

ท่อเหล็กพลังงานใหม่
ตุลาคม 13, 2024
การกัดกร่อนภายในบ่อน้ำมันและก๊าซ: ความท้าทายและโอกาสของสารยับยั้งการกัดกร่อน
ตุลาคม 18, 2024-steel-pipe-750x480.jpg)
ASTM A335 P91 10Cr9Mo1VNbN – การวิจัยกระบวนการเชื่อมและการบำบัดความร้อน
นามธรรม: ASTM A335 P91 10Cr9Mo1VNbN steelเป็นวัตถุดิบคุณภาพสูงสำหรับการผลิตหม้อไอน้ำ หลอด. อย่างไรก็ตาม, มีความสามารถในการเชื่อมต่ำและมีความไวต่ออุณหภูมิการรักษาความร้อนมาก. ในขณะเดียวกัน, มีแนวโน้มสูงที่จะเกิดรอยแตกร้าว, ทำให้มีความอ่อนไหวต่อการตรวจจับคุณสมบัติทางกลที่ไม่ผ่านการรับรอง เช่น ความเหนียวในการกระแทกและความแข็งในบริเวณรอยเชื่อม และโซนที่ได้รับความร้อนหลังการเชื่อม. มีการศึกษาที่ครอบคลุมเกี่ยวกับกระบวนการเชื่อมของ 10Cr9Mo1VNbN. กระบวนการเชื่อมและพารามิเตอร์การรักษาความร้อนสำหรับท่อเหล็กได้รับการปรับปรุงให้เหมาะสมผ่านการทดสอบการเชื่อมและการประเมินกระบวนการเชื่อม. ส่งผลให้คุณภาพการเชื่อมของท่อเหล็ก ASTM A335 P91 10Cr9Mo1VNbN ดีขึ้น, ซึ่งสามารถให้ข้อมูลอ้างอิงกระบวนการเชื่อมสำหรับผลิตภัณฑ์วัสดุที่คล้ายคลึงกัน.
คําสําคัญ: เหล็ก ASTM A335 P91 10Cr9Mo1VNbN; เชื่อม; การรักษาความร้อน; กระบวนการ; การเพิ่มประสิทธิภาพ
เหล็ก ASTM A335 P91 10Cr9Mo1VNbN ได้รับการพัฒนาอย่างประสบความสำเร็จครั้งแรกในห้องปฏิบัติการแห่งชาติ Oak Ridge ในสหรัฐอเมริกา, และเกรดเหล็กถูกกำหนดให้เป็น ASTMA335P91, เรียกว่าเหล็ก P91. หลังจากที่ประเทศของผมพัฒนาเหล็ก P91 ได้สำเร็จ, มันถูกรวมเข้ากับมาตรฐานแห่งชาติและเกรดเหล็กถูกกำหนดให้เป็น 10Cr9Mo1VNbN. 10เหล็ก Cr9MolVNbN ได้มาจากการลดปริมาณ C บนพื้นฐานของเหล็กมาตรฐาน 9Cr-1Mo, เพิ่มองค์ประกอบการติดตามเช่น Nb และ V, และควบคุมธาตุ N อย่างเหมาะสม. เมื่อเทียบกับสแตนเลสธรรมดา, วัสดุเหล็ก ASTM A335 P91 10Cr9Mo1VNbN มีข้อดีด้านประสิทธิภาพเชิงกลในด้านความทนทานต่ออุณหภูมิสูง, ความเครียดที่อนุญาต, ค่าสัมประสิทธิ์การขยายตัวทางความร้อน, เมษายน, แรงกระแทก, ประสิทธิภาพการดัดโดยรวม, ประสิทธิภาพความล้าที่อุณหภูมิสูงและความต้านทานการเกิดออกซิเดชันที่อุณหภูมิสูง [1-51, ซึ่งสามารถแก้ปัญหาการเสื่อมสลายขององค์กรของเหล็กทนความร้อนธรรมดาระหว่างการทำงาน