

классификация, процесс производства и механические свойства бесшовных стальных труб
июль 5, 2022
Стальные трубы представляют собой цилиндрические трубы.
июль 8, 2022
В данной статье рассматривается деформация прецизионных бесшовных трубы в процессе холодного волочения, используя методы конечных элементов. The
значение деформации, полученное стереологическим измерением степени деформации границ зерен, сравнивают с результатом моделирования для каждого
пропуск розыгрыша. В качестве материала были выбраны марки стали E235 и E355., который взят из начального размера Φ70 x 6.3 мм до финала
размер F 50 x 3.75 мм за два прохода. Программное обеспечение FEM DEFORM 2D с методом Лагранжа используется для численного анализа
процесс рисования.
1 Введение
Технология холодного волочения, используемая для изготовления прецизионных бесшовных труб, зависит от многих факторов.. Параметры процесса холодной штамповки, геометрия инструмента начальный и конечный размер трубы выбраны для обеспечения высокого качества труб. Для достижения окончательного диаметра и толщины стенки, трубы обжаты последовательно в несколько этапов холодного волочения.
Это можно сделать, протянув трубку через матрицу и добавив заглушку., что приводит к более четкой толщине стенки и качеству внутренней поверхности. Холодное волочение с использованием фиксированной втулки – это универсальная технология, которая обычно используется на металлургическом предприятии «Железиарне Подбрезова».. Результаты эксперимента этой компании сравниваются с численным моделированием, описанным в этой статье..
2 Экспериментальный материал
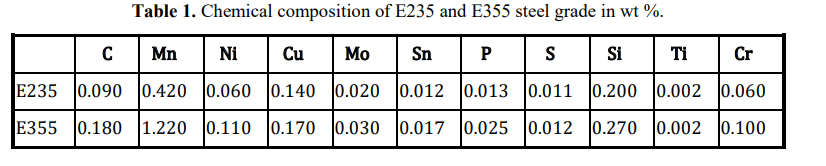
В этой работе, сталь марки Э235 и Э355 (ферритно-перлитная углеродистая сталь, см. Таблицу считали; как сырье для холодного волочения, горячекатаная труба размером 70 x 6.3 мм был выбран. Механические свойства стали Э235 следующие:: предел текучести Re = (226 245) MPa, предел прочности при растяжении Rм 343 441) MPa, пластичность А5 24 , механические свойства стали Э355 следующие:: предел текучести Re = (335 355) MPa, предел прочности при растяжении Rм 490 630) MPa, пластичность А5 24
2.1 Заготовка и инструменты моделирования материалов
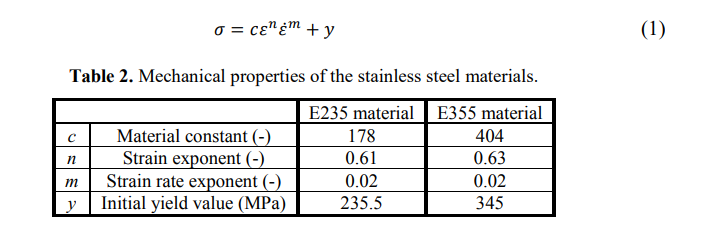
Поскольку температура остается ниже при холодном волочении, свойства материала не изменяются, и поэтому можно предположить, что они не зависят от изменения температуры.. Поскольку поведение материала считается независимым от температуры, степенное определяющее уравнение
пластические свойства материала могут быть использованы, например,. 1. Где представляет собой эквивалентную эффективную пластическую деформацию, представляет собой эффективную скорость пластической деформации., а параметры материала определяются с помощью испытаний на растяжение [1, 5], они перечислены в таблице 2.
Материал трубки считался пластиком., закалка считается изотропной, и тип функции yield установлен как Von Mises.
Геометрия трубы изменена.. Восемь элементов проходят через стенку трубы при первом проходе, шесть - при втором проходе. Рис.. 5. Эта сетка заготовки достаточна для точности и не требует процедуры повторной сетки во время расчета..
Инструменты для формовки, (оправка и умереть) считались твердыми телами. Сетку инструментов не нужно было генерировать для моделирования.
