

25Теплостойная сплава сплава CR-20NI (310S)
май 23, 2025
Трубная катушка изготовление | Производство трубопроводов| Сборные системы трубопроводов
май 31, 2025Индукционная изгибающая труба для систем трубопровода

Индукционные изгибы поставляются в стандартных углах изгиба (например. 45°, 90°, и т.п.) или может быть изготовлен на заказ для определенных углах изгиба. Составные изгибы (вне плоскости) изгиб в одном соединении трубы также может быть произведен. Радиус изгиба указан как функция диаметра. Например, Радиумы общего изгиба для индукционных изгибов 3D, 5D и 7d, где D - номинальный диаметр трубы.
Индукционная изгибающая труба для систем трубопровода
Введение
Индукционное изгиб - это сложный и высоко контролируемый процесс изгиба труб, который стал краеугольным камнем в современных системах трубопроводов, таких как нефть и газ, Нефтехимия, выработка энергии, и инфраструктура. Эта технология обеспечивает точное образование изгибов труб с различными радиусами, в том числе 3d, 5D, и 7D конфигурации, при сохранении структурной целостности и механических свойств материала. Наша компания является ведущим производителем индукционных изгибающих труб, Придерживаться строгих стандартов, таких как ASME B16.49, и мы гордимся тем, что доставляем высококачественное, надежные решения, адаптированные к потребностям наших клиентов.
В этой статье представлено углубленное исследование индукционных изгибающих труб, включая научные принципы, лежащие в основе процесса, преимущества изгибов индукции, Процесс производства под ASME B16.49, конкретные преимущества 3D, 5D, и 7D изгиб, Наше передовое оборудование, Интегрированные инспекционные услуги, и комплексные услуги, связанные с индукцией, которые мы предлагаем. Объединив технический анализ с практическими пониманиями, Мы стремимся продемонстрировать, почему индукционное изгиб является предпочтительным выбором для современных систем трубопроводов и как наша компания возглавляет отрасль в этом домене.
Наука изгиба индукции
Принципы изгиба индукции
Индукционное изгиб-это процесс горячего формирования, который использует локализованную нагрев и контролируемую механическую силу для формирования труб в точные изгибы. Процесс включает следующие ключевые шаги:
- Локализованное отопление: Индукционная катушка, питается высокочастотным электрическим током, помещается вокруг определенной части трубы. Эта катушка генерирует электромагнитное поле, которое индуцирует вихревые токи в трубе, Нагрев узкую окружную полосу до температуры, как правило, между 850 ° C и 1100 ° C, в зависимости от материала (например., углеродистая сталь, Нержавеющая сталь, или сплавная сталь).
- Контролируемое изгиб: Как только желаемая температура достигнута, Труба медленно проталкивается через индукционную катушку, в то время как изгибающая рука применяет контролируемую силу, чтобы сформировать изгиб. Нагретая часть становится податливой., позволяя ему деформироваться без растрескивания и не ставя под угрозу целостность трубы.
- Охлаждение: Сразу после изгиба, Нагретый участок охлаждается с помощью спрея или воздуха для стабилизации вновь образованной формы и предотвращения искажений. Это быстрое охлаждение также влияет на металлургическую структуру материала, Часто требуя термообработки после изгиба для восстановления желаемых механических свойств.
Металлургические и механические соображения
Процесс изгиба индукции вызывает тепловые и механические напряжения в трубе, который должен быть тщательно удален для поддержания материальных свойств. Ключевые металлургические и механические аспекты включают:
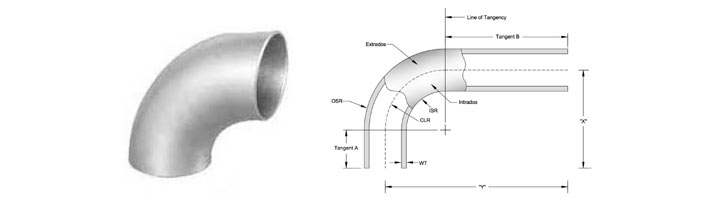
- Прореживание и утолщение стен: Во время изгиба, Внешний радиус (экстрадос) трубы испытывает прореживание стен, Пока внутренний радиус (внутриполовые) подвергается утолщению стенки из -за сжимающих напряжений. ASME B16.49 указывает, что минимальная толщина стенки в экстрадо должна соответствовать требованиям конструкции давления, обычно не меньше, чем минимум, необходимый для прямой трубы.
