh khusus: Menghasilkan selekoh kompaun dan selekoh pelbagai pesawat untuk susun atur paip kompleks.
- Rawatan haba pasca-bengkok: Kami menawarkan pelbagai pilihan rawatan haba untuk memenuhi keperluan ASME B16.49, termasuk melegakan tekanan, menormalkan, dan pelindapkejutan dan pembiakan. Proses rawatan haba kami dikawal dengan tepat untuk memastikan sifat bahan yang konsisten di semua selekoh.
- Pengujian dan Pemeriksaan: Perkhidmatan pemeriksaan bersepadu kami, terperinci di bawah, Pastikan setiap selekoh memenuhi piawaian kualiti tertinggi. Kami melakukan pemeriksaan dimensi, ujian mekanikal, dan NDT untuk mengesahkan pematuhan dengan spesifikasi ASME B16.49 dan pelanggan.
- Salutan dan penamat: Untuk meningkatkan ketahanan dan ketahanan kakisan, Kami menyediakan perkhidmatan tambah nilai seperti:
- Galvanizing panas
- Epoxy dan Fbe (epoksi terikat gabungan) salutan
- Sandblasting dan Electro-Polishing
Analisis saintifik
Kelebihan paip lentur induksi didasarkan pada kedua -dua prinsip sains dan bahan sains. Proses ini memastikan penyimpangan minimum dan mengekalkan integriti struktur paip melalui pemanasan terkawal dan kitaran penyejukan. Analisis Unsur Terhingga (FEA) sering digunakan untuk mensimulasikan proses lenturan, meramalkan pengagihan tekanan, penipisan dinding, dan ovaliti. Pendekatan saintifik ini membolehkan kawalan tepat ke atas parameter lenturan, Memastikan pematuhan piawaian seperti ASME B16.49.
Dari perspektif dinamik bendalir, selekoh radius yang lebih besar (cth., 5D dan 7d) mengurangkan pergolakan dan penurunan tekanan, Seperti yang diterangkan oleh persamaan Darcy-Weisbach untuk kerugian geseran dalam paip:
di mana:
- \(h_f ): Kehilangan kepala akibat geseran
- \(f\): Faktor geseran
- \(L\): panjang paip
- \(D\): Diameter paip
- \(v\): Halaju cecair
- \(g\): Pecutan graviti
Selekoh radius yang lebih besar mengurangkan panjang berkesan (\(L\)) dari selekoh, mengurangkan \(h_f ) dan meningkatkan kecekapan aliran. Ini amat kritikal dalam aplikasi aliran tinggi seperti saluran paip minyak dan gas.
Peralatan canggih untuk lenturan paip
Syarikat kami melabur dalam peralatan lentur induksi canggih untuk memberikan ketepatan, kecekapan, dan kebolehpercayaan. Peralatan utama kami merangkumi:
- Mesin lentur induksi frekuensi pertengahan:
- Mampu membengkokkan paip dari ½ "hingga 38" diameter dengan ketebalan dinding hingga 2.5 inci.
- Dilengkapi dengan sistem kawalan lanjutan untuk suhu yang tepat dan peraturan kelajuan lenturan.
- Ciri -ciri IGBT (Transistor bipolar pintu terlindung) Teknologi penyongsangan untuk pemanasan yang cekap tenaga.
- Sistem penyejukan automatik:
- Sistem air bersepadu dan penyejukan udara untuk memastikan penyejukan pasca lentur yang cepat dan seragam.
- Meminimumkan herotan haba dan memastikan kestabilan dimensi.
- Alat pengukuran ketepatan:
- Sistem pemeriksaan dimensi berasaskan laser untuk mengesahkan sudut bengkok, radii, dan ovaliti dengan ketepatan yang tinggi.
- Alat pengukur ketebalan ultrasonik untuk mengukur penipisan dinding dan menebal.
- Relau rawatan haba pasca-bengkok:
- Relau dikawal komputer untuk melegakan tekanan, menormalkan, dan pelindapkejutan dan pembiakan.
- Mampu mengendalikan selekoh besar diameter dengan pengedaran suhu seragam.
Peralatan kami dikekalkan dan dikalibrasi secara berkala untuk memastikan prestasi dan pematuhan yang konsisten dengan piawaian industri. Kami juga melabur dalam penyelidikan dan pembangunan untuk menggabungkan kemajuan terkini dalam teknologi lenturan induksi, seperti pemantauan masa nyata dan sistem penyelenggaraan ramalan.
Perkhidmatan pemeriksaan bersepadu kami: Tanda kualiti
Jaminan Kualiti adalah teras operasi lenturan induksi kami. Perkhidmatan Pemeriksaan Bersepadu kami direka untuk memastikan setiap bengkok memenuhi keperluan ketat ASME B16.49 dan spesifikasi pelanggan. Proses pemeriksaan kami merangkumi:
- Pemeriksaan Dimensi:
- Mengukur sudut bengkok, radii, panjang tangen, dan ovaliti menggunakan alat berasaskan laser.
- Memastikan pematuhan terhadap toleransi ASME B16.49 (cth., ovality ≤ 3% dalam badan bengkok, ≤ 1% dalam tangen).
