

Что такое О.Д., внутренний диаметр, Номинальный диаметр стальной трубы?
май 16, 2018
Сталь формула расчета веса
май 21, 2018
Спиральные производство стальных труб процесса и прямой шов стальной трубы отличается: полоса катушки в качестве сырья, часто теплая экструзия, автоматический двойной провод процесс сварки двухстороннего под флюс спирального шов стальной трубы.
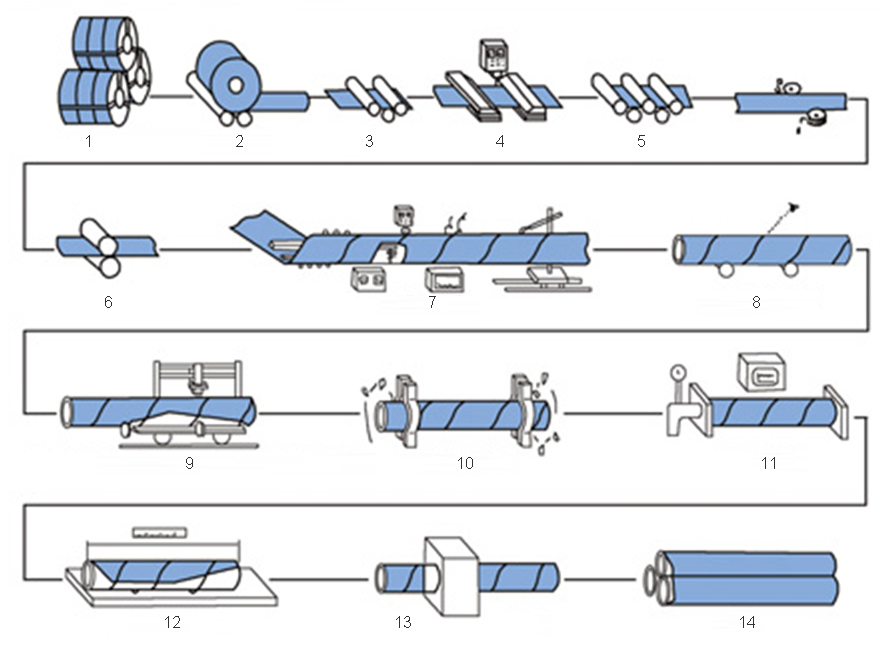
2. Раскатки
3. процесс изготовления трубы
4. Конец резка и стыковая сварка
5. Точность нивелирования
6. Доставка
7. процесс изготовления трубы
8. Сварка Шлак Очистка & процесс изготовления трубы
9. ремонт Сварка, X-Ray инспекции, сканирование, И Re-инспекционных Руководство UT
10. фаски
11. Гидростатическое тестирование
12. процесс изготовления трубы
13. процесс изготовления трубы
14. хранения
(1) Сырье представляет собой стальные катушки, сварочная проволока, и поток. Должно пройти строгие физические и химические тесты, прежде чем инвестировать.
(2) Для торцевой сварки стальных полос, однопроводной или двухпроводной флюсом сварка используется, и после того, как катушки выполнены в стальные трубы, автоматическая сварка под флюсом используется для изготовления до сварки.
(3) Перед формированием, стальная полоса выравнивается, обрезается, обрезной, Поверхность очищают и предварительно фланцевое. (4) Датчик электрического контактного давления используется для регулирования давления цилиндров сжатия с обеих сторон конвейера, чтобы обеспечить бесперебойную доставку полосы.
(5) Внешний контроль или внутренний контроль профилирование.
(6) Устройство управления зазор шва используется, чтобы гарантировать, что зазор шва отвечает требованиям сварки, и диаметр трубы, количество несоосности, и разрыв сварного шва, все строго контролируется.
(7) Внутренние и внешние швы все сваривается однопроволочная или двухпроводной дуговой сварки под флюсом с использованием Lincoln Electric сварщиком в Соединенных Штатах, в результате чего получают стабильную сварочную спецификацию.
(8) Сварные швы были проверены с помощью онлайн непрерывного ультразвукового дефектоскопа автоматического тестера для обеспечения неразрушающего покрытия испытательного 100% спиральные сварные швы. При наличии дефектов, они будут автоматически встревожены и окрашены. Производственные рабочие будут корректировать параметры процесса в любое время, чтобы устранить дефекты во время.
(9) Используя резак плазмы воздуха, чтобы разрезать стальную трубу на отдельные куски.
(10) После резки в одной стальной трубы, строгая первая досмотровая система должна быть выполнена для каждого из первых трех труб каждой партии для проверки механических свойств, Химический состав, состояние слияния, качество поверхности стальных труб, и неразрушающий контроль для обеспечения процесса трубы решений. Квалифицированные, прежде чем они могут официально запущен в производство.
(11) Там, где существует непрерывный звуковой волны знак дефектоскопии на сварной шов, после ручного ультразвукового и рентгеновского обзора, если есть дефект, после ремонта, он должен пройти неразрушающий тест еще раз, пока не будет подтверждено, что дефект был устранен.
(12) Стыки из стыковых сварных швов и пересечений с спиральными сварными швами стальной полосы все исследовались метод рентгеновской пленки или телевидение.
(13) Каждая труба гидростатических испытаний и давление радиальное запечатано. Давление и время испытания строго контролируются стальная труба испытательного устройство гидравлического давления. Параметры испытаний автоматически печатаются и регистрируются.
(14) Заключительная обработка труб выполняется так, что вертикальность торца, угол канавки и тупой край точно контролируются.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}