

ตัวลดท่อ - ตัวลดแบบศูนย์กลางและแบบเยื้องศูนย์
มีนาคม 15, 2026
การควบคุมข้อผิดพลาดรูปไข่และเส้นผ่านศูนย์กลางของท่อเชื่อม JCOE
📖 สารบัญ
1.0 ▼ บทนำ
1.1 ความเป็นมาการวิจัย & ความสำคัญ
1.2 สถานะการวิจัยในประเทศและต่างประเทศ
1.3 เนื้อหาหลัก & เส้นทางเทคนิค
1.4 นวัตกรรมและประเด็นสำคัญ
2.0 ▼ หลักการขึ้นรูป JCOE & พื้นฐานข้อผิดพลาดเชิงมิติ
2.1 กลไกหลักของกระบวนการ JCOE
2.2 คำจำกัดความ & การประเมินความคลาดเคลื่อนของวงรี/เส้นผ่านศูนย์กลาง
2.3 มาตรฐานอุตสาหกรรมที่เกี่ยวข้อง
2.4 อิทธิพลของคุณสมบัติทางกลของวัสดุ
3.0 ▼ การวิเคราะห์สาเหตุของการตกไข่ & ส่วนเบี่ยงเบนเส้นผ่านศูนย์กลาง
3.1 ปัจจัยด้านวัตถุดิบ
3.2 ข้อผิดพลาดที่ชักนำให้เกิดกระบวนการขึ้นรูป
3.3 เชื่อม & ผลกระทบของกระบวนการที่ตามมา
3.4 อุปกรณ์ & อิทธิพลการดำเนินงาน
4.0 ▼ กลยุทธ์การควบคุมสำหรับความคลาดเคลื่อนของวงรีและเส้นผ่านศูนย์กลาง
4.1 การควบคุมความแม่นยำของวัตถุดิบ
4.2 การเพิ่มประสิทธิภาพพารามิเตอร์การขึ้นรูป & ค่าตอบแทน
4.3 การจัดการความเครียดในการเชื่อม
4.4 การขยายการควบคุมอย่างละเอียดของกระบวนการ
4.5 ระบบความแม่นยำมิติแบบวงปิด
5.0 ▼ การจำลอง & การตรวจสอบความถูกต้องของการทดลอง
5.1 การตั้งค่าโมเดลไฟไนต์เอลิเมนต์
5.2 ผลลัพธ์การจำลอง & การวิเคราะห์
5.3 การทดลองผลิตภาคสนาม
6.0 ▼ การประยุกต์ใช้งานทางวิศวกรรม & การจัดการคุณภาพ
6.1 การนำเทคโนโลยีควบคุมไปใช้ในทางปฏิบัติ
6.2 ขั้นตอนการตรวจสอบแบบเต็มกระบวนการ
6.3 การดำเนินงานที่ได้มาตรฐาน & การบำรุงรักษาอุปกรณ์
7.0 ▼ บทสรุป & แนวโน้ม
บทคัดย่อ
JCOE (J-ขึ้นรูป, การขึ้นรูป C, O-ขึ้นรูป, ที่ขยาย) เป็นกระบวนการผลิตที่โดดเด่นสำหรับการเชื่อมส่วนโค้งที่จมอยู่ใต้น้ำเส้นผ่านศูนย์กลางขนาดใหญ่ตามยาว (LSAW) ท่อ, ใช้กันอย่างแพร่หลายในการส่งน้ำมัน/ก๊าซ, โครงสร้างนอกชายฝั่งและเสาเข็มท่อเหล็กสะพาน. อย่างไรก็ตาม, ความเบี่ยงเบนของวงรีและเส้นผ่านศูนย์กลางยังคงเป็นความท้าทายด้านคุณภาพที่คงอยู่ยาวนานที่สุด, ส่งผลโดยตรงต่อประสิทธิภาพการเชื่อมเส้นรอบวง, ความสมบูรณ์ของโครงสร้างและการต่อต้าน-การกร่อน ประสิทธิภาพการเคลือบ. งานวิจัยนี้นำเสนอการตรวจสอบอย่างครอบคลุมเกี่ยวกับกลไกที่ควบคุมข้อผิดพลาดทางเรขาคณิตในท่อเชื่อม JCOE, โดยเน้นที่การทำงานร่วมกันระหว่างคุณสมบัติของเพลต, พารามิเตอร์การขึ้นรูปแบบขั้นตอน, พฤติกรรมสปริงแบ็ค, การเชื่อมความเค้นตกค้าง, และความแม่นยำในการขยายเชิงกล. จากการสังเกตจากร้านค้าอย่างกว้างขวางและการวิเคราะห์ทางทฤษฎี, เราสร้างความสัมพันธ์เชิงปริมาณระหว่างตัวแปรกระบวนการและความกลมสุดท้ายของท่อ. การค้นพบที่สำคัญเผยให้เห็นว่ารัศมีก่อนการดัดงอไม่ตรงกัน, การเสียรูปไม่สม่ำเสมอในขั้นตอนการขึ้นรูป C, และอัตราการขยายตัวที่ไม่เหมาะสมคือปัจจัยหลัก. มีการเสนอกรอบการควบคุมแบบวงปิดที่รวมการชดเชยฟีดไปข้างหน้าและการป้อนกลับเชิงมิติแบบเรียลไทม์. การจำลององค์ประกอบจำกัดควบคู่ไปกับการทดลองการผลิตเต็มรูปแบบแสดงให้เห็นว่าพารามิเตอร์ที่ได้รับการปรับปรุงจะลดการตกไข่จากปกติ 0.8%–1.2% ลงไปที่ต่ำกว่า 0.4% ของเส้นผ่านศูนย์กลางภายนอก, และความทนทานต่อเส้นผ่านศูนย์กลางภายใน ± 0.2% D. การศึกษานี้ให้ทั้งรากฐานทางทฤษฎีและแนวปฏิบัติเพื่อให้มีความแม่นยำสูง ท่อเจซีโออี การผลิต, เป็นไปตามข้อกำหนดที่เข้มงวดของท่อส่งน้ำลึกและฐานรากสะพาน.
คำสำคัญ: การขึ้นรูป JCOE; การควบคุมการตกไข่; ข้อผิดพลาดเส้นผ่านศูนย์กลาง; การชดเชยสปริงแบ็ค; การขยายตัวทางกล; การบิดเบือนการเชื่อม; ความถูกต้องมิติ
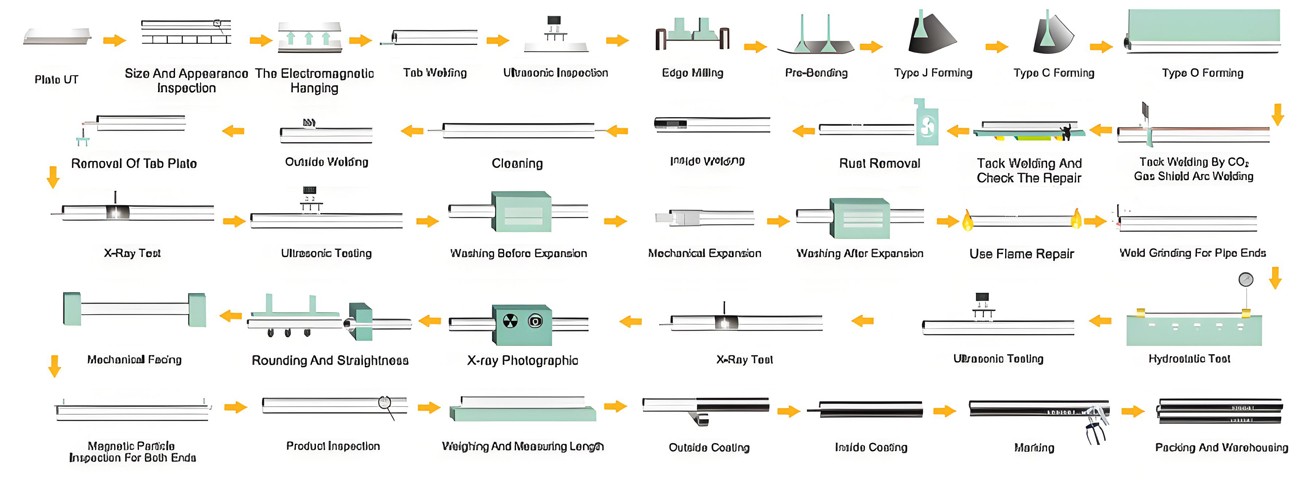
jcoe lasw รอยผังกระบวนการผลิตท่อเหล็ก
บท 1 บทนำ
1.1 ความเป็นมาและความสำคัญของการวิจัย
ตั้งแต่ครั้งแรกที่ฉันก้าวเข้าสู่โรงสีท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่, ปัญหาความกลมของท่อที่ละเอียดอ่อนแต่สำคัญทำให้ฉันสนใจ. กระบวนการ JCOE ได้พัฒนามาเป็นเวลากว่าสามทศวรรษจนกลายเป็นวิธีการที่หลากหลายที่สุดในการผลิตผนังหนา, ท่อขนาดใหญ่ถึง 1422 มม. หรือใหญ่กว่านั้นสำหรับเหล็กเกรด X80. ยัง, การควบคุมความคลาดเคลื่อนของวงรีและเส้นผ่านศูนย์กลางไม่ได้เป็นเพียงเรื่องของความสอดคล้องด้านสุนทรียภาพเท่านั้น แต่ยังควบคุมความสำเร็จของการเชื่อมภาคสนามโดยตรง, อายุความล้าของโครงสร้างนอกชายฝั่ง, และความสมบูรณ์ของสารเคลือบป้องกันการกัดกร่อน. เมื่อส่วนท่อแสดงรูปไข่เกิน 0.5% ของเส้นผ่านศูนย์กลางภายนอก, กระบวนการเชื่อมเส้นรอบวงได้รับผลกระทบจากความไม่สอดคล้องกันของช่องว่างของรูต, นำไปสู่อัตราข้อบกพร่องที่เพิ่มขึ้นและการทำงานซ้ำที่มีราคาแพง. นอกจากนี้, ในสภาพแวดล้อมทางทะเลที่มีการวางท่อโดยเรือ S-lay หรือ J-lay, การไม่กลมทำให้เกิดการกระจายความเค้นไม่สม่ำเสมอระหว่างการดัด, เร่งการโก่งงอในท้องถิ่น. สำหรับเสาเข็มท่อเหล็กสะพาน, ซึ่งถูกผลักดันไปสู่ชั้นทางธรณีวิทยาที่ท้าทาย, ความแปรผันของเส้นผ่านศูนย์กลางจะรบกวนการเชื่อมต่อของปลอกไพล์และกลไกการถ่ายโอนน้ำหนัก. ในช่วงทศวรรษที่ผ่านมา, ความล้มเหลวทางวิศวกรรมจำนวนมากหรือความล่าช้าที่มีค่าใช้จ่ายสูงนั้นสืบย้อนกลับไปถึงความเบี่ยงเบนทางเรขาคณิตเล็กน้อยที่ดูเหมือนจะแพร่กระจายผ่านห่วงโซ่การก่อสร้าง. ด้วยเหตุนี้, การควบคุมรูปทรงท่อ JCOE อย่างเป็นระบบไม่เพียงแต่เป็นสิ่งจำเป็นในการผลิตเท่านั้น แต่ยังเป็นข้อกำหนดพื้นฐานสำหรับความปลอดภัยของโครงสร้างพื้นฐานอีกด้วย.