และลดการเกิดอุบัติเหตุท่อแตก. เป็นวัสดุการผลิตคุณภาพสูงที่ใช้ทดแทนเหล็กทนความร้อนธรรมดาในการผลิตและการผลิตท่อหม้อน้ำ. ข้อเสียของเหล็ก ASTM A335 P91 10Cr9Mo1VNbN คือการเชื่อมได้ไม่ดี, ความไวสูงต่ออุณหภูมิการรักษาความร้อน, มีแนวโน้มที่จะเกิดการแคร็กเย็นสูง, และปัญหาความแข็งแรงของรอยเชื่อมที่ลดลงระหว่างการเชื่อมและการชำรุดของชิ้นงานก่อนวัยอันเนื่องมาจากสิ่งเหล่านี้. หลังจากเชื่อม, ง่ายต่อการตรวจจับข้อบกพร่อง เช่น คุณสมบัติทางกลที่ไม่มีเงื่อนไข เช่น ความเหนียวและความแข็งในการกระแทกในบริเวณรอยเชื่อมและโซนได้รับผลกระทบจากความร้อน 6-81. เพื่อให้เข้าใจคุณลักษณะการเชื่อมของเหล็ก ASTM A335 P91 10Cr9Mo1VNbN อย่างครบถ้วนและลึกซึ้ง และแก้ไขปัญหาทางเทคนิคในกระบวนการเชื่อมจริง, บุคลากรและนักวิชาการที่เกี่ยวข้องได้ทำการวิจัย. ซง อี้เฟิง และคณะ. พบว่าความแข็งของโซนรับผลกระทบความร้อนของรอยเชื่อมเหล็ก 10Cr1·9Mo1VNbN ลดลงตามอุณหภูมิอุ่นที่เพิ่มขึ้น, อุณหภูมิอุ่นขั้นต่ำต้องไม่ต่ำกว่า 150 ℃, และแนวโน้มการแตกร้าวเนื่องจากความเย็นของวัสดุจะลดลงอย่างมากหลังจากการอุ่นเครื่อง. จูปิงได้รับอิทธิพลจากอุณหภูมิฉนวนที่แตกต่างกันที่มีต่อความแข็งแรง, ความแข็ง, ส่งผลกระทบต่อความเหนียวและโครงสร้างจุลภาคของข้อต่อเชื่อมเหล็ก P91 ผ่านการทดสอบการอบชุบด้วยความร้อนหลังการเชื่อม, และพบว่าแม้จะใช้อุณหภูมิฉนวนที่ต่ำกว่าก็ตาม, ความแข็งของข้อต่อสูงกว่าตัวบ่งชี้ที่กำหนดโดยข้อกำหนดที่เกี่ยวข้อง. Liu Chisen และคณะ 10 เสนอว่าการป้องกันการแตกร้าวในการเชื่อมเป็นมาตรการหลักในการรับรองคุณภาพการเชื่อมของเหล็ก P91, และการใช้การอุ่นก่อนการเชื่อมอย่างเหมาะสมและมาตรการรักษาความร้อนหลังการเชื่อมควรทำเพื่อป้องกันการเกิดรอยแตกเย็นในการเชื่อม. The ไปป์ไลน์ วัสดุของโครงการระบบนำความร้อนเหลือทิ้งกลับมาใช้ใหม่ของเตาเผาก๊าซหางของอุปกรณ์ฟอกก๊าซธรรมชาติของบริษัทคือเหล็ก ASTM A335 P91 10Cr9Mo1VNbN. เพื่อให้มั่นใจว่าคุณภาพการเชื่อมท่อเป็นไปตามมาตรฐานและได้รับกระบวนการเชื่อมที่เชื่อถือได้และพารามิเตอร์การรักษาความร้อน, บทความนี้ดำเนินการวิเคราะห์ลักษณะการเชื่อมของวัสดุ, การทดสอบการเชื่อมและการประเมินกระบวนการเชื่อม.
