
отчет Алюминий Латунь трубы Inspection
июнь 29, 2018
Покрытие стальных труб Решение
июль 19, 2018
ПРИСОЕДИНЕНИЕ МЕТОДЫ И МОНТАЖ ТРУБ
Этот лист данных описывает наиболее распространенные способы присоединения стальных водопроводных магистралей и наиболее важные этапы установки.
Приложения • водопроводов • канализационные трубы
1. траншея, фундамент и наполнение
Траншеи выкапывают достаточно широки, в соответствии с рисунком 1, чтобы иметь достаточно рабочего пространства с обеих сторон трубопровод. Если необходимо, выравнивающий курс укладывают на дно траншеи. Это должно быть по крайней мере, 150 мм толщиной измеряется от внешней нижней части трубы (См рис. 2). максимальный. допустимый размер зерна природного камня материала, используемого для выравнивания всегда 60 мм, в то время как максимум. допустимый размер зерен минерального заполнителя в непосредственном контакте с покрытием трубы 32 мм. Нет острые камни не допускаются в выравнивающего слоя, и замороженные выравнивания материал не должен быть использован. Если Недра мягкие, трубопровод, возможно, придется быть основана на сетке или даже на сваях.
Вся длина нижней части каждой трубы должна лежать на дне траншеи, за исключением на расстоянии около полуметра от гильзы в обоих направлениях (См рис. 3). Каждая труба установленной линии должны нести, в дополнении к своему собственному весу, также вес воды и засыпки, а также другие возможные внешние нагрузки.
Если опорные доски и т.п., используются в установке заземления покрытым трубопровода, они должны быть удалены перед заполнением в траншее. Начальное заполнение материал должен отвечать те же требования, что и выравнивание курс и должен быть уплотнению песчаной морены или морена гравий вокруг нижней половины трубы - ил и глин может быть также использован вокруг верхней половины. Наполните материал не должен быть отброшен на трубу так, что она движется или поврежден. Он должен быть размещен как можно более равномерно на обеих сторонах трубы и утрамбовывают внизу и по бокам Миндинг покрытие трубы в, и, наконец, уплотняется.
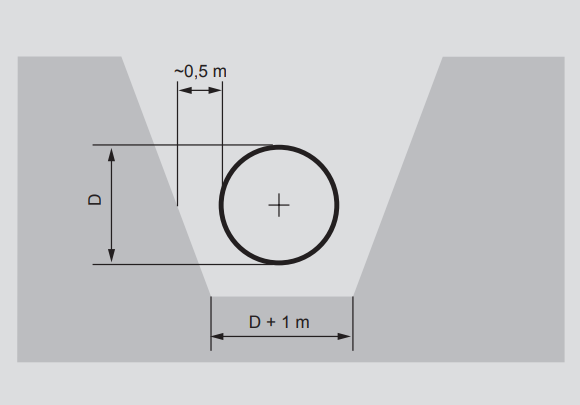
Рис-1-впадина
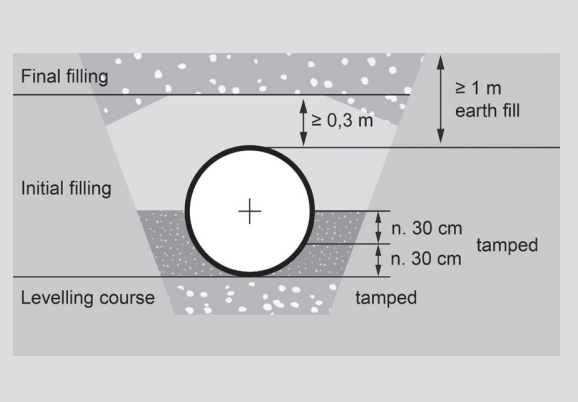
Рис-2-Заполнение из-траншеи
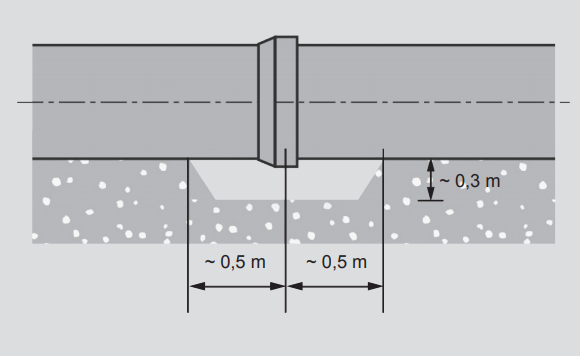
Рис-3-впадина-снизу на-рукав
Основной принцип при заполнении траншеи является то, что трубы, особенно суставов, должен иметь достаточную боковую поддержку в отношении воздушных нагрузок. Следовательно, начальное заполнение по бокам утрамбовывают механически на полпути вверх по трубе в слоях около 30 см, по крайней мере, 90% плотность Proctor, обеспечение, Однако, что уплотнение не поднимает трубку вверх.