- Контроль овальства: Овальность, или отклонение от идеального круглого сечения, является критическим параметром при изгибе индукции. ASME B16.49 и ISO 15590-1 мандат, чтобы овальность не должна превышать 3% номинального диаметра в теле изгиба и 1% в касательных частях. Точный контроль параметров изгиба обеспечивает соблюдение этих допусков.
- Микроструктурные изменения: Высокие температуры, участвующие в изгибе индукции, могут изменить микроструктуру материала трубы, потенциально влияет на его силу и прочность. Теплообразование после изгиба, такие как нормализация, Закалка, и отпуск, часто применяются для восстановления или улучшения свойств материала. Например, изгибы углеродистой стали могут быть нормализованы путем нагрева над температурой трансформации и охлаждением в неподвижном воздухе для достижения равномерной микроструктуры.
Совместимость материалов
Индукционное изгиб является универсальным и совместимым с широким спектром материалов, включая:
- Углеродистые стали (например., API 5L Gr. B, ASTM A106 GR. B)
- Высокодоходные стали (например., API 5L x42 до x80)
- Нержавеющие стали (например., ASTM A312 304L, 316L)
- Легированные стали (например., ASTM A335 P11, P22, P91)
- Никелевые сплавы (например., Инконель, Монель, Хастеллой)
- Дуплексные и суперуплексные нержавеющие стали
- Титановые и медные сплавы
Эта универсальность делает изгиб индукции подходящим для разнообразных приложений, От коррозийной среды в нефтехимических заводах до трубопроводов высокого давления при передаче нефти и газа.
Производство индукционных изгибов ASME B16.49
Обзор ASME B16.49
ASME B16.49 является стандартной спецификацией для заводских, Кованая сталь, Индукционные изгибы склада, используемые в транспортных и распределительных системах трубопроводов, такие как те, которые управляются ASME B31.4 (Жидкий транспорт), B31.8 (Газовая передача), и B31.11 (Транспорт). Стандартный обрисовывает требования к проектированию, выбор материала, производство, N80, маркировка, и проверка для обеспечения надежности и безопасности изгибов индукции.
Производственный процесс
Наша компания строго придерживается ASME B16.49 при производстве индукционных изгибов, Обеспечение соответствия всем указанным требованиям. Процесс производства включает в себя следующие этапы:
- Выбор материала: Трубы выбираются на основе спецификаций клиента, Обычно бесшовная или сварная углеродистая сталь, Нержавеющая сталь, или сплавная сталь. Химический состав контролируется для обеспечения эквивалента углерода (C.E.) не превышает 0.45% Чтобы минимизировать проблемы сварки.
- Индукционная гибка: Труба помещается в среднечастотную машину изгиба индукции, где индукционная катушка нагревает узкую полосу трубы. Радиус изгиба (например., 3D, 5D, 7D) определяется радиусом центральной линии (R) относительно номинального диаметра трубы (D). Например, 6-дюймовый 5D-изгиб имеет радиус центральной линии r = 5 × 6 ”= 30” (762 мм).
- Термическая обработка после изгиба: После изгиба, Труба подвергается термической обработке, чтобы снять остаточные напряжения и восстановить механические свойства. Общие методы включают в себя:
- Снятие стресса или отпуск: Нагрев до 480 ° C - 675 ° C, по крайней мере, 30 минуты пер 25 мм толщины.
- Нормализация: Нагревание выше температуры преобразования и охлаждения в воздухе.
- Закалка и отпуск: Нагрев выше температуры преобразования, утолить воду или масло, и смягчение, чтобы достичь желаемой твердости и прочности.
- Сварная конец подготовка: Концы изгиба скоплены в соответствии с ASME B16.25, чтобы обеспечить совместимость с прикладом в системах трубопроводов.
- Тестирование и проверка: Каждый изгиб проходит строгое тестирование, чтобы проверить соответствие ASME B16.49, включая:
- Проверка размеров: Проверка угла изгиба, радиус, Овальность, и касательные длины.
- Визуальное обследование: Проверка на поверхностные дефекты, такие как трещины или ламинации.
