

Индукционная изгибающая труба для систем трубопровода
май 26, 2025
Внутренне выровненная сталь из углеродистой стали API 5L трубопроводы
июнь 4, 2025
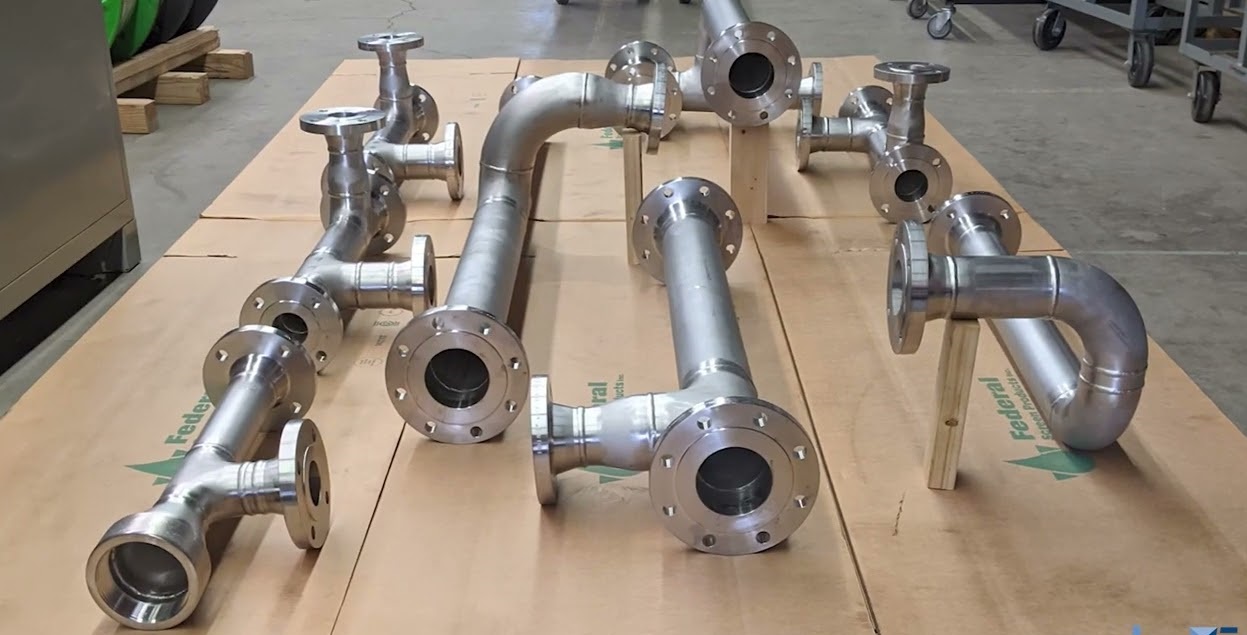
Трубная катушка изготовление: Подробный научный анализ
Производство катушки труб - это критический процесс в таких отраслях, как нефть и газ, Нефтехимия, выработка энергии, водоподготовка, и фармацевтика, где предварительно собранные системы трубопроводов необходимы для эффективной установки на строительных площадках. Трубная катушка - это сборная часть системы трубопровода, обычно состоит из труб, арматура (локти, тройники, редукторы), фланцы, клапаны, и другие компоненты, собрано в контролируемой среде (мастерская или фабрика) Перед отправкой на сайт для установки. Этот метод повышает эффективность, уменьшает труд на месте, и обеспечивает высококачественные стандарты посредством контролируемых процессов изготовления.
Этот анализ будет охватывать следующие ключевые области:
- Обзор изготовления катушек трубки
- Ключевые параметры в изготовлении трубной катушки (с таблицами)
- Научный и технический анализ процесса
- Выбор материалов и их влияние
- Методы изготовления и оборудование
- Контроль качества и стандарты
- Соображения оптимизации и эффективности
- Тематические исследования и практические применения
- Заключение
1. Обзор изготовления катушек трубки
Изготовление катушки труб включает в себя сборку компонентов трубопровода в модульные единицы, которые можно легко транспортировать и установить. Процесс широко используется в отраслях, требующих сложных систем трубопровода, Как минимизирует полевую сварку, уменьшает сроки проекта, и повышает безопасность, ограничивая работу на месте в опасных условиях. Процесс изготовления обычно включает в себя резку, скашивание, Сварка, примерка, инспекция, и тестирование, Все выполняются в контролируемых условиях.