- Peperiksaan visual:
- Memeriksa permukaan dalaman dan luaran untuk retak, laminasi, Ketaksinambungan yang memerlukan penjelasan untuk menentukan maksudnya, atau takik.
- Sebarang ketidaksempurnaan ditangani melalui pengisaran, tanpa pembaikan kimpalan yang dibenarkan setiap ASME B16.49.
- Ujian Mekanikal:
- Ujian Tegangan: Mengesahkan kekuatan dan kemuluran bahan selekoh.
- Ujian Charpy V-Notch: Menilai ketangguhan kesan, terutamanya untuk aplikasi suhu rendah.
- Ujian Kekerasan: Memastikan pematuhan keperluan kekerasan material rawatan pasca panas.
- Ujian Tidak Memusnahkan (NDT):
- Ujian Ultrasonik (UT): Mengesan kecacatan dalaman seperti lompang atau kemasukan.
- Ujian Radiografi (RT): Memeriksa jahitan kimpalan (untuk paip yang dikimpal) dan kawasan bengkok untuk kelemahan bawah permukaan.
- Ujian Zarah Magnet (Mpt) dan Ujian penembus cecair (Lpt): Mengenal pasti permukaan dan kecacatan permukaan berhampiran.
- Dokumentasi dan kebolehkesanan:
- Menyediakan laporan pemeriksaan terperinci, termasuk sijil ujian bahan (MTCS) dan keputusan NDT.
- Mengekalkan kebolehkesanan penuh bahan dan proses untuk jaminan kualiti dan pematuhan peraturan.
Perkhidmatan pemeriksaan kami dijalankan oleh profesional yang disahkan yang dilatih untuk piawaian antarabangsa, seperti asnt (Masyarakat Amerika untuk ujian yang tidak menentu) Tahap II dan III. Kami juga menawarkan perkhidmatan pemeriksaan pihak ketiga atas permintaan untuk memberi jaminan tambahan kepada pelanggan kami.
Kajian kes: Aplikasi dunia nyata
Untuk menggambarkan nilai penyelesaian lentur induksi kami, Berikut adalah dua kajian kes yang mempamerkan kepakaran kami:
Projek Paip Minyak dan Gas
Cabaran: Pelanggan memerlukan selekoh 5D dan 7D untuk diameter 24 inci, API 5L X65 talian paip Untuk meminimumkan kehilangan tekanan sepanjang peregangan 100 km.
Penyelesaian: Kami menghasilkan lancar 5D dan 7D selekoh dengan kawalan dimensi yang tepat dan dilakukan menormalkan rawatan haba untuk meningkatkan ketangguhan. Perkhidmatan pemeriksaan bersepadu kami, termasuk UT dan RT, memastikan kecacatan sifar.
Hasil: Selekoh mengurangkan tekanan penurunan oleh 15% berbanding siku standard, meningkatkan kecekapan saluran paip dan mengurangkan kos operasi.
Pengembangan tumbuhan petrokimia
Cabaran: Penapisan memerlukan selekoh 3D dan 5D tersuai dalam keluli tahan karat dupleks (ASTM A815 UNS S31803) untuk sistem paip proses yang menghakis dengan kekangan ruang yang ketat.
Penyelesaian: Kami merancang dan menghasilkan selekoh 3D kompaun dengan sudut tersuai (45° dan 60 °) dan salutan FBE yang digunakan untuk rintangan kakisan. Simulasi FEA kami mengoptimumkan reka bentuk bengkok untuk menahan keadaan tekanan tinggi.
Hasil: Selekoh telah berjaya dipasang, Memenuhi semua keperluan ASME B16.49 dan mengurangkan masa pemasangan oleh 20% kerana lebih sedikit kimpalan.
Kesimpulan
Paip lentur induksi adalah komponen kritikal sistem paip moden, menawarkan fleksibiliti yang tidak dapat ditandingi, kecekapan, dan kebolehpercayaan. Kepakaran syarikat kami dalam pembuatan ASME B16.49 yang sesuai dengan selekoh induksi, digabungkan dengan peralatan canggih kami, Perkhidmatan Komprehensif, dan proses pemeriksaan yang ketat, meletakkan kita sebagai pemimpin dalam industri. Sama ada anda memerlukan 3D, 5D, atau selekoh 7d untuk minyak dan gas, petrokimia, atau aplikasi penjanaan kuasa, Kami menyampaikan penyelesaian yang disesuaikan yang memenuhi standard kualiti dan prestasi tertinggi.
Dengan memanfaatkan prinsip saintifik pemanasan induksi, Teknik pembuatan yang tepat, dan kaedah pemeriksaan lanjutan, Kami memastikan bahawa selekoh induksi kami melebihi jangkaan pelanggan. Komitmen kami terhadap inovasi, kelestarian, dan kepuasan pelanggan mendorong kami untuk terus memperbaiki proses kami dan memberikan nilai kepada projek -projek di seluruh dunia. Untuk maklumat lanjut mengenai perkhidmatan lenturan induksi kami, Hubungi kami hari ini untuk membincangkan keperluan projek anda.
Kelebihan dan Aplikasi Paip Lentur Aruhan dalam Industri Minyak dan Gas












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}