Степень уплотнения должна быть определена с помощью измерений. Панель вибрации должны в кратчайшие сроки коснуться трубы или фитинга, чтобы избежать повреждения покрытия. Механическое уплотнение над трубой допускается только после того, как 50 см засыпки была помещена сверху (См рис. 2). После окончательного заполнения, должен быть слой наполнителя, по меньшей мере один метр толщиной, измеренная от верхней части трубы, не содержащий камней или валунов больше, чем 300 мм в диаметре. Любой камень или булыжник в окончательном заполняющего материала не должен быть расположен ближе к трубе, чем его диаметр. Выкопанные почвы могут быть использованы вне зон движения. трубопровод .
всегда должен быть подключен временно, как установка прерывается, чтобы предотвратить попадание примесей труб. Во время установки, уровень воды в траншее должен быть достаточно низким, чтобы плавучесть не будет двигаться ни вода повредить установленную трубу. Более подробные инструкции по установке пластикового покрытия трубопроводов предусмотрены в муниципальных инженерных правилах каждой страны. При монтаже труб в местах, где есть дороги или железнодорожные линии, инструкции по касающемуся должностному лицу должны соблюдаться.
2. Объединение методов
Генеральная
соединения для труб (инжир. 4) предназначены для соединения труб и фитингов в интегрированный трубопровод. Соединения могут быть разделены на два основных типа: натяжные-стойкие и не-резистентные те. Соединения также могут быть разделены с помощью приложений следующих:
2.1 стыковое соединение
Используется главным образом в натяжных устойчивых линиях под давлением, такие как нефть, природный газ и центральное отопление трубопроводы. Используется в водоводах особенно трубы диаметра ≥ DN 600 когда сустав может быть восстановлен с внутренней стороны после сварки. Для более подробного описания, рис 6 на странице 5. Сварочная воротник используется для соединения нового трубопровода или фитинга к существующей линии. Внутренняя сварка и завершение бетонной крепи требуют лаза в связи с совместным. Установка сварочного воротника описана на фиг 9.
2.2 DIN / G сварного шва
Применяется в трубопроводах, где легко установка tensionresistant сустава и возможность сделать меньше 1.0 Степень отводы являются обязательными. Сварные с внешней стороны. диаметры труб Подходит Д класс PN16 400-900 давления и давление DN1000-1200 класс PN10. Только внутренняя бетонная облицовка используется с этим типом втулки, не картина не делается. DIN / G стык производится на заводе путем включения резинового кольца в бетонной крепи, что означает, что нет необходимости заполнять внутреннюю прокладку на бетонной площадке. Резиновое кольцо предотвращает проникновение воды от изменения в зазоре втулки сустава.
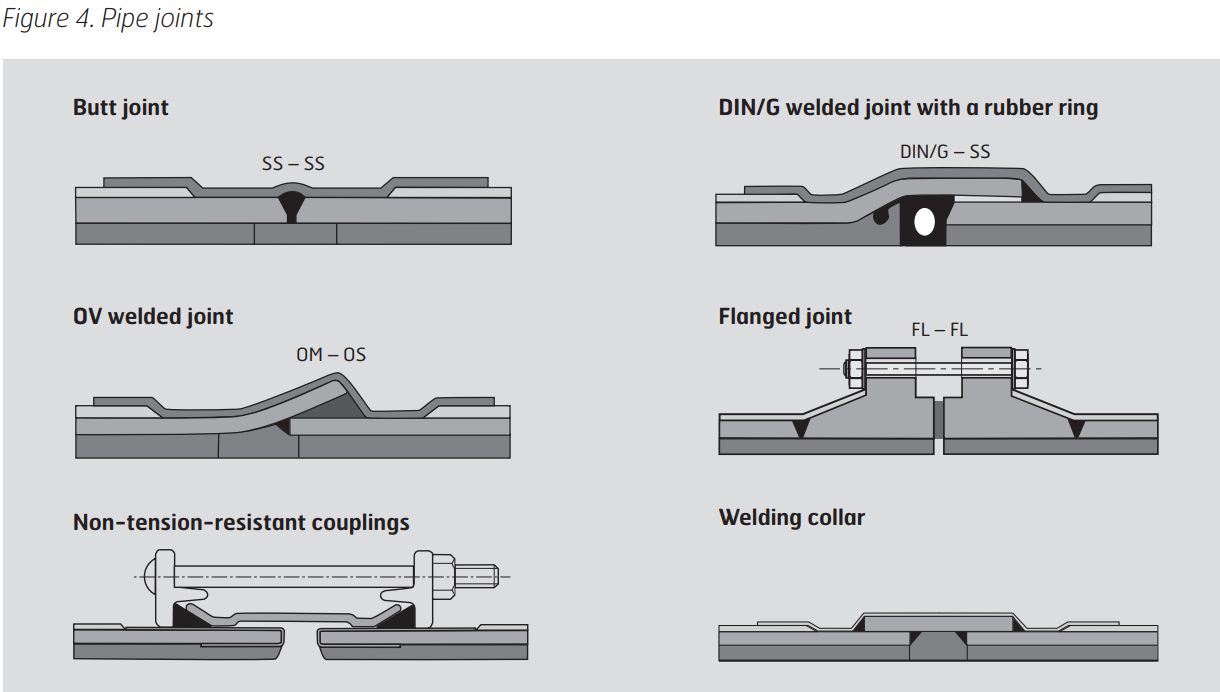
2.3 OV сварного соединения
Используется в водоводах для облегчения установки и позволить 1.5 – 3.0 Степень сгибается в суставах. Поскольку соединение сварены с внутренней стороны, чтобы сделать его устойчивым натяжение, она подходит для диаметров DN ≥ 600 и давление до 20 бар. Для более подробного описания, см раздел 3.3 и рис 8.