Преимущества изготовления катушки трубки
- Улучшенный контроль качества: Изготовление в контролируемой среде обеспечивает точность и приверженность стандартам.
- Экономическая эффективность: Снижение затрат на рабочую силу на месте и минимизирует ошибки во время установки.
- Экономия времени: Предварительное обращение позволяет параллельные рабочие потоки, сокращение графиков проекта.
- Безопасность: Ограничения на площадке и обработку тяжелых компонентов, снижение рисков.
- Модульность: Облегчает проще транспортировку и установку сложных систем.
Проблемы
- Логистика: Транспортировка больших катушек требует тщательного планирования, чтобы избежать ущерба.
- Совместимость материалов: Обеспечение совместимости всех компонентов с жидкостью процесса и рабочих условий.
- Точность размеров: Точные измерения имеют решающее значение, чтобы избежать несоответствий во время полевой установки.

2. Ключевые параметры в изготовлении трубной катушки
Чтобы обеспечить успех изготовления катушек трубки, Несколько параметров должны быть тщательно контролированы. Эти параметры влияют на качество, долговечность, и функциональность финальной катушки. Ниже приведена подробная таблица, обобщающая критические параметры, с последующими объяснениями их значения.
Таблица 1: Ключевые параметры в изготовлении трубной катушки
| параметр | Описание | Типичные значения/стандарты | Влияние на изготовление |
|---|---|---|---|
| Диаметр трубы | Номинальный диаметр трубы (NPS или DN) | 1/2"До 48" (СЕРВЕР ПОЛИТИКИ СЕТИ), DN15 до DN1200 | Определяет размер катушки, вес, и требования к сварке. |
| Толщина стенки | Толщина стенки трубы (Расписание или мм) | SCH 10, 40, 80, 160; 2–50 мм | Влияет на рейтинг давления, Сложность сварки, и материальные затраты. |
| Тип материала | Материал трубы и компонентов | Углеродистая сталь, Нержавеющая сталь, легированная сталь, etc. | Воздействует на коррозионную стойкость, прочность, и свариваемость. |
| Критерии несовершенства сварного шва | Приемлемые ограничения для недостатков сварки (например., пористость, трещины) | Это ТРУБА, соответствующая ASME B36.10 и B36.19., API 1104, ISO 5817 | Обеспечивает структурную целостность и соблюдение стандартов. |
| Угол скоси | Угол подготовки к концу трубы для сварки | 30° –37,5 ° (Обычно 37,5 ° для V-Groove) | Влияет на проникновение сварки и силу. |
| Процесс сварки | Тип используемой сварки (например., GTAW, СМАВ, GMAW) | ТИГ, МИГ, Палка, Погруженная дуга | Определяет качество сварки, скорость, и стоимость. |
| Устойчивость к приспособлению | Точность выравнивания компонентов перед сваркой | ± 1–2 мм (в зависимости от стандарта) | Обеспечивает правильное выравнивание сустава и минимизирует стрессы. |
| Гидростатическое испытательное давление | Давление, оказываемое во время тестирования, чтобы обеспечить целостность | 1.5X Дизайн давление (Это ТРУБА, соответствующая ASME B36.10 и B36.19.) | Проверяет целостность катушки в условиях эксплуатации. |
| Чистота поверхности | Обработка поверхности (например., маринование, пассивация, покрытие) | RA 0,8-3,2 мкм (Для нержавеющей стали) | Влияет на коррозионную устойчивость и характеристики потока жидкости. |
| Допуск на размер | Допустимое отклонение в размерах катушек | ± 3 мм для длины, ± 1,5 мм для выравнивания | Обеспечивает совместимость с установкой полевой. |
| Термическая обработка | Термическая обработка после сварки (ПВТ) требования | 600–700 ° C для углеродистой стали (если необходимо) | Снижает остаточные напряжения и повышает долговечность сварки. |
| Неразрушающий контроль (NDT) | Методы обнаружения дефектов (например., RT, UT, ПТ, MT) | Рентгенография, Ультразвуковые, Краситель пенетрант, Магнитная частица | Обеспечивает сварку и целостность материала без повреждения катушки. |
| Вес катушки | Общий вес изготовленной катушки | 10 кг до нескольких тонн | Затрагивает требования к транспортировке и подъему. |
Объяснение ключевых параметров
- Диаметр трубы и толщина стенки: Диаметр трубы и толщина стенки имеет решающее значение для определения способности катушки для обработки давления, скорость потока, и структурные нагрузки. Например, Расписание 80 Трубы имеют более толстые стены, чем график 40, сделать их подходящими для применений с более высоким давлением, но увеличение затрат на материал и изготовление и изготовление.