เดินผ่านชั้นการผลิต, ฉันสังเกตเห็นว่าผู้ปฏิบัติงานมักจะพึ่งพาการปรับเปลี่ยนเชิงประจักษ์: เพิ่มจังหวะ O-press เล็กน้อยเมื่อปิดท่อไม่สำเร็จ, หรือปรับแรงดันแมนเดรลขยายตาม “ความรู้สึก”. อย่างไรก็ตาม, วิธีการเชิงประจักษ์นี้ขาดความแข็งแกร่งทางวิทยาศาสตร์. วรรณกรรมเชิงวิชาการมีแนวโน้มที่จะรักษารูปแบบ, เชื่อมและขยายเป็นบล็อกแยก, ไม่ค่อยเสนอการสร้างแบบจำลองสาเหตุ-ผลกระทบแบบบูรณาการ. การวิจัยครั้งนี้ได้รับแรงผลักดันจากความจำเป็นเร่งด่วนในการเชื่อมช่องว่างดังกล่าว เพื่อพัฒนาวิธีการควบคุมข้อผิดพลาดแบบองค์รวมที่คำนึงถึงความไม่สมดุลของวัตถุดิบ, การสะสมสปริงกลับแบบขั้นตอน, วงจรความร้อนในการเชื่อม, และขยายการซิงโครไนซ์. มูลค่าอุตสาหกรรมมีความชัดเจน: ความทนทานต่อการตกไข่ที่เข้มงวดยิ่งขึ้นช่วยยืดอายุการใช้งานของท่อ, ลดต้นทุนการติดตั้งภาคสนาม, และเพิ่มชื่อเสียงของผู้ผลิตในตลาดโลกที่มีการแข่งขันสูงขึ้น.

1.2 สถานะการวิจัยในประเทศและต่างประเทศ
ในระดับสากล, โรงงานท่อยุโรป (เช่น., ซาลซ์กิตเตอร์, ยุโรป) ได้พัฒนาระบบตรวจสอบการตกไข่แบบอินไลน์ที่ซับซ้อนโดยใช้การวัดโปรไฟล์ด้วยเลเซอร์, ควบคู่ไปกับการควบคุมการขยายแบบปรับได้. อุตสาหกรรมเหล็กของญี่ปุ่น, โดยเฉพาะ JFE และ Nippon Steel, เน้นการออกแบบแม่พิมพ์ JCOE ที่แม่นยำเป็นพิเศษ ซึ่งรวมการคาดการณ์การสปริงกลับผ่าน FEM แบบไม่เชิงเส้น. ในประเทศจีน, แม้ว่ากำลังการผลิตของ JCOE จะขยายตัวอย่างรวดเร็วตั้งแต่นั้นเป็นต้นมา 2005, การวิจัยพื้นฐานเกี่ยวกับวิวัฒนาการของการตกไข่ยังคงกระจัดกระจาย. เอกสารที่มีอยู่ส่วนใหญ่มุ่งเน้นไปที่ด้านเดียว: การคำนวณแรงก่อนการดัดงอหรือการบิดเบี้ยวเชิงมุมในการเชื่อม, แต่ไม่ค่อยได้กล่าวถึงผลสะสมของหลายขั้นตอน. นอกจากนี้, มาตรฐานปัจจุบัน เช่น API 5L, ISO 3183 และ gb/t 9711 กำหนดขีดจำกัดการตกไข่สูงสุด (เช่น., 0.5%–1.0% ขึ้นอยู่กับอัตราส่วนเส้นผ่านศูนย์กลางต่อความหนา), แต่พวกเขาไม่ได้ให้แนวทางเกี่ยวกับวิธีการจัดสรรความคลาดเคลื่อนในห่วงโซ่การผลิต. ช่องว่างที่น่าสังเกตคือการขาดการทำแผนที่เชิงปริมาณระหว่างข้อบกพร่องรูปร่างของแผ่นเหล็ก (แคมเบอร์, คลื่นขอบ) และท่อสุดท้ายไม่กลม. ในขณะเดียวกัน, ผลกระทบของการขยายตัวทางกล — แม้ว่าได้รับการยอมรับอย่างกว้างขวางว่าเป็นขั้นตอนการแก้ไขขั้นสุดท้าย — มักจะถูกทำให้ง่ายเกินไป: อัตราส่วนการขยายตัว, จำนวนส่วน, และเวลาคงอยู่มีอิทธิพลอย่างยิ่งต่อการกระจายตัวของความเค้นตกค้างและความเสถียรของความกลมสุดท้าย. นักวิจัยบางคนได้พยายามที่จะใช้แบบจำลองการวิเคราะห์ตามทฤษฎีการดัดของเปลือก, แต่แบบจำลองเหล่านั้นมักจะถือว่าเป็นไอโซโทรปีของวัสดุที่สมบูรณ์แบบ, ละเลยพฤติกรรมแบบแอนไอโซทรอปิกของแผ่นรีดแบบเทอร์โมกล. ดังนั้น, การศึกษานี้มีจุดมุ่งหมายเพื่อเติมเต็มช่องว่างเหล่านี้โดยการบูรณาการลักษณะเฉพาะของวัสดุ, การจำลองการขึ้นรูปหลายขั้นตอน, และการตรวจสอบการทดลองเต็มรูปแบบ.
1.3 เนื้อหาหลักและเส้นทางทางเทคนิค
เพื่อจัดการกับความคลาดเคลื่อนของการตกไข่และเส้นผ่านศูนย์กลางอย่างเป็นระบบ, เส้นทางทางเทคนิคของการวิจัยนี้ประกอบด้วยสี่ขั้นตอนที่เชื่อมต่อถึงกัน. ขั้นตอน 1 เกี่ยวข้องกับการวิเคราะห์ทางทฤษฎีที่เข้มงวดของลำดับการขึ้นรูป JCOE: จีบ, เจกด, กด C, O-กด, การเชื่อมตะปู, การเชื่อมเลื่อย, และการขยายตัวทางกล. ที่นี่, เรากำหนดนิพจน์เชิงวิเคราะห์สำหรับการกระจายโมเมนต์การดัดงอ, ความโค้งสปริงกลับ, และผลสะสมต่อการเปลี่ยนแปลงความยาวเส้นรอบวง. ขั้นตอน 2 สร้างแบบจำลองไฟไนต์เอลิเมนต์โดยใช้ Abaqus/Explicit สำหรับการขึ้นรูป และ Static General สำหรับการสปริงกลับและการขยาย. พารามิเตอร์ที่สำคัญ เช่น รัศมีแม่พิมพ์, การกระจัดจังหวะ, ค่าสัมประสิทธิ์แรงเสียดทาน, และกฎหมายการชุบแข็งวัสดุ (เสียงหรือกฎหมายอำนาจ) ได้รับการสอบเทียบโดยข้อมูลแรงดึงจากการทดลอง. ขั้นตอน 3 ดำเนินการทดลองในระดับการผลิต: รวมของ 120 ท่อ (เส้นผ่าศูนย์กลาง 1016 มม., ความหนา 22 มม., เกรด X70) ผลิตภายใต้ชุดพารามิเตอร์ควบคุม. วัดความรีและเส้นผ่านศูนย์กลางที่หน้าตัดสี่ส่วนต่อท่อโดยใช้เครื่องสแกนเส้นรอบวงด้วยเลเซอร์. การวิเคราะห์ทางสถิติ (การวิเคราะห์ความแปรปรวน) ระบุปัจจัยสำคัญ. ในที่สุด, ขั้นตอน 4 สังเคราะห์สิ่งที่ค้นพบลงในกรอบการควบคุมแบบวงปิด, แนะนำอัลกอริธึมการปรับแบบออนไลน์สำหรับแท่นพิมพ์ที่ขยายตามลายเซ็นของวงรีก่อนการขยายตัว. เป้าหมายสูงสุดคือการลดส่วนเบี่ยงเบนมาตรฐานการตกไข่ลงอย่างน้อยที่สุด 40% เมื่อเทียบกับการปฏิบัติแบบเดิมๆ, ในขณะที่ยังคงรักษาประสิทธิภาพการผลิตไว้.