- Механические испытания: Проводя проведение испытаний на растяжение, Чарпи V-Notch Tests, и тесты на твердость.
- Неразрушающий контроль (NDT): Выполнение ультразвукового тестирования (UT) и рентгенографическое исследование (RT) для обнаружения внутренних дефектов.
- Маркировка и документация: Каждый изгиб отмечен деталями, такими как материал, радиус изгиба, угол, и статус термообработки. Отчет о данных производителя (Мдр) предоставляется для документирования соответствия ASME B16.49.
3D, 5D, и 7D изгиб
Индукционные изгибы классифицируются на основе радиуса их центральной линии относительно номинального диаметра трубы (D). Наиболее распространенные конфигурации - это:
- 3D изгиб: Радиус центральной линии в три раза превышает номинальный диаметр (R = 3d). Для 6-дюймовой трубы, R = 18 дюймы (457.2 мм). Эти изгибы используются в приложениях, требующих более жестких поворотов, например, в компактных макетах трубопровода.
- 5D изгиб: Радиус центральной линии в пять раз превышает номинальный диаметр (R = 5d). Для 6-дюймовой трубы, R = 30 дюймы (762 мм). Эти изгибы предлагают более плавный поток и снижение потери давления, Сделать их идеальными для трубопроводов на дальние расстояния.
- 7D изгиб: Радиус центральной линии в семь раз превышает номинальный диаметр (R = 7d). Для 6-дюймовой трубы, R = 42 дюймы (1066.8 мм). Эти изгибы используются в приложениях, требующих минимального сопротивления потока, такие как линии передачи газа высокого давления.
Каждый тип изгиба выбирается на основе конкретных требований системы трубопровода, в том числе характеристики потока, ограничения пространства, и номинальное давление.
Размеры длинного радиуса 3D/5D изгиба
| Номинальный Размер трубы |
за пределами Диаметр |
Внутри Диаметр |
Стена Толщина |
Центр Чтобы закончить |
труба Расписание |
Вес Фунт |
| 1/2 | 0.84 | 0.622 | 0.109 | 1.5 | 40 | 0.16 |
| 3/4 | 1.05 | 0.824 | 0.113 | 1.5 | 40 | 0.17 |
| 1 | 1.32 | 1.049 | 0.133 | 1.5 | 40 | 0.4 |
| 1 1/4 | 1.66 | 1.38 | 0.14 | 1.88 | 40 | 0.55 |
| 1 1/2 | 1.9 | 1.61 | 0.145 | 2.25 | 40 | 0.8 |
| 2 | 2.38 | 2.07 | 0.154 | 3 | 40 | 1.6 |
| 2 1/2 | 2.88 | 2.47 | 0.203 | 3.75 | 40 | 3.2 |
| 3 | 3.5 | 3.07 | 0.216 | 4.5 | 40 | 4.8 |
| 3 1/2 | 4 | 3.55 | 0.226 | 5.25 | 40 | 6.6 |
| 4 | 4.5 | 4.03 | 0.237 | 6 | 40 | 8.9 |
| 5 | 5.56 | 5.05 | 0.258 | 7.5 | 40 | 15.1 |
| 6 | 6.62 | 6.07 | 0.28 | 9 | 40 | 24 |
| 8 | 8.62 | 7.98 | 0.322 | 12 | 40 | 47.8 |
| 10 | 10.75 | 10.02 | 0.365 | 15 | 40 | 83.4 |
| 12 | 12.75 | 12 | 0.375 | 18 | * | 123 |
| 14 | 14 | 13.25 | 0.375 | 21 | 30 | 155 |
| 16 | 16 | 15.25 | 0.375 | 24 | 30 | 206 |
| 18 | 18 | 17.25 | 0.375 | 27 | * | 262 |
| 20 | 20 | 19.25 | 0.375 | 30 | 20 | 324 |
| 24 | 24 | 23.25 | 0.375 | 36 | 20 | 466 |
| 30 | 30 | 29.25 | 0.375 | 45 | * | 720 |
| 36 | 36 | 35.25 | 0.375 | 54 | * | 1,039 |
| 42 | 42 | 41.25 | 0.375 | 63 | * | 1,420 |
| 48 | 48 | 47.25 | 0.375 | 72 | * | 2,000 |
Преимущества индукционных изгибов
Индукционные изгибы предлагают многочисленные преимущества по сравнению с традиционными методами изгиба труб (например., Холодные изгибы или сварные локти), сделать их предпочтительным выбором для критических систем трубопровода. Ниже приведены ключевые преимущества:
- Улучшенные характеристики потока: Большой радий изгиб (например., 5D, 7D) уменьшить турбулентность и потерю давления по сравнению со стандартными локтями, Повышение эффективности транспортировки жидкости или газа. Это особенно важно в трубопроводах на расстоянии.