- Научное рассмотрение: Обручный стресс (р) В трубе под давлением рассчитывается с использованием формулы:
S = (P · D.) / (2t)
где
Pвнутреннее давление,Dэто внешний диаметр, а такжеtТолщина стены. Выбор соответствующей толщины гарантирует, что катушка может противостоять эксплуатационным напряжениям без сбоя. - Тип материала: Распространенные материалы включают углеродистую сталь. (например., ASTM A106), Нержавеющая сталь (например., 304/316), и сплавные стали (например., P91 для высокотемпературных приложений). Выбор материала зависит от жидкости процесса, температура, и коррозионная среда.
- Научное рассмотрение: Свойства материала, такие как прочность урожая, тепловое расширение, и коррозионная стойкость должна быть проанализирована. Например, нержавеющая сталь предпочтительнее в коррозийных средах из -за высокого содержания хрома, который образует пассивный оксидный слой.
- Критерии несовершенства сварного шва: Несовершенство сварного шва (например., пористость, Отсутствие слияния) оцениваются с использованием стандартов, таких как ASME B31.3 или ISO 5817. Недостаточные недостатки должны быть в приемлемых пределах, чтобы обеспечить структурную целостность.
- Научное рассмотрение: Неспособности сварки могут действовать как концентраторы напряжений, Сокращение усталостной жизни катушки. Неразрушающий контроль (NDT) Такие методы, как рентгенография и ультразвуковое тестирование, используются для обнаружения подземных дефектов.
- Угол кония и устойчивость: Надлежащее скостное обеспечение обеспечивает адекватное проникновение сварного шва, в то время как плотные допуски уменьшают смещение и остаточные напряжения. Смещенные суставы могут привести к концентрации стресса и преждевременной неудаче.
- Научное рассмотрение: Угол скосента влияет на динамику бассейна шва и затронутой тепловой зоны (СДЕЛАЙТЕ). 37,5 ° V-Grove является стандартным для сварных швов, баланс проникновения и наполнителя использования материала.
- Процесс сварки: Общие процессы сварки включают сварку газовой вольфра (GTAW / Turn) Для высоких сварных швов, Газовая металлическая сварка (Gmaw/Mig) для более быстрого производства, и сварка экранированной металлической дуги (Smaw/Stick) для ремонта полевых действий.
- Научное рассмотрение: Выбор сварки влияет на тепловой вход, что влияет на микроструктуру HAC. Например, GTAW производит меньший HAC, Снижение риска растрескивания в высокополучающих материалах.
- Гидростатическое тестирование: Гидростатическое испытание проверяет способность катушки противостоять давлению дизайна. Испытательное давление обычно 1.5 Время конструктивного давления, Согласно ASME B31.3.
- Научное рассмотрение: Тест обеспечивает никаких утечек или деформаций под давлением, проверка целостности сварных швов и материалов.
- Поверхностная отделка и термообработка: Поверхностная отделка имеет решающее значение в таких отраслях, как Pharmaceuticals, Где гладкие поверхности (Низкие значения РА) предотвратить рост бактерий. Термическая обработка после сварки (ПВТ) уменьшает остаточные напряжения в сварных швах, Особенно для толстостенных или высокополученных катушек.
- Научное рассмотрение: PWHT изменяет микроструктуру сварного шва и HAZ, Улучшение выносливости и снижение риска раскола коррозии стресса.
3. Научный и технический анализ процесса
Производство катушки труб - это междисциплинарный процесс, который интегрирует материалому науку, машиностроение, и контроль качества. Ниже приведен подробный анализ научных принципов и технических соображений.
3.1 Соображения материальной науки
Выбор материалов обусловлен рабочими условиями системы трубопровода, включая температуру, давление, и коррозионность жидкости. Ключевые свойства материала включают:
- Сила урожая и прочность на растяжение: Определяет способность трубы выдерживать внутреннее давление и внешние нагрузки.
- Теплопроводность и расширение: Критическая для высокотемпературных приложений, где тепловое расширение может вызвать смещение или напряжение.
- Устойчивость к коррозии: Необходимо для жидкостей, таких как морская вода, кислоты, или углеводороды. Например, 316L из нержавеющей стали используется в морских средах из -за содержания молибденама, который усиливает сопротивление ячейки.