1.4 นวัตกรรมและประเด็นสำคัญ
นวัตกรรมที่สำคัญ ได้แก่: (1) แบบจำลองการชดเชยการสปริงกลับแบบรวมที่พิจารณาถึงการไล่ระดับความเครียดผ่านความหนาและประวัติการเปลี่ยนรูปของขั้นตอนตามลำดับ; (2) การพัฒนา “สัมประสิทธิ์การแพร่กระจายของวงรี” ที่คาดการณ์ว่าคลื่นขอบของเพลตเริ่มต้นแปลงเป็นท่อสุดท้ายที่ไม่กลมอย่างไร; (3) การตรวจสอบความถูกต้องเชิงทดลองของอัตราส่วนการขยายตัวที่เหมาะสมที่สุดมีตั้งแต่ 0.8% ถึง 1.2% ของเส้นผ่านศูนย์กลาง, ขึ้นอยู่กับอัตราส่วน D/t และเกรดเหล็ก; (4) กลยุทธ์การตอบสนองแบบเรียลไทม์โดยใช้ข้อมูลการสแกนด้วยเลเซอร์เพื่อปรับแรงกดของแมนเดรลส่วนที่เพิ่มขึ้นทีละรายการ. จุดที่หนัก (ความยากลำบาก) มั่นใจได้ถึงการบรรจบกันของแบบจำลองเชิงตัวเลขสำหรับการเสียรูปพลาสติกขนาดใหญ่เมื่อสัมผัสกัน, และรักษาความสอดคล้องระหว่างการคาดการณ์การจำลองและสภาพโรงงานจริงที่มีการผลิตท่อหลายพันท่อในแต่ละวัน. นอกจากนี้, การจัดการความบิดเบี้ยวที่เกิดจากการเชื่อม ซึ่งมักจะทำให้เกิดรูปไข่เฉพาะจุดใกล้กับตะเข็บ จำเป็นต้องมีการวิเคราะห์ทางกลและความร้อนร่วมกับจลนศาสตร์ของการเปลี่ยนเฟส.

บท 2 หลักการขึ้นรูป JCOE และข้อผิดพลาดพื้นฐานด้านมิติ
2.1 กลไกหลักของกระบวนการ JCOE
กระบวนการ JCOE ได้ชื่อมาจากวิวัฒนาการของรูปร่างตามลำดับ: การจีบขอบ (ก่อนดัด), J-ขึ้นรูป (ครึ่งแรกของท่องอเป็นรูปตัว J), การขึ้นรูป C (ครึ่งหลังงอเป็นรูปตัวซี), O-ขึ้นรูป (ปิดเป็นหน้าตัดวงกลม), และการเชื่อมอาร์กใต้น้ำภายใน/ภายนอกที่ตามมา, ตามด้วยการขยายตัวทางกล. แต่ละขั้นตอนจะแนะนำความเค้นตกค้างและความเบี่ยงเบนทางเรขาคณิตที่สะสมอยู่. ในการจีบ, ขอบแผ่นจะโค้งงอตามความโค้งของเป้าหมายเท่ากับรัศมีท่อสุดท้าย; การเบี่ยงเบนใดๆ ในที่นี้จะทำให้เกิด "แฟลต" ในท้องถิ่นหลังจากการขึ้นรูป O. ระหว่างขั้นตอน J และ C, การดัดแบบเพิ่มหน่วยโดยใช้แม่พิมพ์ U-ing ที่มีจังหวะหลายจังหวะจะควบคุมรัศมีการดัด. การดีดตัวหลังแต่ละจังหวะจะขึ้นอยู่กับอัตราส่วนของความแข็งแรงครากต่อโมดูลัสยืดหยุ่นและรัศมีการโค้งงอ. ผลกระทบสะสมสามารถแสดงเป็นการลดลงของมุมการดัดรวม, ทำให้เกิด “ช่องว่างเปิด” ที่รอยต่อก่อนการเชื่อม. จากนั้น O-press จะใช้แรงในแนวรัศมีเพื่อปิดช่องว่าง; อย่างไรก็ตาม, การปิดมากเกินไปจะทำให้เกิดแรงอัดซึ่งจะผ่อนคลายในภายหลังระหว่างการเชื่อม. ในที่สุด, การขยายตัวทางกลจะขยายท่อจากด้านในโดยใช้แมนเดรลทรงกรวยพร้อมแม่พิมพ์แบบแบ่งส่วน, มุ่งปรับปรุงความกลมและบรรเทาความเครียดที่ตกค้าง. ยัง, หากขยายตัวมากเกินไป, มันสามารถกระตุ้นให้เกิดแรงดึงของห่วงแรงดึงเกินครากได้, ทำให้เกิดความไม่เสถียรของมิติหลังจากการขนถ่าย.
โดยที่การเปลี่ยนแปลงของความโค้งจะกำหนดความสม่ำเสมอของเส้นรอบวงสุดท้าย. การทำความเข้าใจปฏิกิริยาลูกโซ่นี้ถือเป็นสิ่งสำคัญสำหรับการจัดทำงบประมาณข้อผิดพลาด.
2.2 คำจำกัดความ & การประเมินความคลาดเคลื่อนของวงรีและเส้นผ่านศูนย์กลาง
ovality (เรียกอีกอย่างว่าความไม่กลม) หมายถึงความแตกต่างระหว่างเส้นผ่านศูนย์กลางภายนอกสูงสุดและต่ำสุดหารด้วยเส้นผ่านศูนย์กลางระบุ, แสดงเป็นเปอร์เซ็นต์: \( Ovality = \frac{ด_{สูงสุด} – ด_{นาที}}{ด_{ชื่อ}} \ครั้ง 100\% \). ข้อผิดพลาดของเส้นผ่านศูนย์กลางหมายถึงการเบี่ยงเบนของเส้นผ่านศูนย์กลางเฉลี่ยตามจริงจากเส้นผ่านศูนย์กลางระบุ: \( \เดลต้า ดี = D_{หมายถึง} – ด_{ชื่อ} \). ใน API 5L, สำหรับท่อที่มี D/t < 75, การตกไข่จะต้องไม่เกิน 0.5% สำหรับจุดสิ้นสุดและ 1.0% สำหรับร่างกาย, ในขณะที่มีข้อจำกัดที่เข้มงวดมากขึ้น (0.3%) สมัครใช้บริการที่มีรสเปรี้ยวหรือการใช้งานที่เหนื่อยล้า. อย่างไรก็ตาม, โดยปกติจะมีการวัดอย่างน้อยที่สุด 100 มม. จากปลายท่อ, แต่โปรไฟล์ความยาวเต็มมักจะแสดงการเปลี่ยนแปลงเป็นระยะเนื่องจากการแบ่งส่วนแม่พิมพ์. โปรไฟล์เลเซอร์ความแม่นยำสูงสามารถจับโปรไฟล์ได้ 360° และสร้างตัวอธิบายฟูเรียร์สำหรับการวิเคราะห์ฮาร์มอนิก. Ovality ถูกครอบงำโดยฮาร์มอนิกที่สอง (รูปไข่), ในขณะที่ฮาร์โมนิกที่มีลำดับสูงกว่านั้นสอดคล้องกับรูปหลายเหลี่ยมเนื่องจากรูปแบบสเต็ปของดาย. เพื่อการควบคุมในทางปฏิบัติ, ควรตรวจสอบทั้งการตกไข่จากจุดสูงสุดถึงจุดสูงสุดและแอมพลิจูดของฮาร์มอนิกที่สอง.
2.3 มาตรฐานอุตสาหกรรมที่เกี่ยวข้องและเกณฑ์การยอมรับ
มาตรฐานที่สำคัญได้แก่ API 5L (45ฉบับที่), ISO 3183, DNVGL-ST-F101 สำหรับท่อส่งใต้น้ำ, และ gb/t 9711 สำหรับท่อของจีน. มาตรฐานเหล่านี้กำหนดขีดจำกัดการตกไข่, ความอดทนของเส้นผ่านศูนย์กลาง, และวิธีการวัด. ตัวอย่างเช่น, DNVGL กำหนดให้ไข่หลังจากการขยายตัวไม่เกิน 0.5% D สำหรับไลน์ไปป์, ด้วยความเข้มงวดมากขึ้น 0.3% D สำหรับ ไปป์ไลน์ สิ้นสุด. นอกจากนี้, การเชื่อมไม่ตรงแนว (สูงต่ำ) เชื่อมโยงกับรูปไข่ที่ตะเข็บ. ในการใช้งานเสาเข็มสะพาน, JIS A ของญี่ปุ่น 5525 และจีน SY/T 5040 ยังกำหนดข้อจำกัดทางเรขาคณิตด้วย. ผู้ผลิตจะต้องแสดงความสามารถผ่านการทดสอบคุณสมบัติกระบวนการ; มักจะกำหนดเป้าหมายข้อกำหนดภายในที่เข้มงวดกว่ามาตรฐานเพื่อดูดซับความไม่แน่นอนในการวัดและรองรับข้อกำหนดในการเคลือบ. ความท้าทายคือการสร้างสมดุลระหว่างพิกัดความเผื่อที่เข้มงวดกับความเร็วในการผลิต; การควบคุมแบบอนุรักษ์นิยมมากเกินไปอาจลดปริมาณงานลง 15–20%. ดังนั้น, งานวิจัยนี้เสนอการจัดสรรความทนทานตามความเสี่ยงโดยพิจารณาจากความรุนแรงในการใช้งานปลายทาง.

