

New Energy Steel Pipes
October 13, 2024
Internal Corrosion in Oil and Gas Wells: Challenges and Opportunities of Corrosion Inhibitors
October 18, 2024-steel-pipe-750x480.jpg)
ASTM A335 P91 10Cr9Mo1VNbN – Research on Welding and Heat Treatment Process
Abstract: ASTM A335 P91 10Cr9Mo1VNbN steelis a high-quality raw material for manufacturing boiler tubes. However, ithas poor weldability and is very sensitive to heat treatment temperature. Furthermore, it has a high propensityto cold crack, rendering it susceptible to the detection of unqualified mechanical properties such as impacttoughness and hardness in the weld zone and heat-affected zone following welding. A comprehensive studywas conducted on the welding process of 10Cr9Mo1VNbN. The welding process and heat treatmentparameters for steel pipe were optimized through weldingtests and welding processevaluations. Thi resultedin an improvement in the welding quality of ASTM A335 P91 10Cr9Mo1VNbN steel pipe, which can provide a weldingprocess reference for similar materia products.
Key words: ASTM A335 P91 10Cr9Mo1VNbN steel; welding; heat treatment; process; optimization
ASTM A335 P91 10Cr9Mo1VNbN steel was first successfully developed in the Oak Ridge National Laboratory in the United States, and the steel grade was designated as ASTMA335P91, referred to as P91 steel. After my country successfully developed P91 steel, it was incorporated into the national standard and its steel grade was designated as 10Cr9Mo1VNbN. 10Cr9MolVNbN steel is obtained by reducing the C content on the basis of standard 9Cr-1Mo steel, adding trace elements such as Nb and V, and appropriately controlling the N element. Compared with ordinary stainless steel, ASTM A335 P91 10Cr9Mo1VNbN steel material has mechanical performance advantages in high-temperature endurance strength, allowable stress, thermal expansion coefficient, thermal conductivity, impact toughness, overall bending performance, high-temperature fatigue performance and high-temperature oxidation resistance [1-51, which can solve the problem of organizational degradation of ordinary heat-resistant steel during operation and reduce the occurrence of pipe burst accidents. It is a high-quality production material that replaces ordinary heat-resistant steel in the production and manufacturing of boiler tubes. The disadvantages of ASTM A335 P91 10Cr9Mo1VNbN steel are poor weldability, high sensitivity to heat treatment temperature, high tendency to cold cracking, and the problem of reduced strength of welded joints during welding and premature failure of workpieces caused by them. After welding, it is easy to detect defects such as unqualified mechanical properties such as impact toughness and hardness in the weld zone and heat-affected zone 6-81. In order to fully and deeply understand the welding characteristics of ASTM A335 P91 10Cr9Mo1VNbN steel and solve technical problems in the actual welding process, relevant personnel and scholars have carried out research. Xiong Yifeng et al. found that the hardness of the heat-affected zone of 10Cr1·9Mo1VNbN steel welded joints decreases with the increase of preheating temperature, the minimum preheating temperature cannot be lower than 150℃, and the cold crack tendency of the material is significantly reduced after preheating. Zhu Ping obtained the influence of different insulation temperatures on the strength, hardness, impact toughness and microstructure of P91 steel welded joints through post-weld heat treatment tests, and found that even if a lower insulation temperature is used, the joint hardness is higher than the indicators required by relevant specifications. Liu Chisen et al.10 proposed that preventing cold cracks in welding is the primary measure to ensure the welding quality of P91 steel, and reasonable use of preheating before welding and heat treatment measures after welding should be made to prevent the occurrence of cold cracks in welding. The pipeline material of the waste heat recovery system project of the tail gas incinerator of a natural gas purification device of a company is ASTM A335 P91 10Cr9Mo1VNbN steel. In order to ensure that the pipeline welding quality meets the standards and obtain reliable welding process and heat treatment parameters, this paper conducts material welding characteristic analysis, welding test and welding process evaluation.
-alloy-steel-pipe.jpg)
1 ASTM A335 P91 10Cr9Mo1VNbN steel welding test materials and equipment
1.1 Materials
1.1.1 Retest
The test ASTM A335 P91 10Cr9Mo1VNbN material is a domestic seamless steel pipe for high-pressure boilers, with a size of φ114.3mm×14mm, and the supply state is normalized + tempered. According to GB5310-2008 “Seamless Steel Pipe for High-Pressure Boiler”, its chemical composition, mechanical properties and hardness are retested. The results are shown in Tables 1 and 2, all of which meet the standard requirements.
Table 1 Retest results of chemical composition (mass fraction) of ASTM A335 P91 10Cr9Mo1VNbN steel pipe
| element | C | MnSiSPCrMo | |||||
| Standard content | 0.08~0.12 | 0.3~0.6 | 0.2~0.5 | ≤0.01 | ≤0.02 | 8.0~9.5 | 0.85~1.05 |
| actual content | 0.1 | 0.46 | 0.28 | 0.002 | 0.012 | 8.78 | 0.93 |
| element | V | Ni | Al | Ti | Nb | Zr | N |
| Standard content | 0.18~0.25 | ≤0.40 | ≤0.02 | ≤0.01 | ≤0.10 | ≤0.01 | 0.03-0.07 |
| actual content | 0.20 | 0.06 | 0.006 | 0.002 | 0.08 | 0.002 | 0.041 |
Table 2ASTM A335 P91 10Cr9Mo1VNbN steel pipe mechanical properties retest results
| Mechanical properties | MPa Tensile strength R/MPa | MPa Yield strength R/MPa | /% Elongation A/% | HRC Hardness/HRC |
| Standard requirements | ≥585 | ≥415 | ≥20 | ≤25 |
| actual performance | 655,660 | 505,495 | 29,30.5 | 20,19 |
1.1.2 Selection of welding materials
When welding ASTM A335 P91 10Cr9Mo1VNbN steel, not only cold cracks are easily generated, but also hot cracks will occur when the welding materials are not matched121. Welding materials should be selected according to the principle of component matching, and the content of alloying elements such as Cr, Mo, V, and N in the welding materials should be strictly controlled to ensure that the structure and performance of the welded joint are as consistent as possible with the parent material.