Пример расчета
Для трубы из углеродистой стали (ASTM A106 Gr. B) с диаметром 12 дюймы (304.8 мм), Толщина стены 10 мм, и внутреннее давление 50 бар (5 MPa), стресс обруча:
Сила урожайности A106 GR. B примерно 240 MPa, обеспечение коэффициента безопасности:
Это указывает на то, что труба подходит для применения, как коэффициент безопасности > 2 обычно требуется.
3.2 Сварная наука
Сварка - это основание изготовления трубной катушки, и его качество напрямую влияет на производительность катушки. Ключевые научные соображения включают:
- Тепловой вход: Чрезмерный тепловой вход может вызвать рост зерна в HAZ, уменьшение прочности. Тепловой вход (Q) рассчитывается как:
Q = (Напряжение · ток · 60) / Скорость сварки (мм/мин)
- Несовершенство сварного шва: Пористость, включения, и трещины могут поставить под угрозу целостность сварки. Они минимизируются за счет правильного выбора газа, Выбор электрода, и мастерство сварщика.
- Остаточные стрессы: Сварка вызывает остаточные напряжения из -за термического расширения и сокращения. PWHT или контролируемое охлаждение может смягчить эти напряжения.
3.3 Жидкая динамика и конструкция труб
Характеристики внутреннего потока катушки влияют на его производительность в обслуживании. Ключевые соображения включают в себя:
- Капля давления: Определяется диаметром трубы, Длина, и шероховатость поверхности. Уравнение Дарси-Вайсбаха используется для расчета падения давления:
Δp = f · (L / D) · (P V² / 2)
где
fэто коэффициент трения,LДлина трубы,Dдиаметр,ρэто плотность жидкости, а такжеVэто скорость. - Режим потока: Ламинарный или турбулентный поток влияет на падение давления и скорость эрозии. Для высокоскоростных жидкостей, более плавные поверхности (например., Электрополированная нержавеющая сталь) предпочтительнее уменьшить турбулентность.
3.4 Структурная целостность
Катушка должна противостоять внутреннему давлению, внешние нагрузки (например., ветер, сейсмический), и тепловое расширение. Конечно-элементный анализ (ВЭД) часто используется для имитации напряжений и обеспечения требований к конструкции.. Например, ASME B31.3 предоставляет руководящие принципы для расчета допустимых напряжений на основе свойств материала и условий эксплуатации.
4. Выбор материалов и их влияние
Выбор материала является критическим аспектом изготовления катушек трубки, Поскольку это влияет на стоимость, долговечность, и производительность. Ниже приведена таблица, обобщающая общие материалы и их применение.
Таблица 2: Общие материалы для изготовления катушек трубки
| Материал | стандарт | Приложения | преимущества | Ограничения |
|---|---|---|---|---|
| Углеродистая сталь (A106 гр. B) | ASTM A106 | Нефть и газ, вода, Стим | Рентабельный, высокая прочность | Восприимчиво к коррозии |
| Нержавеющая сталь (304/316) | ASTM A312 | химикат, фармацевтический, морской | Коррозионная устойчивость, прочный | Более высокая стоимость, более низкая прочность, чем углеродистая сталь |
| легированная сталь (P91, P22) | ASTM A335 | Высокотемпературные электростанции | Высокотемпературная сила, сопротивление ползучести | Дорогой, Требуется PWHT |
| Дуплекс нержавеющая сталь | ASTM A790 | Оффшорная нефть и газ, агрессивные среды | Высокая прочность, отличная устойчивость к коррозии | Сложная сварка, высокая стоимость |
| ПВХ/CPVC | ASTM D1785 | Очистка воды, Системы низкого давления | Легкий, устойчивый к коррозии | Ограничено низкими температурами и давлением |
Научные соображения
- коррозия: Скорость коррозии зависит от химии жидкости и свойств материала. Например, нержавеющая сталь 316L имеет скорость коррозии <0.1 Мм/год в морской воде, по сравнению с >1 мм/год для углеродистой стали.
- Тепловое расширение: Материалы, такие как нержавеющая сталь, имеют более высокие коэффициенты термического расширения (например., 16 мкм/м · к для 316 SS VS. 12 мкм/м · k для углеродистой стали), Требование расширения суставов или гибких опор в высокотемпературных системах.
- Свариваемость: Высокопласные материалы, такие как дуплексная нержавеющая сталь, требуют точного контроля параметров сварки, чтобы избежать фазового дисбаланса (например., Коэффициент феррита-аустенита).