-alloy-steel-pipe.jpg)
1 ASTM A335 P91 10Cr9Mo1VNbN วัสดุและอุปกรณ์ทดสอบการเชื่อมเหล็ก
1.1 วัสดุ
1.1.1 หากมีตัวอย่างมากกว่าหนึ่งตัวอย่างในการทดสอบเบื้องต้นไม่ตรงตามข้อกำหนดหรือตัวอย่างอย่างน้อยหนึ่งตัวอย่างในตัวอย่างที่ทดสอบซ้ำไม่ตรงตามข้อกำหนดที่ระบุ
การทดสอบวัสดุ ASTM A335 P91 10Cr9Mo1VNbN เป็นแบบในประเทศ ท่อเหล็กไร้รอยต่อ สำหรับหม้อต้มน้ำแรงดันสูง, ด้วยขนาด φ114.3มม.×14มม, และสถานะอุปทานจะเป็นปกติ + ข้อต่อต้องเป็นท่อไร้ตะเข็บเกรดเดียวกัน. อ้างอิงจาก GB5310-2008 “ท่อเหล็กไร้รอยต่อสำหรับหม้อต้มน้ำแรงดันสูง”, องค์ประกอบทางเคมีของมัน, มีการทดสอบคุณสมบัติทางกลและความแข็งซ้ำ. ผลลัพธ์จะแสดงในตาราง 1 และ 2, ซึ่งทั้งหมดนี้เป็นไปตามข้อกำหนดมาตรฐาน.
โต๊ะ 1 ผลการทดสอบซ้ำขององค์ประกอบทางเคมี (เศษส่วนมวล) ของท่อเหล็ก ASTM A335 P91 10Cr9Mo1VNbN
| element | C | MnSiSPCrMo | |||||
| Standard content | 0.08~ 0.12 | 0.3~ 0.6 | 0.2~ 0.5 | ≤0.01 | ≤0.02 | 8.0~ 9.5 | 0.85~ 1.05 |
| actual content | 0.1 | 0.46 | 0.28 | 0.002 | 0.012 | 8.78 | 0.93 |
| element | V | Ni | อัล | Ti | Nb | ซ.ร | N |
| Standard content | 0.18~ 0.25 | ≤0.40 | ≤0.02 | ≤0.01 | ≤0.10 | ≤0.01 | 0.03-0.07 |
| actual content | 0.20 | 0.06 | 0.006 | 0.002 | 0.08 | 0.002 | 0.041 |
ตารางที่ 2ASTM A335 P91 10Cr9Mo1VNbN คุณสมบัติทางกลของท่อเหล็กทดสอบซ้ำ
| Mechanical properties | MPa Tensile strength R/MPa | MPa Yield strength R/MPa | - Elongation A/% | เหล็กแผ่นรีดร้อน Hardness/HRC |
| Standard requirements | ≥585 | ≥415 | ≥20 | ≤25 |
| actual performance | 655,660 | 505,495 | 29,30.5 | 20,19 |
1.1.2 การเลือกใช้วัสดุในการเชื่อม
เมื่อเชื่อมเหล็ก ASTM A335 P91 10Cr9Mo1VNbN, ไม่เพียงแต่เกิดรอยแตกร้าวที่เกิดจากความเย็นได้ง่ายเท่านั้น, แต่รอยแตกที่ร้อนก็จะเกิดขึ้นเช่นกันเมื่อวัสดุการเชื่อมไม่ตรงกัน121. ควรเลือกวัสดุการเชื่อมตามหลักการจับคู่ส่วนประกอบ, และเนื้อหาของธาตุผสม เช่น Cr, Mo, V, และ N ในวัสดุการเชื่อมควรได้รับการควบคุมอย่างเข้มงวดเพื่อให้แน่ใจว่าโครงสร้างและประสิทธิภาพของรอยเชื่อมมีความสอดคล้องกับวัสดุหลักมากที่สุด.
สินค้าลวดเชื่อมอาร์กอนอาร์ก ER90S-B9 ยี่ห้อ MTS3 และสเปค 2.4mm ของบริษัท โบห์เลอร์ เวลดิ้ง ได้รับเลือกให้เป็นวัสดุเชื่อม. องค์ประกอบทางเคมีของวัสดุเชื่อมแสดงไว้ในตารางที่ 1 3, ซึ่งตรงตามข้อกำหนดของ ASME Code, ส่วนที่ C-2021 “ข้อมูลจำเพาะสำหรับลวดเชื่อม, ขั้วไฟฟ้า, และข้อกำหนดเฉพาะของวัสดุที่ไม่ใช่เหล็กสำหรับโลหะตัวเติม” [13].