2.4 фланцевое соединение
Фланцевые соединения широко используются в промышленности. С подземными трубами, фланцевые соединения используются например. в связи с клапанами и люков. Для более подробного описания, см раздел 3.4 и рис 10. Соединения могут быть запечатаны с помощью Клингера например, сом прокладок.
2.5 шарнирное
Стальные трубы могут также быть соединены различными механическими муфтами труб, таких как те, которые производятся с помощью Straub, VikingJohnson и Victaulic. Бесшовная труба, концы труб lathed и внешние сварные швы шлифуются, чтобы соответствовать муфты. Для более подробного описания, см раздел 3.5.
2.6 Сварка воротник
Сварочный воротник используется при подключении нового трубопровода или один новый компонент к существующему трубопроводу. Установка сварочного воротника описана на фиг 9. Когда один новый компонент устанавливается, он должен также иметь лаз, так что внутренняя прокладка может быть восстановлен. Сварки воротник может быть приварена только внешне до класса давления PN10, но он также требует внутренней сварки в классе давления PN16. После сварки, внутренняя подкладка и внешняя коррозия Защита покрытие будет завершено.
2.7 Выбор метода соединения
Сварка обычно используются с подземной установкой. Сварные швы втулки облегчают установку и позволяют небольшие изгибы без угловых фитингов. В грунтах с низкой несущей способностью (глины и ила), сварное соединение является более безопасным, чем соединительного шва. В случае, если соединительный шов используется в слабых почвах, рекомендуется использовать крепкий couplings.The муфта должна поддерживаться на бетонной плите или тому подобное для устранения напряжения сдвига. При высоких давлениях воды (≥ 10 бар) также целесообразно использовать крепкий тип связи. Зубы напряженности устойчивость, зубчатые муфты повредить внешние защитные покрытия. Следовательно, их использование должно быть ограничено в основном для сушки, в помещении установки, где защита от внешней коррозии не нужна.
Tensionresistant фланцевых соединений используются в институциональных и промышленных установках для облегчения разборки. Tensionresistant суставы всегда должны быть использованы в флюсе установки. При использовании рукава типа DIN / G, Трубы выровнены только с бетоном внутри, не картина не делается.
3. Монтаж
Пластиковые концевые крышки
Пластиковые крышки на концах труб не должны быть удалены, пока незадолго до установки во избежание чрезмерного отверждения или загрязнения внутренней бетонной крепи во время хранения. Летом, внешний черный полиуретановое покрытие на части трубы покрыта белой пластмассы в течение всего периода хранения, как тепло от солнца будет смягчить coating.When удаления пластмассовых крышек, визуальный осмотр концов, внутренние поверхности и рукава труб выполняются. Трещины в бетонной крепи, которые вызваны избыточной отверждения могут быть удалены летом путем смачивания бетона с бытовой водой и теперь снова.