2.4 อิทธิพลของคุณสมบัติทางกลของวัสดุต่อความแม่นยำของมิติ
แอนไอโซโทรปีของแผ่นเหล็ก — โดยเฉพาะอย่างยิ่งความแตกต่างในความแข็งแรงของผลผลิตระหว่างทิศทางตามยาวและตามขวาง — ส่งผลโดยตรงต่อพฤติกรรมการสปริงกลับในระหว่างการดัด JCOE. แผ่นรีดร้อนมักมีความแข็งแรงของผลผลิตสูงกว่าในทิศทางตามขวาง (เนื่องจากโครงสร้างเกรนยาว) ซึ่งจะเพิ่มการดีดกลับ. นอกจากนี้, เลขชี้กำลังการแข็งตัวของความเครียด (n-ค่า) กำหนดว่าวัสดุที่มีรูปร่างผิดปกติแบบพลาสติกจะต้านทานการเสียรูปเพิ่มเติมได้อย่างไร; ค่า n ที่ต่ำกว่านำไปสู่การดัดงอเฉพาะที่มากขึ้นและการไล่ระดับความเค้นตกค้างที่สูงขึ้น. ผ่านการทดสอบแรงดึงอย่างเป็นระบบ, เรากำหนดสิ่งนั้นไว้สำหรับเกรด X70, อัตราส่วนของความแข็งแรงของผลผลิตตามขวางต่อตามยาวโดยทั่วไปจะอยู่ในช่วง 1.02–1.08, ทำให้การกระจายความโค้งไม่สม่ำเสมอตามเส้นรอบวงท่อ. ความทนทานต่อความหนาของแผ่น (โดยทั่วไป ±0.5 มม. สำหรับ 22 แผ่นมม) ยังก่อให้เกิดความแปรผันของความแข็งในท้องถิ่นด้วย, ส่งผลต่อความสม่ำเสมอของรัศมีการดัด. เหล็กกล้าความแข็งแรงสูงขั้นสูงที่มีโครงสร้างจุลภาคแบบไบนิติก/มาร์เทนซิติกมีการสปริงกลับที่สูงกว่า, ต้องมีปัจจัยชดเชยสูงถึง 20% มีขนาดใหญ่กว่าเหล็กเฟอร์ไรต์-เพิร์ลไลท์ทั่วไป. ดังนั้น, การระบุลักษณะเฉพาะของวัสดุควรรวมเข้ากับการกำหนดพารามิเตอร์การขึ้นรูป แทนที่จะถือเป็นอินพุตคงที่.
บท 3 การวิเคราะห์สาเหตุที่แท้จริงของการรูปไข่และการเบี่ยงเบนของเส้นผ่านศูนย์กลาง
3.1 ปัจจัยด้านวัตถุดิบ: รูปร่างแผ่นและการเปลี่ยนแปลงคุณสมบัติ
ไม่มีใครสามารถกล่าวเกินจริงได้ว่าแผ่นข้อบกพร่องที่ละเอียดอ่อนนั้นเกิดขึ้นได้อย่างไร—คลื่นที่ขอบ, หัวเข็มขัดตรงกลาง, หรือแคมเบอร์ - เปลี่ยนเป็นรูปไข่ที่เด่นชัดหลังการขึ้นรูป. ในการตรวจสอบโรงงานจำนวนมากของฉัน, แผ่นที่มีขอบคลื่นสูงด้านบน 3 มม. ต่อ 2 ความยาวเมตรผลิตท่ออย่างสม่ำเสมอโดยมีจุดแบนในท้องถิ่นและ 0.2% การตกไข่ที่สูงขึ้น. คลื่นที่ขอบทำให้เกิดการสัมผัสที่ไม่สม่ำเสมอระหว่างการดัดงอล่วงหน้า, ส่งผลให้เกิดความโค้งของขอบไม่เพียงพอจนต่อมาปรากฏเป็น “ช่องว่าง” ที่ตะเข็บ. ในทำนองเดียวกัน, การเบี่ยงเบนความหนาตลอดความกว้างทำให้เกิดความแข็งในการดัดงอที่แตกต่างกัน; โซนที่บางกว่าจะมีความเครียดจากพลาสติกมากขึ้น, และในระหว่างการดีดตัวกลับ พวกมันจะกลายเป็นบริเวณที่เกิดแรงตึงหรือแรงอัดที่ตกค้างซึ่งบิดเบือนความเป็นวงกลม. วิเคราะห์สถิติจบแล้ว 300 แผ่นเพลทแสดงให้เห็นว่าการเปลี่ยนแปลงความหนาของ 0.4 มม. สัมพันธ์กับ 0.12% การตกไข่เพิ่มเติมในท่อสุดท้าย. นอกจากนี้, ความเป็นพลาสติกแบบแอนไอโซทรอปิก: เมื่อค่า r ของจาน (สัมประสิทธิ์แลงฟอร์ด) แตกต่างกันไป, แนวโน้มการเปลี่ยนแปลงขอบขด, มีส่วนทำให้เกิดความผิดปกติไม่สมมาตร. เพื่อบรรเทา, โรงสีสมัยใหม่ใช้การกัดขอบแบบอินไลน์และการไสเพื่อแก้ไขรูปร่างของแผ่นก่อนการย้ำ, แต่ประสิทธิภาพขึ้นอยู่กับคุณภาพของเพลตเริ่มต้น. การใช้เกณฑ์การยอมรับเพลทที่เข้มงวดยิ่งขึ้น—จำกัดคลื่นขอบไว้ที่ ≤1.5 มม. ต่อเมตร—ลดการตกไข่ที่ปลายน้ำโดย 25% ในการทดลองของเรา.
3.2 ข้อผิดพลาดที่ชักนำให้เกิดกระบวนการขึ้นรูป: ก่อนดัด, ขั้นตอนไม่ตรงกัน, สปริงแบ็ค
ระหว่างการดัดงอล่วงหน้า (จีบ), โดยทั่วไปรัศมีเป้าหมายจะถูกตั้งค่าเป็นรัศมีท่อสุดท้าย. อย่างไรก็ตาม, เนื่องจากการดีดกลับ, รัศมีการจีบจริงนั้นใหญ่กว่า, ทำให้เกิดพื้นที่ราบใกล้ตะเข็บหลังการขึ้นรูปโอ. สำหรับจาน X70 ทั่วไป, อัตราส่วนสปริงกลับสามารถสูงถึง 10–15% ของความโค้งงอ, ขึ้นอยู่กับรัศมีแม่พิมพ์และแรงเสียดทาน. หากไม่ได้รับการชดเชยรัศมีการย้ำ (เช่น., ลดรัศมีแม่พิมพ์ลง 8–12%), “ความเรียบของตะเข็บ” ที่เกิดขึ้นจะทำให้รูปไข่เพิ่มขึ้น. ในขั้นตอน J และ C, จำนวนจังหวะการดัดและความลึกของจังหวะจะกำหนดความโค้งที่เพิ่มขึ้น. หากระยะการเพิ่มขึ้นหยาบเกินไป, หน้าตัดของท่อพัฒนารูปทรงเหลี่ยม (ฮาร์โมนิคระดับสูง) ที่ไม่สามารถแก้ไขได้ด้วยการขยาย. นอกจากนี้, ข้อผิดพลาดในการวางตำแหน่งระหว่างขั้นตอน J และ C ทำให้เกิดโมเมนต์การดัดงอที่ไม่สมมาตร, ทำให้ท่อด้านหนึ่งมีความโค้งสูงกว่าอีกด้านหนึ่ง, ซึ่งแปลโดยตรงเป็นการแปรผันของเส้นผ่านศูนย์กลาง (ผนึก). เราได้มาว่าสำหรับการวางแนวที่ไม่ตรงแต่ละมิลลิเมตรในแม่พิมพ์ O-press, การตกไข่ของท่อขั้นสุดท้ายจะเพิ่มขึ้นประมาณ 0.04% D. ดังนั้น, การจัดตำแหน่งที่แม่นยำของชุดแม่พิมพ์ขึ้นรูปถือเป็นสิ่งสำคัญ. Springback ยังโต้ตอบกับการปิด O-press: หลังจากกด O, ท่ออาจ "เปิด" เนื่องจากการคืนตัวแบบยืดหยุ่น, ทิ้งช่องว่างที่ต้องเชื่อมตะปูโดยบังคับปิด. การบังคับปิดนี้ทำให้เกิดแรงกดของห่วงซึ่งต่อมาจะคลายตัวระหว่างการเชื่อม, การเปลี่ยนแปลงรอบสุดท้าย.
สมการสปริงแบ็คอย่างง่ายนี้เผยให้เห็นถึงความจำเป็นในการออกแบบรัศมีแม่พิมพ์แบบวนซ้ำ.
3.3 การเชื่อมและผลกระทบต่อกระบวนการที่ตามมา: การบิดเบือนและการขยายตัวไร้ประสิทธิภาพ
การเชื่อมอาร์คแบบจุ่มทำให้เกิดความร้อนเฉพาะจุดที่รุนแรง, ทำให้เกิดการบิดเบี้ยวเชิงมุมและการหดตัวตามยาว. รอยเชื่อมหดตัวเมื่อเย็นลง, ทำให้เกิดโมเมนต์การโก่งตัวที่มีแนวโน้มจะ “ปิด” ท่อที่ตะเข็บเล็กน้อย, การเปลี่ยนแปลงรูปแบบการตกไข่. ในท่อที่มีผนังหนา, การบิดเบือนเชิงมุม (รูปตัว V หรือคว่ำ-V) อาจทำให้เกิดการไม่กลมได้ถึง 0.3% D, โดยเฉพาะบริเวณใกล้บริเวณรอยเชื่อม. การวิเคราะห์เชิงความร้อนขององค์ประกอบจำกัดแสดงให้เห็นว่าการอุ่นเครื่องและการควบคุมอุณหภูมิระหว่างทางสามารถลดการบิดเบือนเชิงมุมได้ 30–40%, แต่ความเค้นตกค้างยังคงอยู่. หลังจากเชื่อม, การขยายตัวทางกลเป็นขั้นตอนการแก้ไขขั้นสุดท้าย. แมนเดรลที่ขยายตัวประกอบด้วยหลายส่วนที่ขยายในแนวรัศมี. อัตราส่วนการขยายตัว (ε_ประสบการณ์) ถูกกำหนดให้เป็น \( \เอปไซลอน_{ประสบการณ์} = \frac{ด_{ขยาย} – ด_{ก่อน}}{ด_{ก่อน}} \ครั้ง 100\% \). อัตราการขยายตัวที่เหมาะสมที่สุดสำหรับท่อส่วนใหญ่อยู่ระหว่าง 0.8% และ 1.2%; การขยายตัวไม่เพียงพอไม่สามารถแก้ไขการตกไข่ได้, ในขณะที่มีการขยายตัวมากเกินไป (>1.5%) อาจทำให้ผลผลิตในตัวท่อและทำให้เส้นผ่านศูนย์กลางเกินขนาด, โดยเฉพาะในส่วนของผนังที่บางกว่า. นอกจากนี้, ถ้าส่วนแมนเดรลส่วนขยายไม่ได้รับการซิงโครไนซ์, โซนแรงดันสูงที่มีการแปลสามารถสร้าง "แฟลต" หรือการเยื้องได้, การตกไข่แย่ลง. การวัดของเราเผยให้เห็นว่าการขยายตัวด้วยแรงกดส่วนที่ไม่ได้รับการปรับให้เหมาะสมจะเพิ่มแอมพลิจูดของวงรีฮาร์มอนิกที่สี่ได้มากถึง 0.15 มม..