-steel-pipe.jpg)
โต๊ะ 3 องค์ประกอบทางเคมีของวัสดุเชื่อม ER90S-B9 ที่ใช้ในการทดสอบ
 .
.
1.2 อุปกรณ์ทดสอบ
อุปกรณ์เชื่อมใช้เครื่องเชื่อมไฟฟ้า AOTAIZX7-400STG. คุณลักษณะของอุปกรณ์นี้คือสามารถปรับกระแสการเชื่อมได้อย่างแม่นยำถึง 1A, กระแสแรงขับสามารถปรับแยกกันได้, กระแสอาร์คสามารถปรับแยกกันได้, และมันมีประสิทธิภาพที่โดดเด่นส่วนโค้งที่ดี, และไม่ใช่เรื่องง่ายที่จะมีความล้มเหลวในการสตาร์ทอาร์ค, การหักอาร์คและการติดของแท่งเชื่อม.
2ASTM A335 P91 10Cr9Mo1VNbN การประเมินกระบวนการเชื่อมเหล็ก
อ้างอิงจาก NB/T47014-2011 “การประเมินกระบวนการเชื่อมสำหรับอุปกรณ์แรงดัน” 14, มีการรวบรวมกระบวนการเชื่อมเหล็ก ASTM A335 P91 10Cr9Mo1VNbN และดำเนินการประเมินกระบวนการเชื่อม.
2.1 การเตรียมตัวอย่าง
2.1.1 การประมวลผลเอียง
ใช้ท่อเหล็กไร้ตะเข็บ φ114.3มม.×14มม, ตามความต้องการของโครงการ, เครื่องจักรชิ้นงานยาว 150 มม. สองส่วน, และทำให้บางลงโดยการประมวลผลมุมเอียง. ข้อกำหนดรูปแบบและขนาดเอียงแสดงไว้ในรูปภาพ 1. ในระหว่างการประมวลผล, มีการใช้การประมวลผลแบบเย็น, และน้ำมันตัดกลึงจะถูกเติมให้ทันเวลาในระหว่างกระบวนการตัดเพื่อหลีกเลี่ยงความร้อนสูงเกินไปของชิ้นงานและการเสื่อมสภาพของประสิทธิภาพของวัสดุหลัก.
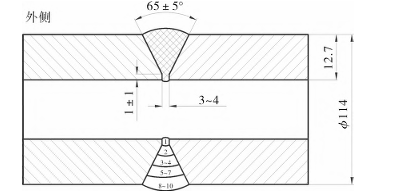
รูป 1 ข้อกำหนดรูปแบบและขนาดร่องของชิ้นงานทดสอบ
2.1.2 การทำความสะอาดและการประกอบ
ทำความสะอาดน้ำ, สนิม, น้ำมันและสิ่งสกปรกที่เป็นอันตรายอื่น ๆ บนพื้นผิวร่องและบริเวณใกล้เคียง (วัดจากขอบร่อง, แต่ละด้านไม่น้อยกว่า 20 มม), และบดร่องจนเห็นความมันวาวของโลหะ. ใช้การเชื่อมอาร์กอนอาร์ก (GTAW) เชื่อมและประกอบจุดเชื่อม.
2.1.3 อุณหภูมิอุ่นและการควบคุมอุณหภูมิระหว่างทาง
เมื่ออุณหภูมิอุ่นของการเชื่อมต่ำกว่า 100°C, รอยแตกเย็นมักเกิดขึ้นหลังการเชื่อม [15-16]. อย่างไรก็ตาม, อุณหภูมิอุ่นก่อนและอุณหภูมิระหว่างทางสูงเกินไปยังเป็นอันตรายต่อเหล็กกล้า ASTM A335 P91 10Cr9Mo1VNbN, ซึ่งจะทำให้ความเหนียวในการเชื่อมลดลงอย่างมาก17.