- Уменьшенные сварные швы: Индукционные изгибы устраняют необходимость в нескольких сварных локти, уменьшение количества сварных швов в системе. Меньше сварных швов переводится на более низкие затраты на изготовление, Сокращенные требования к проверке, и улучшенная целостность системы, Поскольку сварные швы являются потенциальными точками отказа.
- Экономическая эффективность: Прямая труба материал, как правило, дешевле, чем готовые локши, и индукционное изгиб обеспечивает быстрое производство изгибов без необходимости внутренних оправдания или наполнения песка. Это сокращает время производства и затраты по сравнению с изгибом пожара или сварной сварной формой.
- Гибкость в дизайне: Индукционные изгибы могут быть произведены с помощью пользовательских углов (например., 30°, 60°, 90°) и радиусы (например., 3D до 10d), предлагая большую гибкость в дизайне трубопроводов. Составные изгибы (Изгиб вне плоскости) Также можно создать в одном трубопроводном соединении, Приспособление сложных требований маршрутизации.
- Превосходная целостность материала: Процесс контролируемого отопления и охлаждения сводит к минимуму дефекты, такие как трещины или пряжки, Обеспечение изгиба сохраняет механические свойства родительской трубы. Тепловая обработка после изгиба еще больше повышает производительность материала, Создание индукционных изгибов, подходящих для применений высокого давления и высокотемпературных.
- Универсальность в разных отраслях: Индукционные изгибы используются в различных приложениях, включая:
- Нефти и газа: Для трубопроводов, транспортирующих сырую нефть, природный газ, или изысканные продукты.
- нефтехимическая: Для обработки трубопроводов на нефтеперерабатывающих заводах и химических растениях.
- Энергетика: Для систем парового и охлаждающего водоснабжения на электростанциях.
- Инфраструктура: Для систем водоснабжения и сточных вод.
- Экологические преимущества: Уменьшая необходимость в сварных швах и минимизацию материалов отходов, Индукционный изгиб является более устойчивым вариантом по сравнению с традиционными методами изготовления. Дополнительно, Энергоэффективный характер индукционного нагрева снижает углеродный след производственного процесса.
Наши услуги, связанные с индукцией, связанные с изгибом
Как ведущий производитель индукционных изгибающих труб, Наша компания предлагает комплексный набор услуг для удовлетворения разнообразных потребностей наших клиентов. Эти услуги предназначены для обеспечения высококачественного, Индивидуальные решения при обеспечении соблюдения отраслевых стандартов.
- Пользовательский дизайн и инженерия изгиба: Наша команда опытных инженеров сотрудничает с клиентами для разработки изгибов индукции, адаптированных к конкретным требованиям проекта. Мы предоставляем:
- Радиус изгиба и настройка угла: Производство изгиба с радиусами от 2,5d до 10d и углы от 1 ° до 180 °.
- Руководство по выбору материала: Рекомендовать материалы в зависимости от условий работы, такие как коррозия сопротивление или высокотемпературная производительность.
- Конечно-элементный анализ (ВЭД): Моделирование напряжения и деформации для оптимизации конструкции изгиба и обеспечения структурной целостности.
- Производство и изготовление: Наше современное производственное предприятие оснащено для производства индукционных изгибов в широком спектре размеров (1/2«До 38” внешнего диаметра) и толщина стен (SCH 5 к ххс). Мы предлагаем:
- Бесшовные и сварки: Обслуживание как плавных, так и сварных труб требований.
- Параметры касательной длины: Обеспечение изгибов с или без касательной для легкой сварки полевой сварки.
- Специальные изгибы: Создание изгибов и изгибов многоплоскости для сложных макетов трубопроводов.