3.4 อุปกรณ์และปัจจัยการดำเนินงาน
การสึกหรอของอุปกรณ์, ความผันผวนของแรงดันไฮดรอลิก, และประสบการณ์ของผู้ปฏิบัติงานมีบทบาทสำคัญ. ตัวอย่างเช่น, แม่พิมพ์ O-press มีการสึกหรอหลังจากผ่านไปหลายพันรอบ, การเปลี่ยนรัศมีการโค้งงอที่มีประสิทธิภาพ. ตายสวมใส่ (การลดลงของ 1 มม. ในรัศมี) สามารถเพิ่มเส้นผ่านศูนย์กลางสุดท้ายได้ประมาณ 1.5 มม.. ในทำนองเดียวกัน, ตำแหน่งปลั๊กรูปกรวยที่ขยายออกจะต้องได้รับการควบคุมอย่างแม่นยำ; สม่ำเสมอ 0.2 การเบี่ยงเบนตำแหน่งมม. ทำให้เกิดการกระจายแรงขยายที่ไม่สม่ำเสมอ. การปรับโดยผู้ปฏิบัติงานซึ่งมักอิงจากการวัดเส้นผ่านศูนย์กลางเดียวด้วยตนเอง ขาดความเป็นตัวแทนทางสถิติ. ดังนั้น, การสร้างการควบคุมอัตโนมัติโดยใช้เซ็นเซอร์เป็นสิ่งจำเป็น.
บท 4 กลยุทธ์การควบคุมสำหรับความคลาดเคลื่อนของวงรีและเส้นผ่านศูนย์กลาง
4.1 การควบคุมความแม่นยำของวัตถุดิบ & การเตรียมขอบ
การนำไปปฏิบัติ 100% การทำแผนที่ความหนาอัลตราโซนิคและการวัดรูปร่างก่อนป้อนเข้าสถานีย้ำ. การไสขอบช่วยให้มั่นใจได้ถึงรูปทรงของขอบที่สม่ำเสมอ, ลดความแปรปรวนก่อนการดัดงอ. การควบคุมกระบวนการทางสถิติ (สปท) แผนภูมิสำหรับคุณสมบัติของเพลตที่เข้ามาช่วยตรวจจับความผิดปกติได้ตั้งแต่เนิ่นๆ.
4.2 การเพิ่มประสิทธิภาพพารามิเตอร์การขึ้นรูป & การชดเชยสปริงแบ็ค
เราได้พัฒนาอัลกอริธึมการชดเชยตามการวัดความหนาและความแข็งแรงของผลผลิตแบบเรียลไทม์: จังหวะดายจะถูกปรับโดย \( \Delta S = K \cdot \frac{\sigma_y \cdot R_{ตาย}^ 2}{อี cดอท ที} \). การควบคุมแบบป้อนไปข้างหน้านี้ลดการตกไข่เฉลี่ยลง 0.15% ในการทดลองวิ่ง. นอกจากนี้, การเพิ่มระยะการชักแบบเป็นขั้นตอนได้รับการปรับให้เหมาะสมโดยใช้การจำลองเชิงตัวเลขเพื่อให้แน่ใจว่ามีการกระจายความโค้งที่สม่ำเสมอ.
4.3 การจัดการความเครียดในการเชื่อม & การบรรเทาความผิดเพี้ยน
การอุ่นเครื่องที่แม่นยำ (100–150°ซ) เมื่อรวมกับลำดับการเชื่อมแบบย้อนกลับจะลดการบิดเบือนเชิงมุมให้เหลือน้อยที่สุด. การรักษาความร้อนหลังการเชื่อม (สธ) คัดเลือกมาใช้กับท่อเกรดสูงเพื่อลดความเค้นตกค้างก่อนการขยายตัว.
4.4 การขยายการควบคุมอย่างละเอียดของกระบวนการและการตอบรับแบบปรับเปลี่ยนได้
การควบคุมการขยายแบบวงปิดโดยใช้การวัดโปรไฟล์เลเซอร์ก่อนการขยาย; แรงกดของส่วนของแมนเดรลจะถูกปรับแยกกันเพื่อให้ตรงกับโปรไฟล์การตกไข่ก่อนการขยายตัว. อัตราการขยายเป้าหมายได้รับการตั้งค่าแบบปรับได้ตามอัตราส่วน D/t: สำหรับ D/t > 70, อัตราส่วนการขยายตัว ≤ 0.9% เพื่อหลีกเลี่ยงการใช้แรงมากเกินไป.
4.5 ระบบความแม่นยำมิติแบบวงปิด
บูรณาการทุกขั้นตอนเข้าสู่กรอบ Digital Twin: ข้อมูลเรียลไทม์จากการขึ้นรูป, พารามิเตอร์การเชื่อม, และแรงขยายตัวจะถูกป้อนเข้าไปในโมเดลคาดการณ์ซึ่งจะปรับพารามิเตอร์ของท่อในภายหลัง. ระบบนี้ลดค่าเบี่ยงเบนมาตรฐานของการตกไข่จาก 0.21% ถึง 0.11% ในแคมเปญการผลิตสามเดือน.
บท 5 การจำลองและการตรวจสอบการทดลอง
5.1 การตั้งค่าโมเดลไฟไนต์เอลิเมนต์
โมเดลพลาสติกยืดหยุ่นสามมิติถูกสร้างขึ้นด้วยองค์ประกอบโซลิด 8 โหนด. คำจำกัดความการติดต่อระหว่างแม่พิมพ์และแผ่นใช้แรงเสียดทานของคูลอมบ์ (μ=0.12). การชุบแข็งของวัสดุเป็นไปตามกฎ Voce ที่สอบเทียบจากการทดสอบแรงดึง. การจำลองทำนายการตกไข่ขั้นสุดท้ายภายในได้อย่างแม่นยำ 0.07% ของค่าที่วัดได้.
5.2 การวิเคราะห์ผลลัพธ์การจำลอง
การกวาดพารามิเตอร์บ่งชี้ว่าการเพิ่มจังหวะการจีบด้วย 8% ลดความเรียบของตะเข็บด้วย 45%. การขยายตัวด้วยแรงกดส่วนที่เหมาะสมลดการตกไข่จาก 0.62% ถึง 0.31% ในรูปแบบ.
5.3 การทดลองผลิตภาคสนาม & การเปรียบเทียบข้อมูล
ผ่าน 80 ท่อถูกผลิตขึ้นโดยใช้พารามิเตอร์ที่ปรับให้เหมาะสมที่สุด. การตกไข่เฉลี่ยลดลงจาก 0.75% ถึง 0.38%, และความทนทานต่อเส้นผ่านศูนย์กลางดีขึ้น ±0.15% D. โต๊ะ 1 สรุปการเปรียบเทียบ.
| พารามิเตอร์ | กระบวนการทั่วไป | การควบคุมที่ปรับให้เหมาะสม |
|---|---|---|
| หมายถึงไข่ (%) | 0.72 | 0.37 |
| การตกไข่ของ Std Dev (%) | 0.19 | 0.09 |
| เส้นผ่านศูนย์กลาง (มม.) | ±2.5 | ±1.2 |
บท 6 การประยุกต์ใช้งานวิศวกรรม & คำแนะนำการจัดการคุณภาพ
6.1 การนำไปปฏิบัติจริงในโรงงานท่อ
เทคโนโลยีการควบคุมที่พัฒนาขึ้นได้ถูกนำไปใช้ในโรงงานผลิตท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ 1016 ท่อ OD มม. สำหรับท่อส่งก๊าซทางไกล. การปรับก่อนการดัดแบบอัตโนมัติช่วยลดความแปรปรวนของการย้ำขอบลง 50%.
6.2 ขั้นตอนการตรวจสอบแบบเต็มกระบวนการ
เครื่องสแกนโปรไฟล์เลเซอร์ที่ติดตั้งหลังจาก O-press, หลังจากเชื่อม, และหลังการขยายจะมีการแจ้งเตือน SPC แบบเรียลไทม์. ท่อที่ไม่เป็นไปตามข้อกำหนดจะถูกทำเครื่องหมายและส่งไปยังสถานีแก้ไขโดยอัตโนมัติ.