โดยอาศัยผลสรุปงานวิจัยอ้างอิง [2], อุณหภูมิอุ่นของชิ้นงานเชื่อมตั้งไว้ที่ 150~200^∘ C. ใช้การทำความร้อนด้วยเปลวไฟเพื่ออุ่นเครื่อง. เมื่ออุณหภูมิของจุดตรวจสอบถึงอุณหภูมิอุ่นเครื่อง, เก็บไว้เป็นระยะเวลาหนึ่งก่อนการเชื่อม.
อุณหภูมิระหว่างทางต้องไม่เกิน 250°C. ในระหว่างกระบวนการเชื่อม, เทอร์โมมิเตอร์อินฟราเรดใช้ในการวัดอุณหภูมิระหว่างการเชื่อมหลังจากการเชื่อมแต่ละครั้งเสร็จสิ้น, และระยะเวลาในการเชื่อมของแต่ละการเชื่อมได้รับการควบคุมอย่างสมเหตุสมผลเพื่อให้แน่ใจว่าอุณหภูมิระหว่างการเชื่อมไม่เกินความต้องการของกระบวนการ.
2.2 การเชื่อมชิ้นงาน
2.2.1 ป้องกันก๊าซและอัตราการไหล
การป้องกันอาร์กอนเป็นมาตรการสำคัญในการปรับปรุงประสิทธิภาพของข้อต่อการเชื่อมฐานชิ้นงานทดสอบ, และจำเป็นต้องควบคุมคุณภาพก๊าซและพารามิเตอร์การทำงาน. ข้อกำหนดความบริสุทธิ์ของอาร์กอนคือ 99.99% (เศษส่วนปริมาตร), และอัตราการไหลของก๊าซด้านหน้าที่แนะนำคือ 10~14 ลิตร/นาที. ในเวลาเดียวกัน, จำเป็นต้องเปลี่ยนแก๊สอาร์กอนที่ด้านหลัง. วิธีการเฉพาะคือการติดกระดาษที่ละลายน้ำได้ทั้งสองด้านของชิ้นงานทดสอบแล้วติดด้วยเทปอุณหภูมิสูงเพื่อสร้างห้องปิด. อัตราการไหลของปริมาณก๊าซที่แนะนำคือ 8~10 ลิตร/นาที.
2.2.2 พารามิเตอร์กระบวนการเชื่อม
GTAW ใช้สำหรับการเชื่อม, และการเชื่อมจะเริ่มขึ้นหลังจากที่อุณหภูมิถึงอุณหภูมิอุ่นแล้ว. การป้อนความร้อนที่มากเกินไปจะทำให้เกิด 8 เฟอร์ไรต์จะก่อตัวในบริเวณที่ได้รับความร้อนและบริเวณรอยเชื่อม, และยังจะช่วยลดความแข็งแรงของการแตกร้าวจากการคืบและผลกระทบต่อความเหนียวของการเชื่อมได้อย่างมาก. การอ้างอิง [1] เนื้อหาที่เกี่ยวข้อง, มีการควบคุมพารามิเตอร์การเชื่อมของกระบวนการเชื่อม, ดูตาราง 4.
2.3 การรักษาความร้อนหลังการเชื่อม
เมื่อชิ้นงานไม่ได้ถูกอบด้วยความร้อนเพื่อคลายความเค้นหลังจากหยุดการเชื่อมแล้ว, การเชื่อมจะถูกให้ความร้อนจนถึงอุณหภูมิที่กำหนดและเก็บไว้เป็นระยะเวลาหนึ่งเพื่อให้การเชื่อมเย็นตัวลงในอัตราที่ช้าลงและให้ไฮโดรเจนหลุดออกจากแนวเชื่อมได้ทันเวลาอย่างเพียงพอ. กระบวนการหรือวิธีนี้เรียกว่าการบำบัดหลังการให้ความร้อน. การบำบัดหลังการให้ความร้อนมีเป้าหมายสองประการ: 1. ลดความเครียดจากความร้อนและป้องกันไม่ให้เกิดรอยแตกร้าวระหว่างการทำความเย็น. 2. การบำบัดด้วยดีไฮโดรจีเนชันเพื่อส่งเสริมการแพร่กระจายและการหลุดออกของไฮโดรเจนในแนวเชื่อม และลดความเสี่ยงของการแตกร้าวที่เกิดจากไฮโดรเจนในระยะหลัง. อุณหภูมิของการบำบัดหลังการให้ความร้อน

โต๊ะ 4 ASTM A335 P91 10Cr9Mo1VNbN พารามิเตอร์กระบวนการเชื่อมเหล็ก
ควรต่ำกว่าอุณหภูมิเริ่มต้นของการเปลี่ยนรูปมาร์เทนซิติกในระหว่างกระบวนการทำความเย็นอย่างต่อเนื่องของเหล็ก เพื่อป้องกันออสเทนไนต์ที่ตกค้างซึ่งยังไม่ผ่านการเปลี่ยนรูปมาร์เทนซิติกจากการเปลี่ยนเป็นเฟอร์ไรต์หรือเพิร์ลไลต์, จึงช่วยลดแรงกระแทกของข้อต่อได้.