3.1. стыковое соединение
Генеральная
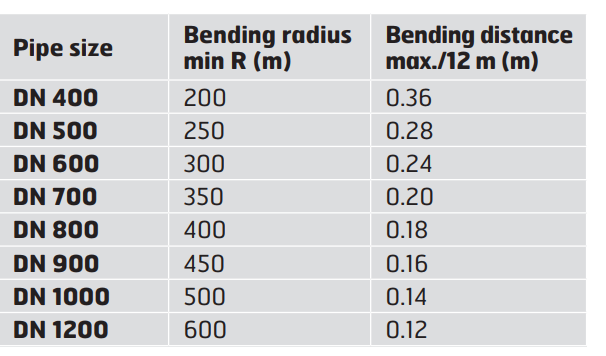
Натяжные устойчивостью встык (инжир. 6) используются с во всем диапазоне размеров труб. Швы свариваются с внешней стороны с основными электродами. Рабочая температура не должна быть поднята. Суставы как таковые не позволяют отводы, но конец трубы может быть срезан под углом, или трубопровод с внутренней бетонной крепи может быть согнут безопасно, если необходимо, до минимального радиуса кривизны, приведенного в таблице.
сварка
Сварочный аппарат должен иметь, по крайней мере, компетенцию, требуемый стандарт EN 9606-1. Класс качества сварного шва, изложен в стандарте EN ISO 5817, C.Pipes класса приспособлены для сварки. Сварного шва полости снижающего эффект прихваточных и сварки необходимо учитывать при определении ширины полости шва (2 – 4 мм). После того, как лавировать, стыки сваривают в 2 – 3 работает с сухим базовым электродом, такие как Esab OK 48.00, P48 за рубежом, Бёлер Fox Е.В. 48, FILARC 35 или эквивалент. Толщина электрода определяется толщина стенки трубы, режим сварки, тип запуска и положения сварки, а также к компетенции сварщика. Значения сварки выбираются в соответствии с указаниями сварочных расходных поставщиков. Запуск теста процесса сварки в соответствии с EN ISO 15614-1 Рекомендуется перед началом сварки.
Контроль сварного соединения
Все сварные швы должны быть проверены по крайней мере визуально. Начало и конец дефекты, подрезы, трещины, etc. поверхностные дефекты или молотые отремонтировать с помощью сварки. Кроме того, рекомендация, что по крайней мере 10% сварных швов исследуют путем тестирования магнитных частиц. Основное требование также, что, по крайней мере 5 сварные швы каждого сварщика должны быть рассмотрены и, если какие-либо сварные швы не удается, Тест частота будет выше. Кроме того, герметичность стыков проверяется путем испытания под давлением воды после трубопровода завершен.
Завершение внутренней бетонной крепи
Внутренняя бетонная облицовка завершается труб диаметром ≥ DN 600. После сварки, свободная ржавчина и сварочный шлак и фиги 6. Встык Все размеры в миллиметрах. мин.. 50 Термоусадочные рукава или защита от коррозии лента DIN 30670 N-н 6 любой возможный бетон отрываясь суставов стряхнул с внутренней поверхностью. В зимних условиях совместная область нагревают с помощью газового пламени. Область соединения сначала смачивают, а затем покрывают раствором, который состоит из равных частей песка и цемента (SR цемент). Песок должен быть достаточно чистым с размером зерна 0.125 – 1.5 мм. Достаточное количество воды добавляют, чтобы сделать довольно жесткой ступку. Только количество раствора и цемента, используемого в течение одного часа, чтобы быть смешаны. Строительный раствор распределяется шпателем до уровня исходной облицовки. После того, как о 2 ч площадь протирают влажной губкой. В условиях сайта, бетон требует, по меньшей мере, 5 дней, чтобы вылечить. Если возможно, совместная зона должна быть влажной и в течение +5 ° С в течение этого периода. В зимних условиях воздуходувки теплый воздух, может быть использован для отопления. Морозоустойчив цемент не должен быть использован, поскольку она содержит водорастворимые примеси непригодных для питьевой воды.
Завершение внутренней окраски
Внутренняя картина завершается труб диаметром ≥ DN 600. Прилегающая зона обрабатывается в соответствии с инструкциями изготовителя краски. Завершение внешнего покрытия стальных поверхностей Голых очищаются стальной щеткой (Степень чистоты St 2), сушат с жидким газовым пламенем и антикоррозионные окрашены (Пример Temaprime Е.Е.) перед тем будет добавлен рукав. ПЭ покрытие шероховатое на расстоянии около 100 мм. Очищенный и нагретый прилегающая зона защищена термоусадочной рукав или защита от коррозии лента (Canusa, Raychem, Denso, Stopaq и т.д.) в соответствии с инструкциями изготовителя.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}