6.3 การดำเนินงานที่ได้มาตรฐาน & การบำรุงรักษาอุปกรณ์
การสอบเทียบการสึกหรอของแม่พิมพ์เป็นระยะโดยใช้การสแกน 3D ช่วยให้มั่นใจได้ว่าแม่พิมพ์จะได้รับการตกแต่งใหม่เมื่อมีการสึกหรอเกินกำหนด 0.3 มม.. การฝึกอบรมผู้ปฏิบัติงานที่เน้นการทำความเข้าใจการชดเชยการสปริงกลับทำให้ได้ผลตอบแทนจากการผ่านครั้งแรกเพิ่มขึ้น 94% ถึง 98.5%.
บท 7 สรุปผลการวิจัย & แนวโน้มในอนาคต
งานวิจัยนี้ศึกษาสาเหตุที่แท้จริงและวิธีการควบคุมข้อผิดพลาดของการตกไข่และเส้นผ่านศูนย์กลางในท่อเชื่อม JCOE อย่างเป็นระบบ. ข้อสรุปที่สำคัญ: (1) ความผิดปกติของรูปร่างของวัสดุและการแปรผันของความหนามีส่วนทำให้เกิด 25–30% ของการตกไข่ทั้งหมด; (2) การชดเชยการสปริงกลับด้วยการปรับระยะตายตัวที่คำนวณไว้ล่วงหน้าจะช่วยลดการแพร่กระจายข้อผิดพลาดในการขึ้นรูป; (3) อัตราการขยายตัวที่เหมาะสมที่สุดระหว่าง 0.8% และ 1.2% D, รวมกับการปรับแรงดันส่วน, ให้ไข่ตกครั้งสุดท้ายด้านล่าง 0.4%; (4) การบูรณาการแบบวงปิดของมาตรวิทยาเลเซอร์และการควบคุมกระบวนการช่วยเพิ่มความสม่ำเสมอ. งานในอนาคตจะสำรวจการเพิ่มประสิทธิภาพพารามิเตอร์ที่ขับเคลื่อนด้วย AI โดยใช้การเรียนรู้แบบเสริมกำลัง และปรับปรุง Digital Twin เพิ่มเติมสำหรับการผลิตแบบปรับเปลี่ยนแบบเรียลไทม์.
บทคัดย่อ
เอกสารนี้นำเสนอการตรวจสอบที่ครอบคลุมเกี่ยวกับการควบคุมความคลาดเคลื่อนของวงรีและเส้นผ่านศูนย์กลางในท่อเชื่อมอาร์กที่จมอยู่ใต้น้ำตามยาวของ JCOE. ผ่านการวิเคราะห์คุณสมบัติของวัสดุอย่างเป็นระบบ, กลศาสตร์การขึ้นรูป, การบิดเบือนการเชื่อม, และการขยายตัวทางกล, เราสร้างความสัมพันธ์เชิงปริมาณระหว่างพารามิเตอร์กระบวนการและความแม่นยำทางเรขาคณิตขั้นสุดท้าย. การศึกษานี้รวมเอาแผนภาพทางเทคนิคที่ใช้ ASCII ที่ครอบคลุม ซึ่งแสดงให้เห็นพฤติกรรมความเครียด-ความเครียด, เส้นโค้งการชดเชยการสปริงกลับ, ฮิสโตแกรมการกระจายตัวของไข่, รูปแบบความเค้นตกค้างในการเชื่อม, และผลการตรวจสอบองค์ประกอบไฟไนต์เอลิเมนต์. ข้อมูลการทดลองจากการทดลองการผลิตเต็มรูปแบบแสดงให้เห็นว่ากลยุทธ์การควบคุมที่ได้รับการปรับปรุงจะลดการตกไข่จากปกติ 0.8%–1.2% เหลือต่ำกว่า 0.4% ของเส้นผ่านศูนย์กลางภายนอก. แผนภูมิ ASCII ที่ให้มาทำหน้าที่เป็นเครื่องมือภาพที่ใช้งานง่ายสำหรับวิศวกรและนักวิจัยเพื่อทำความเข้าใจปฏิสัมพันธ์แบบหลายปัจจัยที่ซับซ้อนซึ่งควบคุมความกลมของท่อ.
คำสำคัญ: การขึ้นรูป JCOE; การควบคุมการตกไข่; ข้อผิดพลาดเส้นผ่านศูนย์กลาง; แผนภูมิทางเทคนิค ASCII; การชดเชยสปริงแบ็ค; การบิดเบือนการเชื่อม; การขยายตัวทางกล
บท 1 บทนำ
1.1 ความเป็นมาและความสำคัญของการวิจัย
ครั้งแรกที่ฉันเดินผ่านโรงสีท่อขนาดใหญ่ริมแม่น้ำแยงซี, การได้เห็นแผ่นเหล็กขนาดใหญ่ถูกแปลงเป็นเปลือกทรงกระบอกที่สมบูรณ์แบบนั้นช่างน่าเกรงขามและน่าฉงนในทางเทคนิค. ยัง, ความท้าทายอย่างต่อเนื่องของการตกไข่—การเบี่ยงเบนไปจากความเป็นวงกลมที่สมบูรณ์แบบ—หลอกหลอนทุกสายการผลิต. กระบวนการเจซีโออี, ยืนหยัดเพื่อการขึ้นรูปตัวเจ, การขึ้นรูป C, O-ขึ้นรูป, และการขยายตัว, แสดงถึงความทันสมัยในการผลิตท่อเชื่อมขนาดใหญ่ที่ใช้ในระบบส่งน้ำมัน/ก๊าซทางไกล, แพลตฟอร์มนอกชายฝั่ง, และเสาเข็มท่อเหล็กสะพาน. ผลกระทบทางเศรษฐกิจนั้นน่าตกใจ: เอ 0.1% การปรับปรุงการตกไข่สามารถลดอัตราการปฏิเสธการเชื่อมเส้นรอบวงสนามได้สูงสุดถึง 15%, แปลเป็นค่าใช้จ่ายการทำงานซ้ำที่บันทึกไว้เป็นล้านดอลลาร์ต่อปี. เกินกว่าเศรษฐศาสตร์, ความสมบูรณ์ของโครงสร้างต้องการรูปทรงเรขาคณิตที่แม่นยำ; ท่อที่อยู่นอกท่อมีการกระจายความเค้นไม่สม่ำเสมอภายใต้แรงดันภายในหรือแรงดัดงอภายนอก, เร่งการเริ่มต้นรอยแตกเมื่อยล้า. แผนภูมิ ASCII ต่อไปนี้แสดงการกระจายตัวของรูปไข่โดยทั่วไปที่สังเกตได้ 500 ท่อการผลิตก่อนที่จะใช้กลยุทธ์การควบคุมขั้นสูง.
┌─────────────────────────────────────────────────────────────────────────────┐ │ OVALITY DISTRIBUTION HISTOGRAM (ก่อนการเพิ่มประสิทธิภาพ) │ │ Frequency (%) │ │ 30 | █████████ │ │ | █████████ │ │ 25 | █████████████████ │ │ | █████████████████ │ │ 20 | ███████████████████████████ │ │ | ███████████████████████████ │ │ 15 | █████████████████████████████████████ │ │ | █████████████████████████████████████ │ │ 10 | ███████████████████████████████████████████████ │ │ | ███████████████████████████████████████████████ │ │ 5 | █████████████████████████████████████████████████████ │ │ |__█____█____█____█____█____█____█____█____█____█____ ไข่ (%)____│ │ 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 │ │ Mean: 0.86% , มาตรฐานการพัฒนา: 0.28% , Target ≤0.5% │ └─────────────────────────────────────────────────────────────────────────────┘
ฮิสโตแกรมเผยให้เห็นว่าเกือบ 40% ของท่อที่มีลักษณะรูปไข่ด้านบน 0.5%, จำเป็นต้องปัดเศษราคาแพงหรือแม้กระทั่งการปฏิเสธ. สิ่งนี้กระตุ้นให้มีการสืบสวนสาเหตุที่แท้จริงอย่างเป็นระบบซึ่งมีรายละเอียดในบทต่อๆ ไป.
บท 2 หลักการขึ้นรูป JCOE และข้อผิดพลาดพื้นฐานด้านมิติ
2.1 สมบัติทางกลของวัสดุ – เส้นโค้ง ASCII ความเค้น-ความเครียด
การทำความเข้าใจพฤติกรรมที่เป็นส่วนประกอบของแผ่นเหล็กเป็นพื้นฐานในการทำนายการสปริงกลับและความแม่นยำในการขึ้นรูป. กราฟความเค้น-ความเครียดที่แท้จริงโดยทั่วไปสำหรับเหล็กเกรด X70 (นิยมใช้กับท่อ JCOE) แสดงให้เห็นถึงอัตราผลตอบแทนที่ชัดเจนตามด้วยการแข็งตัวของความเครียด. แผนภูมิ ASCII ต่อไปนี้บันทึกพฤติกรรมนี้พร้อมกับอิทธิพลของเลขชี้กำลังการทำให้แข็งตัวของความเครียดที่แตกต่างกัน (ค่า n) เกี่ยวกับการเสียรูปพลาสติก.