สำหรับเหล็ก ASTM A335 P91 10Cr9Mo1VNbN, พารามิเตอร์อุณหภูมิหลังการให้ความร้อนจะถูกกำหนดตามการเปลี่ยนแปลงการทำความเย็นอย่างต่อเนื่อง (ซีซีที) เส้นโค้ง [17]. เส้นโค้ง CCT ของเหล็ก ASTM A335 P91 10Cr9Mo1VNbN แสดงในรูป 2.
อุณหภูมิเริ่มต้นของการเปลี่ยนแปลงมาร์เทนซิติก M_S ถูกกำหนดตามรูปที่ 2 อยู่ที่ประมาณ 380 ℃. บวกกับประสบการณ์การผลิตจริง, สภาวะหลังกระบวนการอบชุบด้วยความร้อนของ ASTM A335 P91 10Cr9Mo1VNbN ตั้งไว้ที่ 300~350°C เป็นเวลา 2 ชั่วโมง.
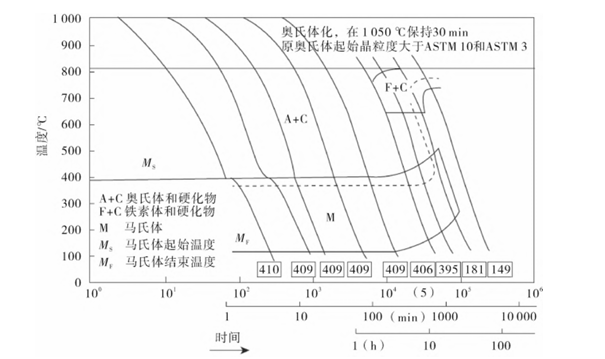
รูปที่ 2ASTM A335 P91 10Cr9Mo1VNbN เส้นโค้งการเปลี่ยนแปลงความเย็นอย่างต่อเนื่องของเหล็ก (เส้นโค้ง CCT)
2.3.2 การรักษาความร้อนหลังการเชื่อม
การอบชุบด้วยความร้อนหลังการเชื่อมหมายถึงกระบวนการอบชุบด้วยความร้อนที่การเชื่อมได้รับความร้อนจนถึงอุณหภูมิที่กำหนด (โดยทั่วไปคืออุณหภูมิเริ่มต้นของการเปลี่ยนรูปเพิร์ลไลต์เป็นออสเทนไนต์ระหว่างการให้ความร้อน) 30~50^∘ C ต่ำกว่าเส้นหลังการเชื่อม, และคงไว้ที่อุณหภูมินี้เป็นระยะเวลาหนึ่ง, เพื่อให้การเชื่อมเย็นลงในอัตราที่ค่อนข้างช้าเพื่อปรับปรุงโครงสร้างทางโลหะวิทยาและคุณสมบัติของรอยเชื่อมหรือขจัดความเค้นตกค้าง. อ้างอิงจาก NB/T47015-2011 “รหัสการเชื่อมภาชนะรับความดัน” 18, อุณหภูมิการรักษาความร้อนหลังการเชื่อมของเหล็ก ASTM A335 P91 10Cr9Mo1VNbN ตั้งไว้ที่ 730 ℃, และการรักษาฉนวนจะดำเนินการเป็นเวลา 13 ชั่วโมง. อัตราการทำความร้อนสูงสุดจะถือเป็นค่าที่น้อยกว่า (หน่วย ℃/ชม, δ_PWHT คือค่าความหนาของโลหะเชื่อม มีหน่วยเป็น มม) และ 220°C/ชม, และอัตราการทำความเย็นสูงสุดจะน้อยกว่าและ 280°C/ชม. ดังนั้น, อัตราการทำความร้อนตั้งไว้ที่ 55~220^∘ C/h, และอัตราการทำความเย็นตั้งไว้ที่ 55~280^∘ C/h.