5. Методы изготовления и оборудование
Процесс изготовления включает в себя несколько этапов, каждый требует специализированного оборудования и методов. Ниже приведен обзор ключевых этапов и инструментов.
5.1 Резка и скос
- Процесс: Трубы разрезаются до длины и скошены, чтобы подготовиться к сварке. Общие методы включают резку плазмы, окси-топливо резка, и механическая резка.
- Оборудование: Машины для резки труб с ЧПУ, Машины.
- Научное рассмотрение: Точная резка обеспечивает точность размеров, В то время как правильное скос облегчает проникновение сварного шва. Например, Угол кожи 37,5 ° является стандартным для сварных швов V-Goove, чтобы сбалансировать проникновение и использование материала наполнителя.
5.2 сварка
- Процесс: Компоненты соединяются с использованием сварки, таких как GTAW, GMAW, или SMAW. Автоматизированные сварочные системы все чаще используются для последовательности.
- Оборудование: Орбитальные сварочные машины, TIG/MIG WELDERS, Сварные позиционеры.
- Научное рассмотрение: Качество сварки зависит от таких параметров, как ток, Напряжение, и скорость движения. Например, GTAW с низким тепловым входом является предпочтительным для нержавеющей стали, чтобы минимизировать искажение.
5.3 Сборка и приспособление
- Процесс: Компоненты выровнены и зажимают перед сваркой, чтобы обеспечить надлежащее приспособление.
- Оборудование: Зажимы выравнивания труб, прижие, и приспособления.
- Научное рассмотрение: Смещение может вызвать остаточные напряжения, Снижение усталости жизни. Обычно требуются допуски ± 1-2 мм.
5.4 Проверка и тестирование
- Процесс: Неразрушающий контроль (NDT) методы, такие как рентгенография (RT), ультразвуковой (UT), и тестирование на пенетрант красителя (ПТ) используются для проверки качества сварки. Гидростатические или пневматические испытания обеспечивают утечку.
- Оборудование: Рентгеновские машины, Ультразвуковые детекторы недостатков, Под давлением установки.
- Научное рассмотрение: Методы NDT обнаруживают дефекты, такие как трещины или пористость, который может действовать как концентраторы стресса. Гидростатическое тестирование проверяет способность катушки противостоять конструктивному давлению.
6. Контроль качества и стандарты
Контроль качества имеет первостепенное значение для изготовления катушек труб, чтобы обеспечить соответствие отраслевым стандартам и спецификациям проектов. Ключевые стандарты включают в себя:
- Это ТРУБА, соответствующая ASME B36.10 и B36.19.: Технологические трубопроводы, управляющий дизайн, изготовление, и тестирование.
- API 1104: Сварка трубопроводов и связанных с ним средств.
- ISO 5817: Уровни качества для недостатков сварки.
- Стандарты ASTM: Материальные спецификации (например., A106, A312).
Меры контроля качества
- Контроль качества материалов: Проверить сертификаты материала и провести химический анализ, чтобы обеспечить соответствие спецификациям.
- Оценка несовершенства сварного шва: Используйте NDT для обнаружения дефектов и обеспечения соблюдения сварных швов..
- Проверки размеров: Измерьте размеры катушек, чтобы обеспечить соблюдение допусков.
- Испытание давлением: Провести гидростатические или пневматические тесты для проверки целостности.
- Документация: Ведите записи материалов сертификатов, сварные карты, и отчеты о тестировании для отслеживания.
Научное рассмотрение: Статистический управление процессом (СПК) можно использовать для мониторинга качества изготовления. Например, Управляющие диаграммы могут отслеживать скорость несовершенства сварки, Обеспечение того, чтобы они оставались в приемлемых пределах.
7. Соображения оптимизации и эффективности
Чтобы максимизировать эффективность изготовления катушек трубки, Можно использовать несколько стратегий:
- Автоматизация: Используйте машины для резки с ЧПУ и автоматические сварки для повышения точности и снижения затрат на рабочую силу.
- Lean Manufacturing: Внедрить бережливые принципы, чтобы минимизировать отходы, такие как оптимизация использования материала и уменьшение переделки.
- Модульный дизайн: Проектируйте катушки, чтобы минимизировать полевые сварные швы, сокращение труда на месте и затрат.
- Цифровые инструменты: Используйте моделирование информации здания (Бимм) и программное обеспечение 3D CAD для планирования и визуализации дизайнов катушек, Обеспечение совместимости с полевыми условиями.