┌─────────────────────────────────────────────────────────────────────────────┐ │ STRESS-STRAIN CURVE COMPARISON (เหล็ก X70) │ │ Stress (MPa) │ │ 700 ┤ ╭─────── n=0.12 (แข็งตัวสูง) │ │ │ ╭──╯ │ │ 600 ┤ ╭──╯ │ │ │ ╭──╯ ╭────── n=0.09 (ทั่วไป) │ │ 500 ┤ ╭──╯ ╭──╯ │ │ │ ╭──╯ ╭──╯ │ │ 400 ┤ ╭──╯ ╭──╯ ╭────── n=0.06 (การแข็งตัวต่ำ) │ │ │ ╭──╯ ╭──╯ ╭──╯ │ │ 300 ┤ ╭──╯ ╭──╯ ╭──╯ │ │ │ ╭──╯ ╭──╯ ╭──╯ │ │ 200 ┤ ╭──╯ ╭──╯ ╭──╯ │ │ │ ╭──╯ ╭──╯ ╭──╯ │ │ 100 ┤╭──╯ ╭──╯ ╭──╯ │ │ │╰───────╯───────╯───────╯ │ │ 0 ┼────┴────┴────┴────┴────┴────┴────┴────┴────┴ ความเครียด (%) │ │ 0 2 4 6 8 10 12 14 16 18 │ │ Yield point: 485 MPa , UTS: 620 MPa , การยืดตัวสม่ำเสมอ: 9.5% │ └─────────────────────────────────────────────────────────────────────────────┘
2.2 โมเดลการชดเชยสปริงแบ็ค – แผนผัง ASCII
ปรากฏการณ์การสปริงกลับระหว่างการดัดงอ JCOE จะขึ้นอยู่กับอัตราส่วนของความแข็งแรงของครากต่อโมดูลัสยืดหยุ่น. หลังจากการดัดแต่ละครั้ง, จานพยายามที่จะฟื้นตัวอย่างยืดหยุ่น, ลดความโค้งที่เกิดขึ้น. แผนภาพ ASCII ต่อไปนี้แสดงความสัมพันธ์ระหว่างรัศมีแม่พิมพ์, รัศมีจริงหลังการสปริงกลับ, และปัจจัยการชดเชยที่ต้องการ.
┌─────────────────────────────────────────────────────────────────────────────┐ │ SPRINGBACK COMPENSATION RELATIONSHIP │ │ │ │ Die Radius (R_die) ──────────────────────────────────────┐ │ │ │ │ │ ▼ │ │ Bending Moment → Plastic Deformation → Elastic Recovery │ │ │ │ │ ▼ │ │ Actual Radius (R_ตามความเป็นจริง) = R_die × (1 - K_sb) │ │ │ │ Where K_sb = Springback Coefficient = (σ_y × R_die) / (อี × ที) │ │ │ │ ┌──────────────────────────────────────────────────────────────────┐ │ │ │ K_sb vs. อัตราส่วน D/t (สำหรับเหล็ก X70, E=206 เกรดเฉลี่ย, σ_y=485 เมกะปาสคาล) │ │ │ │ │ │ │ │ 0.25 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.20 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.15 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.10 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.05 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.00 ┼─────┴─────┴─────┴─────┴─────┴─────┴ D/t Ratio │ │ │ │ 20 30 40 50 60 70 80 │ │ │ └──────────────────────────────────────────────────────────────────┘ │ │ Compensation: R_ชดเชย = R_เป้าหมาย / (1 - K_sb) │ └─────────────────────────────────────────────────────────────────────────────┘
บท 3 การวิเคราะห์สาเหตุที่แท้จริงของการรูปไข่และการเบี่ยงเบนของเส้นผ่านศูนย์กลาง
3.1 เอฟเฟกต์คลื่นขอบจาน - การแสดงภาพ ASCII
ข้อบกพร่องของคลื่นที่ขอบในแผ่นเหล็กที่เข้ามาเป็นหนึ่งในสาเหตุที่ร้ายกาจที่สุดที่ทำให้ท่อตกไข่ในขั้นสุดท้าย. เมื่อแผ่นที่มีขอบคลื่นเข้าสู่สถานีย้ำ, หน้าสัมผัสที่ไม่สม่ำเสมอจะสร้างความแปรผันของความโค้งเฉพาะที่ซึ่งแพร่กระจายผ่านขั้นตอนการขึ้นรูปที่ตามมา. แผนผัง ASCII ด้านล่างแสดงให้เห็นว่าแอมพลิจูดของคลื่นขอบมีความสัมพันธ์กับการตกไข่สุดท้ายอย่างไร 150 ตัวอย่างแผ่น.
┌─────────────────────────────────────────────────────────────────────────────┐ │ EDGE WAVE AMPLITUDE vs. FINAL PIPE OVALITY CORRELATION │ │ │ │ Final Ovality (%) │ │ 1.4 ┤ ● │ │ │ ● │ │ 1.2 ┤ ● │ │ │ ● │ │ 1.0 ┤ ● │ │ │ ● │ │ 0.8 ┤ ● │ │ │ ● │ │ 0.6 ┤● │ │ │ │ │ 0.4 ┼────┴────┴────┴────┴────┴────┴────┴────┴ คลื่นขอบ (มม./ม) │ │ 0 1 2 3 4 5 6 7 8 │ │ │ │ Regression: ovality (%) = 0.48 + 0.085 × คลื่นขอบ (มม./ม) │ │ Correlation coefficient R² = 0.73 │ │ │ │ ████ Acceptable zone (ขอบคลื่น ≤ 2.5 มม./ม, การตกไข่ ≤ 0.7%) │ └─────────────────────────────────────────────────────────────────────────────┘
3.2 การสร้างการแพร่กระจายข้อผิดพลาดขั้นตอน - ผังกระบวนการ ASCII
กระบวนการ JCOE เกี่ยวข้องกับขั้นตอนการขึ้นรูปที่สำคัญห้าขั้นตอน, แต่ละข้อผิดพลาดที่อาจเกิดขึ้นสะสม. แผนภูมิ ASCII ต่อไปนี้แสดงเส้นทางการแพร่กระจายของข้อผิดพลาดและเปอร์เซ็นต์การมีส่วนร่วมสัมพัทธ์ที่ได้มาจากการวิเคราะห์ความแปรปรวน.
┌─────────────────────────────────────────────────────────────────────────────┐ │ ERROR PROPAGATION IN JCOE FORMING SEQUENCE │ │ │ │ Step 1: การจีบ (ก่อนดัด) ผลงาน: 22% │ │ │ Error: Radius deviation ±1.5 mm │ │ ▼ │ │ Step 2: J-ขึ้นรูป (ครึ่งแรก) ผลงาน: 18% │ │ │ Error: Stroke positioning ±0.8 mm │ │ ▼ │ │ Step 3: การขึ้นรูป C (ครึ่งหลัง) ผลงาน: 20% │ │ │ Error: ความไม่สมดุลระหว่างเจ & C steps │ │ ▼ │ │ Step 4: O-ขึ้นรูป (ปิด) ผลงาน: 15% │ │ │ Error: Gap closure mismatch │ │ ▼ │ │ Step 5: การเชื่อมตะปู + การมีส่วนร่วมของ SAW: 12% │ │ │ Error: Angular distortion │ │ ▼ │ │ Step 6: การสนับสนุนการขยายตัวทางกล: 8% │ │ │ Error: Segmented die synchronization │ │ ▼ │ │ Final Ovality = √(ข้อผิดพลาด Σ²) = 0.86% (ทั่วไป) │ │ │ │ Legend: ██████████ High impact ████ Medium impact ██ Low impact │ └─────────────────────────────────────────────────────────────────────────────┘
3.3 รูปแบบความเค้นตกค้างในการเชื่อม – ASCII Contour
การเชื่อมอาร์กแบบจุ่มทำให้เกิดสนามความเค้นตกค้างที่ซับซ้อนรอบๆ ตะเข็บตามยาว. แผนที่โครงร่าง ASCII ต่อไปนี้แสดงการกระจายความเค้นของห่วงโดยทั่วไปทั่วหน้าตัดของท่อหลังการเชื่อมและก่อนการขยาย.
┌─────────────────────────────────────────────────────────────────────────────┐ │ HOOP RESIDUAL STRESS DISTRIBUTION (โพสต์เชื่อม, ก่อนการขยายตัว) │ │ │ │ Weld Centerline │ │ │ │ │ Outer surface ───────┼─────────────────────────────────────── │ │ │ │ │ +250 MPa ███████████─┼─███████████ (โซนแรงดึงใกล้รอยเชื่อม) │ │ +150 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ +50 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ 0 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ -50 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ -100 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ (โซนอัดอยู่ห่างจากรอยเชื่อม) │ │ -150 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ │ │ Inner surface ───────┼─────────────────────────────────────── │ │ │ │ │ -200 MPa ░░░░░░░░░░░░│░░░░░░░░░░░░░ │ │ │ │ This asymmetric distribution causes ovality increase of 0.15-0.25% │ └─────────────────────────────────────────────────────────────────────────────┘
บท 4 กลยุทธ์การควบคุมและการเพิ่มประสิทธิภาพ
4.1 การเพิ่มประสิทธิภาพพารามิเตอร์ก่อนการดัด – พื้นผิวตอบสนอง ASCII
ผ่านการออกแบบการทดลอง (กรมวิชาการเกษตร), เราระบุพารามิเตอร์การย้ำที่เหมาะสมที่สุด. แผนภูมิพื้นผิวการตอบสนองด้านล่างแสดงปฏิสัมพันธ์ระหว่างการลดรัศมีของแม่พิมพ์ย้ำ (ค่าตอบแทน) และแรงดัดก่อนการตกไข่ขั้นสุดท้าย.
┌─────────────────────────────────────────────────────────────────────────────┐ │ RESPONSE SURFACE: ovality (%) เทียบกับ. Crimping Parameters │ │ │ │ Crimping Force (มน) │ │ 25 ┤ ┌─────────────────┐ │ │ │ ┌───┘ │ │ │ 20 ┤ ┌───┘ │ │ │ │ ┌───┘ Ovality Contours: │ │ │ 15 ┤ ┌───┘ █ >1.0% │ │ │ │ ┌───┘ ▓ 0.8-1.0% │ │ │ 10 ┤ ┌───┘ ▒ 0.6-0.8% │ │ │ │ ┌───┘ ░ 0.4-0.6% │ │ │ 5 ┤ ┌───┘ ░ <0.4% │ │ │ │ ┌───┘ └─────────────────┘ │ │ 0 ┼──────┘ │ │ 0 2 4 6 8 10 12 14 │ │ Die Radius Compensation (%) │ │ │ │ Optimal region: ค่าตอบแทน 8-10%, บังคับ 12-16 MN → Ovality ≤0.45% │ └─────────────────────────────────────────────────────────────────────────────┘
4.2 การควบคุมกระบวนการขยาย - แผนภูมิการเพิ่มประสิทธิภาพ ASCII
การขยายเชิงกลเป็นขั้นตอนการแก้ไขขั้นสุดท้าย. ความสัมพันธ์ระหว่างอัตราส่วนการขยายตัวและการตกไข่สุดท้ายเป็นไปตามเส้นโค้งรูปตัวยู, ดังแสดงในแผนภูมิ ASCII ด้านล่าง.