3ASTM A335 P91 10Cr9Mo1VNbN การตรวจสอบหลังการเชื่อมเหล็ก
ทันทีหลังการเชื่อม, ตรวจสอบการก่อตัวของรอยเชื่อม. การเชื่อมและวัสดุฐานมีการเปลี่ยนแปลงที่ราบรื่น, และไม่มีข้อบกพร่องเช่นการตัดราคา, ขาดฟิวชั่นและรอยแตก. 24h หลังการเชื่อม, การเชื่อมจะต้องได้รับการทดสอบแบบไม่ทำลาย เช่น การทดสอบด้วยคลื่นอัลตราโซนิก (UT) และการตรวจด้วยภาพรังสี (RT) เพื่อป้องกันการเกิดรอยแตกร้าวล่าช้าในแนวเชื่อม. การทดสอบแบบไม่ทำลายอิงตาม NB/T47013-2015 “การทดสอบอุปกรณ์แรงดันแบบไม่ทำลาย” 191.
4 การทดสอบการตรวจสอบคุณภาพการเชื่อมและการวิเคราะห์ผลลัพธ์
4.1 การวิเคราะห์องค์ประกอบทางเคมี
ข้อต่อเชื่อมเหล็ก ASTM A335 P91 10Cr9Mo1VNbN ได้รับการสุ่มตัวอย่างและวิเคราะห์เพื่อให้ได้องค์ประกอบทางเคมี (โต๊ะ 5). องค์ประกอบนี้ตรงตามข้อกำหนดของ NB/T47008-2017 “การตีขึ้นรูปเหล็กกล้าคาร์บอนและโลหะผสมเหล็กสำหรับอุปกรณ์แรงดัน” [20].
4.2 คุณสมบัติทางกล
ตามข้อกำหนดของ NB/T47014-20111, 2 ตัวอย่างแรงดึง, 4 ชิ้นงานดัดด้านข้างและ 1 มีการเตรียมกลุ่มตัวอย่างการกระแทกในภูมิภาคต่างๆ และทำการทดสอบคุณสมบัติทางกล. ความต้านทานแรงดึงของชิ้นงานทดสอบแรงดึงคือ 704MPa และ 710MPa, และไม่มีรอยแตกร้าวในชิ้นงานดัดด้านข้าง. พลังงานกระแทกของโซนเชื่อม, โซนที่ได้รับผลกระทบจากความร้อนและโซนวัสดุหลักแสดงอยู่ในตาราง 6.
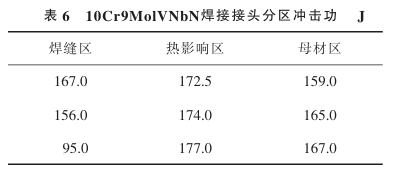

อ้างอิงจาก NB/T47008-2017, เมื่อความหนาของแผ่นเหล็กน้อยกว่าหรือเท่ากับ 300 มม, ตัวชี้วัดที่ผ่านการรับรองของความต้านทานแรงดึงและพลังงานกระแทกคือ 585 ~ 755MPa และไม่น้อยกว่า 47J. ดังนั้น, จะเห็นได้ว่าคุณสมบัติทางกลของรอยเชื่อม ASTM A335 P91 10Cr9Mo1VNbN ตรงตามข้อกำหนด.