- Управление цепочками поставок: Обеспечить своевременную доставку материалов, чтобы избежать задержек производства.
Научное рассмотрение: Оптимизация может быть смоделирована с использованием методов исследования операций, такие как линейное программирование, Чтобы минимизировать затраты при выполнении ограничений проекта. Например, Целевая функция может минимизировать общую стоимость изготовления:
где Cm это стоимость материала, Cl это стоимость труда, а также Ct это стоимость транспорта, С учетом таких ограничений, как сроки доставки и стандарты качества.
8. Тематические исследования и практические применения
Тематическое исследование 1: Нефтяной нефтеперерабатывающий завод
Требуется нефтеперерабатывающий проект 500 Трубные катушки для обработки сырой масла. Катушки были изготовлены с использованием углеродистой стали (A106 гр. B) с диаметрами в диапазоне от 4 дюймов до 24 ”и толщины 40–80 стен.. Ключевые проблемы включены:
- коррозия: Сырая нефть содержала серные соединения, требует внутренних покрытий.
- Плотные допуски: Катушки должны были соответствовать существующему оборудованию, требует точности размеров ± 1 мм.
- Расписание: Временная шкала проекта требует параллельного изготовления нескольких катушек.
Решение
- Используется автоматизированная сварка GTAW для обеспечения высококачественных сварных швов.
- Реализовано рентгенографическое тестирование (RT) Для всех критических сварных швов.
- Используя BIM для координации конструкций катушек с полевыми условиями.
Исход
Проект был завершен вовремя, С нулевыми утечками во время гидростатических испытаний и полного соответствия ASME B31.3.
Тематическое исследование 2: Фармацевтическое растение
Фармацевтическая установка требует нержавеющей стали (316L) катушки для системы стерильной воды. Ключевые требования включены:
-
- Чистота поверхности: Раствор < 0.8 мкм для предотвращения роста бактерий.
- Чистота: Нет загрязнения во время изготовления.
- Качество сварки: 100% рентгенографическая проверка на сварные швы.
Решение
- Используется сварка орбитальной GTAW для последовательной, Высококачественные сварные швы.
- Выполнил электрополирование для достижения требуемой поверхностной отделки.
- Проведена пассивация для повышения коррозионной устойчивости.
Исход
Катушки отвечали строгим требованиям FDA, Обеспечение соблюдения хороших методов производства (GMP).
Изготовление катушек труб - это сложный, Междисциплинарный процесс, требующий тщательного рассмотрения материалов, методы сварки, Контроль качества, и стратегии оптимизации. Придерживаясь отраслевых стандартов, таких как ASME B31.3 и используя передовые методы изготовления, Производители могут производить высококачественные катушки, которые отвечают требованиям таких отраслей, как нефть и газ, Нефтехимия, и фармацевтика. Ключевые параметры, изложенные в таблицах - диаметр трубы, Толщина стенки, Тип материала, качество сварки, и требования к тестированию - сформируйте основу процесса изготовления, обеспечение структурной целостности и операционной надежности.
Основные ключевые слова:
Трубная катушка изготовление
Производство трубопроводов
Сборные системы трубопроводов
Сборка трубы
Промышленное изготовление труб
Технические ключевые слова:
Трубные сварки
Неразрушающий контроль (NDT) для трубопровода
Гидростатические испытания на катушки для труб
ASME B31.3 Соответствие
Стандарты несовершенства сварного шва
Ключевые слова, связанные с материалом:
Катушки из углеродной стали
Изготовление трубопроводов из нержавеющей стали
Сплав стальной трубы катушки
Дуплексная трубопровода из нержавеющей стали
Производство трубной катушки из ПВХ
Отраслевые ключевые слова:
Изготовление нефти и газопроводов
Нефтехимические катушки труб
Фармацевтические системы трубопроводов
Изготовление труб электростанции
Растворы трубопровода для очистки воды
Ключевые слова процесса и оборудования:
Резжание трубы с ЧПУ
Орбитальная сварка для катушек труб
Похожие сообщения












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Индукционные изгибы поставляются в стандартных углах изгиба (например. 45°, 90°, и т.п.) или может быть изготовлен на заказ для определенных углах изгиба. Составные изгибы (вне плоскости) изгиб в одном соединении трубы также может быть произведен. Радиус изгиба указан как функция диаметра. Например, Радиумы общего изгиба для индукционных изгибов 3D, 5D и 7d, где D - номинальный диаметр трубы.