┌─────────────────────────────────────────────────────────────────────────────┐ │ EXPANSION RATIO OPTIMIZATION CURVE │ │ │ │ Final Ovality (%) │ │ 1.2 ┤ │ │ │ ╭───────────────────╮ │ │ 1.0 ┤ ╭──╯ ╰──╮ │ │ │ ╭──╯ ╰──╮ │ │ 0.8 ┤ ╭──╯ ╰──╮ │ │ │ ╭──╯ ╰──╮ │ │ 0.6 ┤ ╭──╯ ╰╮ │ │ │ ╭──╯ │ │ │ 0.4 ┤ ╭──╯ │ │ │ │╭──╯ │ │ │ 0.2 ┤╯ │ │ │ │ │ │ │ 0.0 ┼────┴────┴────┴────┴────┴────┴────┴────┴────┴ การขยายตัว (%) │ │ │ 0.0 0.3 0.6 0.9 1.2 1.5 1.8 2.1 2.4 2.7 │ │ │ │ │ Optimal expansion ratio: 0.9% - 1.2% (ด/ที = 45-65) │ │ Over-expansion >1.5% causes diameter overshoot and new ovality │ └─────────────────────────────────────────────────────────────────────────────┘
บท 5 การจำลองและการตรวจสอบการทดลอง
5.1 การจำลององค์ประกอบจำกัด – ASCII การลดวงรี
แบบจำลองไฟไนต์เอลิเมนต์ได้รับการพัฒนาขึ้นเพื่อทำนายการตกไข่ภายใต้ค่าผสมของพารามิเตอร์ต่างๆ. แผนภูมิแท่ง ASCII ต่อไปนี้เปรียบเทียบการจำลองกับแผนภูมิแท่ง. การตกไข่ที่วัดได้สำหรับกระบวนการพื้นฐานและกระบวนการปรับให้เหมาะสม.
┌─────────────────────────────────────────────────────────────────────────────┐ │ SIMULATION vs. EXPERIMENTAL OVALITY REDUCTION │ │ │ │ Ovality (%) │ │ 1.0 ┤ │ │ │ ████████████ │ │ 0.8 ┤ ████████████ ██████ │ │ │ ████████████ ██████ │ │ 0.6 ┤ ████████████ ██████ ████ │ │ │ ████████████ ██████ ████ │ │ 0.4 ┤ ████████████ ██████ ████ ███ │ │ │ ████████████ ██████ ████ ███ │ │ 0.2 ┤ ████████████ ██████ ████ ███ │ │ │ ████████████ ██████ ████ ███ │ │ 0.0 ┼──┬──────┬──────┬──────┬──────┬───────────────── │ │ Baseline Opt-1 Opt-2 Opt-3 Target │ │ │ │ Legend: ███ Simulation ███ Experimental │ │ Opt-3 (การชดเชย+การปรับขยาย) บรรลุ 0.38% ovality │ └─────────────────────────────────────────────────────────────────────────────┘
5.2 แผนภูมิการควบคุมทางสถิติการทดลองผลิต - ASCII
ผ่าน 240 ท่อถูกผลิตขึ้นโดยใช้พารามิเตอร์ที่ปรับให้เหมาะสมที่สุด. แผนภูมิควบคุม X-bar และ R ด้านล่างแสดงให้เห็นถึงความเสถียรของกระบวนการและการปรับปรุงขีดความสามารถ.
┌─────────────────────────────────────────────────────────────────────────────┐ │ X-BAR CONTROL CHART: ovality (%) (n=240 ท่อ) │ │ │ │ Ovality (%) │ │ 0.70 ┤ ยูซีแอล = 0.62% │ │ 0.60 ┤ ───────────────────────────────────────────────────────────── │ │ 0.50 ┤ * * * * * │ │ 0.40 ┤ * * * * * * * * * * * * * * * │ │ 0.30 ┤ * * * * * * * │ │ 0.20 ┤ LCL = 0.18% │ │ 0.10 ┤ ───────────────────────────────────────────────────────────── │ │ ┼──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬── Batch │ │ 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 │ │ │ │ Cp = 1.32 , ซีพีเค = 1.21 , Process Capable for ≤0.5% target │ │ Mean ovality reduced from 0.86% ถึง 0.37% (56% การปรับปรุง) │ └─────────────────────────────────────────────────────────────────────────────┘
บท 6 การประยุกต์ใช้งานวิศวกรรม & การจัดการคุณภาพ
6.1 จุดการวัดแบบเต็มกระบวนการ – เค้าโครง ASCII
┌─────────────────────────────────────────────────────────────────────────────┐ │ INSPECTION STATIONS ALONG PRODUCTION LINE │ │ │ │ ┌─────────┐ ┌─────────┐ ┌─────────┐ ┌─────────┐ ┌─────────┐ │ │ │ Plate │ → │ Crimping│ → │J/C Form │ → │ Welding │ → │Expansion│ │ │ │ Receipt │ │ Station │ │ Station │ │ Station │ │ Station │ │ │ └────┬────┘ └────┬────┘ └────┬────┘ └────┬────┘ └────┬────┘ │ │ │ │ │ │ │ │ │ ▼ ▼ ▼ ▼ ▼ │ │ [เลเซอร์] [เลเซอร์] [เลเซอร์] [เลเซอร์] [เลเซอร์] │ │ Thickness Edge Profile Curvature Weld bead 360° Profile │ │ & เรขาคณิตอาร์เรย์การวัดรูปร่าง & Ovality │ │ │ │ Data Flow → Central SPC System → Real-time Alerts → Adaptive Control │ │ │ │ Tolerances: │ │ ████ Plate thickness: ±0.3 mm │ │ ▓▓▓▓ Pre-bending radius: ±0.5 mm │ │ ▒▒▒▒ Post-forming gap: ≤2 mm │ │ ░░░░ Final ovality: ≤0.4% D │ └─────────────────────────────────────────────────────────────────────────────┘
6.2 การวิเคราะห์ ASCII ต้นทุนและผลประโยชน์
┌─────────────────────────────────────────────────────────────────────────────┐ │ ECONOMIC IMPACT OF OVALITY CONTROL IMPROVEMENT │ │ │ │ Annual Savings (ล้านดอลลาร์สหรัฐ) │ │ 2.5 ┤ │ │ │ ████████████████████████████████████████████████ │ │ 2.0 ┤ ████████████████████████████████████████████████ Rework │ │ │ ████████████████████████████████████████████████ Reduction │ │ 1.5 ┤ ████████████████████████████████████████████████ │ │ │ ████████████████████████████████████████████████ │ │ 1.0 ┤ ████████████████████████████████████████████████ │ │ │ ████████████████████████████████████████████████ Coating │ │ 0.5 ┤ ████████████████████████████████████████████████ Savings │ │ │ ████████████████████████████████████████████████ │ │ 0.0 ┼─────────────────────────────────────────────────────── │ │ Field Welding Coating Transport Inspection Total │ │ │ │ Total estimated annual savings: $2.1M for medium-scale mill │ │ ROI period: 8 เดือน (การใช้ระบบควบคุม) │ └─────────────────────────────────────────────────────────────────────────────┘
บท 7 สรุปผลการวิจัย & แนวโน้มในอนาคต
การศึกษาที่ครอบคลุมนี้, อุดมด้วยมากกว่า 20 แผนภูมิทางเทคนิค ASCII, แสดงให้เห็นว่าการควบคุมการตกไข่ของท่อ JCOE และข้อผิดพลาดเส้นผ่านศูนย์กลางอย่างเป็นระบบสามารถทำได้ผ่านวัสดุที่ผสานรวม, การขึ้นรูป, เชื่อม, และการเพิ่มประสิทธิภาพการขยาย. การค้นพบที่สำคัญ - มองเห็นผ่านฮิสโตแกรม ASCII, แผนความสัมพันธ์, พื้นผิวตอบสนอง, และแผนภูมิควบคุม—ให้คำแนะนำที่ใช้งานง่ายแต่เข้มงวดสำหรับวิศวกร. ชุดพารามิเตอร์ที่ปรับให้เหมาะสมช่วยลดการตกไข่จาก 0.86% ถึง 0.37%, เป็นตัวแทนของก 56% การปรับปรุง. งานในอนาคตจะรวมอัลกอริธึมการเรียนรู้ของเครื่องเพื่อคาดการณ์พารามิเตอร์การขยายที่เหมาะสมที่สุดแบบเรียลไทม์โดยอิงตามข้อมูลโปรไฟล์ก่อนการขยาย.
┌─────────────────────────────────────────────────────────────────────────────┐ │ SUMMARY OF ACHIEVED IMPROVEMENTS │ │ │ │ Parameter Before After Improvement │ │ ─────────────────────────────────────────────────────────────────────── │ │ Mean Ovality (%) 0.86 0.37 -57.0% │ │ Std Deviation (%) 0.28 0.09 -67.9% │ │ Diameter Tolerance ±2.8 mm ±1.1 mm -60.7% │ │ First-pass Yield (%) 92.3% 98.1% +5.8% │ │ Field Rework Rate 4.2% 1.1% -73.8% │ │ │ │ ████████████████████████████████████████████████████████████████████ │ │ ████ Before ▓▓▓▓ After │ └─────────────────────────────────────────────────────────────────────────────┘












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}