- Термическая обработка после изгиба: Мы предлагаем ряд вариантов термообработки для удовлетворения требований ASME B16.49, включая снятие стресса, нормализация, и утомить и смягчать. Наши процессы термической обработки точно контролируются, чтобы обеспечить последовательные свойства материала во всех изгибах.
- Тестирование и проверка: Наши интегрированные инспекционные услуги, подробно описано ниже, Убедитесь, что каждый изгиб соответствует стандартам высочайшего качества. Мы выполняем проверки размеров, механические испытания, и NDT для проверки соответствия ASME B16.49 и клиентских спецификациям.
- Покрытие и отделка: Для повышения долговечности и коррозионной стойкости, Мы предоставляем услуги с добавленной стоимостью, такие как:
- Горячая оцелька
- Эпоксидная смола и FBE (наплавленная эпоксидная смола) покрытие
- Песочница и электрополирование
Научный анализ
Преимущества индукционных изгиба. Процесс обеспечивает минимальное искажение и поддерживает структурную целостность трубы с помощью контролируемого нагрева и циклов охлаждения. Конечно-элементный анализ (ВЭД) часто используется для имитации процесса изгиба, Прогнозирование распределения напряжений, прореживание стены, и овальность. Этот научный подход допускает точный контроль над параметрами изгиба, Обеспечение соответствия стандартам, таким как ASME B16.49.
С точки зрения жидкой динамики, Большой радиус изгиб (например., 5D и 7d) уменьшить турбулентность и падение давления, Как описано в уравнении Дарси-Вайсбаха для потерь трения в трубах:
Где:
- \(h_f ): Потеря головы из -за трения
- \(f\): Фактор трения
- \(L\): длина трубы
- \(D\): диаметр трубы
- \(v\): Жидкая скорость
- \(g\): Гравитационное ускорение
Большие изгибы радиуса уменьшают эффективную длину (\(L\)) изгиба, сокращение \(h_f ) и повышение эффективности потока. Это особенно важно в приложениях с высоким потоком, таких как нефтегазовые трубопроводы.
Передовое оборудование для изгиба труб
Наша компания инвестирует в современное оборудование для изгиба для обеспечения точности, эффективность, и надежность. Наше ключевое оборудование включает:
- Среднечастотные индукционные машины изгиба:
- Способный изгибать трубы от ½ ”до 38 дюймов в диаметре с толщиной стенки до 2.5 дюймы.
- Оснащен расширенными системами управления для точной температуры и регулирования скорости изгиба.
- Особенности IGBT (Биполярный транзистор с изолированным затвором) технология инверсии для энергоэффективного нагрева.
- Автоматизированные системы охлаждения:
- Интегрированные системы воды и воздушного охлаждения для обеспечения быстрого и равномерного охлаждения после сгибания.
- Минимизирует тепловые искажения и обеспечивает размерную стабильность.
- Точные инструменты измерения:
- Лазерные системы осмотра размеров для проверки углов изгиба, радиусы, и овальность с высокой точностью.
- Ультразвуковая толщина измерения для измерения истончения и утолщения стенки.
- Термообработка после изгиба:
- Компьютерные печи для снятия напряжений, нормализация, и утомить и смягчать.
- Способный обрабатывать изгибы с большим диаметром с равномерным распределением температуры.
Наше оборудование регулярно поддерживается и откалибруется, чтобы обеспечить постоянную производительность и соблюдение отраслевых стандартов. Мы также инвестируем в исследования и разработки, чтобы включить последние достижения в технологии индукционного изгиба, такие как системы мониторинга в реальном времени и предсказательного обслуживания.
Наша интегрированная служба проверки: Признак качества
Обеспечение качества лежит в основе наших операций с изгибом в индукции. Наши интегрированные инспекционные услуги предназначены для обеспечения того, чтобы каждый изгиб соответствовал строгим требованиям ASME B16.49 и клиентских спецификациях. Наш процесс проверки включает:
- Проверка размеров:
- Измерение углов изгиба, радиусы, касательные длина, и овальность с использованием лазерных инструментов.
- Обеспечение соответствия допускам ASME B16.49 (например., Овальность ≤ 3% В Bend Body, ≤ 1% в касательных).