2.2 Численное моделирование
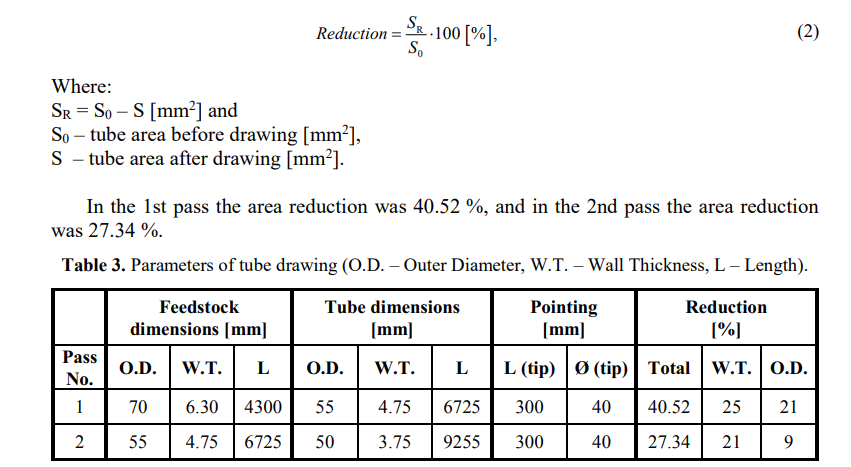
DEFORM 2D и расчет Лагранжа настроены для численного моделирования технологии холодного волочения., в соответствии с размером инструмента, указанным в таблице 3. Задана исходная осесимметричная геометрическая конфигурация. Скорость вытягивания была 9 м.мин-1 для всех проходов в экспериментальном чертеже и краевых условиях моделирования. Модель трения между инструментами и материалом была выбрана сдвиговой со значением 0.08.
Функциональность интерполяции данных использовалась для настройки расчета второго прохода.. Окончательные данные с первого прохода были переданы, и установить второй проход. Это преобразование данных должно быть выполнено, т.к. технология волочения выполнялась без межоперационного отжига.
2.3 Технология волочения труб
Основными производственными этапами технологии холодного волочения труб в Железярне Подбрезовой являются:
следующее:
• предварительная обработка сырья (горячедеформированная труба размерами Ø70 x 6.3 мм).
• холодное/горячее заострение концов труб (диаметр цели 40 мм).
• химическая обработка трубы (маринование, фосфатирование, смазка).
• холодное волочение (см. вкладку. 3 подробности).
• промежуточный и окончательный отжиг в защитной атмосфере.
• окончательное кондиционирование.
• осмотр поверхности, упаковка, защита от ржавчины.
• отправлять.
Окончательное уменьшение площади трубы для двухпроходной технологии (от Ø70 х 6. 3 мм до Ø50 х 3.75 мм) было 57.78 %; значение было разделено довольно равномерно между всеми проходами
(см. таблицу 3). Расчет сечения трубы (область) снижение:
Проанализирована локальная пластическая деформация трубы.. На последующих этапах рисования, трубка подвергается пластической деформации. Окончательная геометрия и свойства деформированных труб зависят от величины деформации.. Можно исследовать изменение структуры материала и прогнозировать пластическую деформацию..
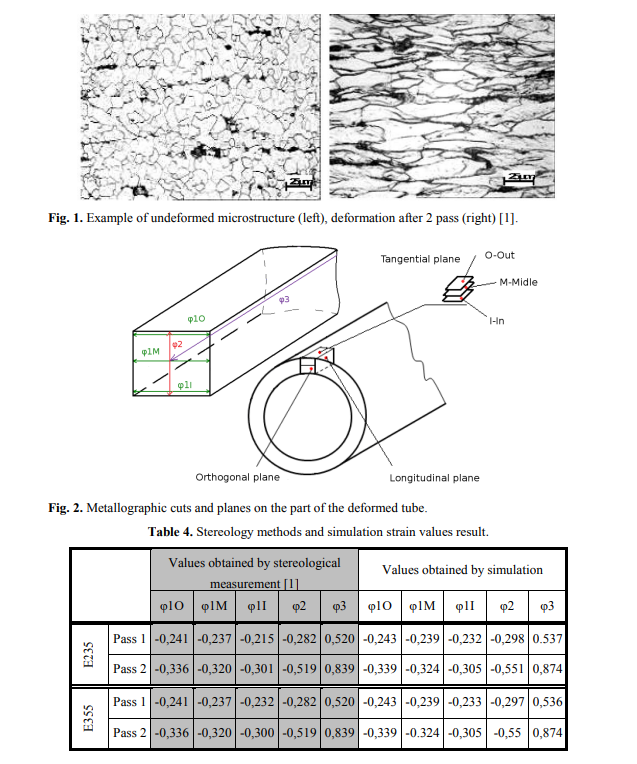
Микроструктуру каждой части наблюдали в ортогональной тангенциальной и продольной плоскостях деформированной трубы с 500-кратным увеличением светового микроскопа и металлографическим срезом Рис.1. Тангенциальный металлографический срез выполнен трижды.. На внутренней поверхности трубы «I», на внешней поверхности трубы «О» и в середине «М» стенки трубы Рис.. 2. Из-за пластической деформации, анизотропия структуры увеличилась – зерно
соблюдена ориентация границ в деформированном месте детали. Локальную деформацию в анализируемом месте получали стереологическим измерением степени ориентации границ зерен. [4, 6]. Анизотропная микроструктура разложена на изотропную и планарно-ориентированную составляющие с помощью количественной металлографии. [3, 4] (Стереологические методы Салтыкова с ориентированными тестовыми линиями). Измеренные и расчетные параметры локальной пластической деформации в деформированной зоне приведены в табл. 4.










-steel-pipe.jpg)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}