4.3 โครงสร้างทางโลหะวิทยาและความแข็ง ใช้ภาพตัดขวางของรอยเชื่อม ASTM A335 P91 10Cr9Mo1VNbN เป็นพื้นผิวทดสอบ. ก่อนการทดสอบ, ส่วนที่จะทดสอบได้รับการประมวลผลแล้ว, รวมถึงการบดด้วยเครื่องกล, การขัดเงาเชิงกลและการกัดกรดในสารละลายน้ำ HCl ด้วยเศษส่วนมวลของ 3% FeCl3 และเศษส่วนมวลของ 10% เป็นเวลา 3 ~ 5 วินาที. มีการเลือกสองตำแหน่งที่ T/2 (T คือความหนาของวัสดุฐาน) ของหน้าตัดเชื่อมสำหรับการทดสอบ, และแผนภาพการวิเคราะห์โครงสร้างทางโลหะวิทยาที่ได้รับจะแสดงในรูป 3. ดังแสดงในรูป 3, หลังจากที่ชิ้นงานเชื่อมถูกให้ความร้อนถึง 730°C และเก็บไว้ที่อุณหภูมินี้เป็นเวลา 13 ชั่วโมง, โครงสร้างของโซนการเชื่อมเป็นแบบเทมเปอร์มาร์เทนไซต์ + เบนไนท์จำนวนเล็กน้อย. ขึ้นอยู่กับลักษณะของโครงสร้างโลหะนี้, สามารถอนุมานได้ว่าองค์ประกอบโลหะผสมในวัสดุเชื่อมละลายลงในออสเทนไนต์, ลดตำแหน่งของจุด Ms บนเส้นโค้ง CCT, เพื่อให้ระยะเวลาคงตัวของชิ้นงานเชื่อมในขั้นตอนการอุ่นเครื่องที่ 150-200°C ค่อนข้างนานขึ้น, และเมล็ดพืชก็งอกขึ้นต่อไป. หลังจากที่การระบายความร้อน, โครงสร้างตามภาพได้เกิดขึ้นแล้ว.
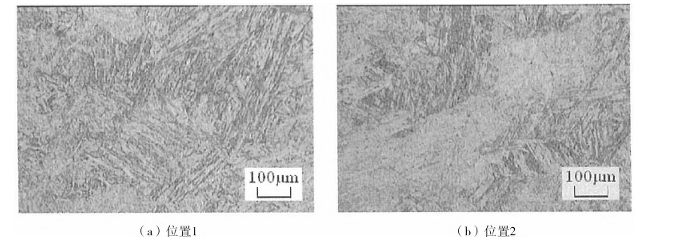
รูป 3 โครงสร้างทางโลหะวิทยาที่ตำแหน่งต่างๆ ของหน้าตัดของ ASTM A335 P91 10Cr9Mo1VNbN เชื่อมที่ T/2 (100x)
5 ข้อสรุป
วัสดุเหล็ก ASTM A335 P91 10Cr9Mo1VNbN มีความสามารถในการเชื่อมต่ำ, มีความไวต่ออุณหภูมิการรักษาความร้อนมาก, มีแนวโน้มที่จะเกิดการแคร็กเย็นมากขึ้น, และมีแนวโน้มที่จะเกิดปัญหาต่างๆ เช่น ความแข็งแรงของรอยเชื่อมลดลง, ความล้มเหลวของชิ้นงานก่อนเวลาอันควร, และคุณสมบัติทางกลที่ไม่มีเงื่อนไขหลังการเชื่อมระหว่างการเชื่อม. ผ่านการประเมินกระบวนการเชื่อมและการตรวจสอบคุณสมบัติทางกลหลังการเชื่อม, พารามิเตอร์และเงื่อนไขของกระบวนการ เช่น การเลือกลวดเชื่อม, การทำความสะอาดก่อนการเชื่อม, การอุ่นก่อนการเชื่อม, อุณหภูมิระหว่างชั้นและข้อกำหนดการเชื่อมของเหล็ก ASTM A335 P91 10Cr9Mo1VNbN ได้รับการปรับให้เหมาะสม. กระบวนการเชื่อมที่เกิดขึ้นนั้นใช้งานได้จริงและนำไปใช้กับการเชื่อมผลิตภัณฑ์ได้สำเร็จ, ซึ่งสามารถให้คำแนะนำในการเชื่อมผลิตภัณฑ์เหล็กประเภทเดียวกันได้.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}