- Визуальное обследование:
- Осмотр внутренней и внешней поверхности на наличие трещин, Ламинации, Разрыв, который требует объяснения, чтобы определить его значение, или вырезы.
- Любые недостатки решаются путем шлифования, без разрешения сварного шва для сварного шва..
- Механические испытания:
- Испытание на растяжение: Проверка прочности и пластичности материала изгиба.
- Чарпи V-Notch Testing: Оценка воздействия выносливости, Особенно для низкотемпературных приложений.
- Испытание твердости: Обеспечение соблюдения требований к материальности по твердости после уклонения.
- Неразрушающий контроль (NDT):
- Ультразвуковой контроль (UT): Обнаружение внутренних дефектов, таких как пустоты или включения.
- Радиографическое тестирование (RT): Изучение сварных швов (для сварных труб) и сгибание областей для подземных недостатков.
- Магнитопорошковое тестирование (Мпт) а также Жидкое пенетрантное тестирование (Лап): Идентификация поверхностных и ближневосточных дефектов.
- Документация и отслеживание:
- Предоставление подробных отчетов о проверке, в том числе сертификаты тестирования материалов (MTCS) и результаты NDT.
- Поддержание полной отслеживаемости материалов и процессов для обеспечения качества и соответствия нормативным требованиям.
Наши инспекционные услуги проводятся сертифицированными профессионалами, обученными международным стандартам, такие как Asnt (Американское общество неразрушающего тестирования) Уровень II и III. Мы также предлагаем сторонние инспекционные услуги по запросу, чтобы обеспечить дополнительную гарантию нашим клиентам.
Тематические исследования: Реальные приложения
Чтобы проиллюстрировать ценность наших решений изгиба в индукции, Вот два тематических исследования, демонстрирующие наш опыт:
Проект нефти и газопровода
Испытание: Клиент потребовал изгиб 5D и 7D для 24-дюймового диаметра, API 5L X65 трубопровод Чтобы минимизировать потерю давления на растяжке на 100 км.
Решение: Мы изготовили плавные 5D и 7D изгибы с точным контролем размерного и выполнили нормализацию термической обработки для повышения вязкости. Наши интегрированные инспекционные услуги, в том числе UT и RT, обеспечил нулевые дефекты.
Исход: Изгибы понижены давление 15% по сравнению со стандартными локтями, повышение эффективности трубопровода и снижение эксплуатационных затрат.
Нефтехимическое расширение растений
Испытание: Нефтеперерабатывающий завод, нуждающийся в нестандартных изгибах 3D и 5D в дуплексной нержавеющей стали (ASTM A815 UNS S31803) Для системы трубопровода в коррозийном процессе с ограничениями с жестким пространством.
Решение: Мы разработали и создали составные 3D -изгибы с индивидуальными углами (45° и 60 °) и применяемое покрытие FBE для коррозионной устойчивости. Наши моделирование FEA оптимизировали конструкцию изгиба, чтобы противостоять условиям высокого давления.
Исход: Изгибы были успешно установлены, Встреча всех требований ASME B16.49 и сокращение времени установки 20% Из -за меньшего количества сварных швов.
Заключение
Индукционные изгибные трубы являются критически важным компонентом современных систем трубопровода, предлагая непревзойденную гибкость, эффективность, и надежность. Экспертиза нашей компании в производстве ASME B16.49-соответствия индукционных изгибах, в сочетании с нашим передовым оборудованием, Комплексные услуги, и строгие процессы проверки, позиционирует нас как лидера в отрасли. Требуется ли вам 3D, 5D, или 7D изгибы для нефти и газа, Нефтехимия, или приложения для производства электроэнергии, Мы доставляем индивидуальные решения, которые соответствуют самым высоким стандартам качества и производительности.
Используя научные принципы индукционного нагрева, Точные методы производства, и передовые методы проверки, Мы гарантируем, что наше изгиб индукции превышает ожидания клиентов. Наша приверженность инновациям, устойчивость, и удовлетворенность клиентов заставляет нас постоянно улучшать наши процессы и обеспечивать ценность проектов по всему миру. Для получения дополнительной информации о наших услугах по изгибе, Свяжитесь с нами сегодня, чтобы обсудить требования проекта.
Преимущества и применение индукционной гибки труб в нефтегазовой промышленности












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}