The argon arc welding wire ER90S-B9 product with the brand MTS3 and specification of 2.4mm of Bōhler Welding Company was selected as the welding material. The chemical composition of the welding material is shown in Table 3, which meets the requirements of ASME Code, Section Part C-2021 “Specifications for Welding Rods, Electrodes, and Filler Metals Non-ferrous Material Specification” [13].
-steel-pipe.jpg)
Table 3 Chemical composition of welding material ER90S-B9 used in the test
 .
.
1.2 Test equipment
The welding equipment uses AOTAIZX7-400STG electric welding machine. The characteristics of this equipment are that the welding current can be accurately adjusted to 1A, the thrust current can be adjusted separately, the arc current can be adjusted separately, and it has good arc striking performance, and it is not easy to have arc starting failure, arc breaking and welding rod sticking.
2ASTM A335 P91 10Cr9Mo1VNbN steel welding process assessment
According to NB/T47014-2011 “Welding process assessment for pressure equipment” 14, the ASTM A335 P91 10Cr9Mo1VNbN steel welding process is compiled and the welding process assessment is carried out.
2.1 Specimen preparation
2.1.1 Bevel processing
Use φ114.3mm×14mm seamless steel pipe, according to the project needs, machine two sections of 150mm long specimens, and thin them by processing the bevel. The bevel form and size requirements are shown in Figure 1. During processing, cold processing is adopted, and cutting fluid is replenished in time during the cutting process to avoid overheating of the workpiece and the degradation of the parent material performance.
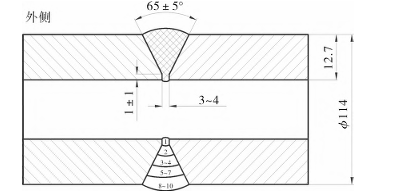
Figure 1 Specimen groove form and size requirements
2.1.2 Cleaning and assembly
Clean the water, rust, oil and other harmful impurities on the groove surface and its vicinity (measured from the groove edge, each side is not less than 20mm), and grind the groove until the metallic luster is exposed. Use argon arc welding (GTAW) to weld and perform assembly spot welding.
2.1.3 Preheating temperature and interpass temperature control
When the preheating temperature of the weldment is lower than 100℃, cold cracks are very likely to occur after welding [15-16]. However, too high preheating temperature and interpass temperature are also harmful to ASTM A335 P91 10Cr9Mo1VNbN steel, which will cause a significant decrease in weld toughness17.
Based on the research conclusion of reference [2], the preheating temperature of the welding specimen is set at 150~200^∘ C. Use flame heating for preheating. When the temperature of the monitoring point reaches the preheating temperature, keep it for a period of time before welding.
The interpass temperature is required not to exceed 250°C. During the welding process, an infrared thermometer is used to measure the interpass temperature after each weld is completed, and the welding timing of each weld is reasonably controlled to ensure that the interpass temperature does not exceed the process requirements.
2.2 Specimen welding
2.2.1 Shielding gas and flow rate
Argon protection is an important measure to improve the performance of the specimen base welding joint, and the gas quality and operating parameters need to be controlled. The argon purity requirement is 99.99% (volume fraction), and the recommended front gas flow rate is 10~14L/min. At the same time, argon gas replacement is required on the back. The specific method is to stick water-soluble paper on both sides of the specimen and fix it with high-temperature tape to form a closed chamber. The recommended gas volume flow rate is 8~10L/min.
2.2.2 Welding process parameters
GTAW is used for welding, and welding starts after the temperature reaches the preheating temperature. Excessive heat input will cause 8 ferrite to form in the heat-affected zone and the weld zone, and will also significantly reduce the creep rupture strength and impact toughness of the weld. Reference [1] related content, the welding parameters of the welding process are controlled, see Table 4.
2.3 Post-weld heat treatment
When the workpiece is not subjected to stress relief heat treatment after welding is stopped, the weldment is heated to a specified temperature and kept for a period of time to allow the weldment to cool down at a slower rate and allow hydrogen to escape from the weld in sufficient time. This process or method is called post-heat treatment. There are two goals of post-heat treatment: 1. Reduce thermal stress and prevent cracks from forming during cooling. 2. Dehydrogenation treatment to promote the diffusion and escape of hydrogen in the weld and eliminate the risk of hydrogen-induced cracking in the later stage. The temperature of post-heat treatment

Table 4 ASTM A335 P91 10Cr9Mo1VNbN steel welding process parameters
It should be lower than the starting temperature of martensitic transformation during the continuous cooling process of steel to prevent the residual austenite that has not undergone martensitic transformation from transforming into ferrite or pearlite, thereby reducing the impact toughness of the joint.
For ASTM A335 P91 10Cr9Mo1VNbN steel, the post-heat treatment temperature parameters are determined based on the continuous cooling transformation (CCT) curve [17]. The CCT curve of ASTM A335 P91 10Cr9Mo1VNbN steel is shown in Figure 2.
The martensitic transformation starting temperature M_S determined according to Figure 2 is approximately 380℃. Combined with actual production experience, the post-heat treatment process conditions of ASTM A335 P91 10Cr9Mo1VNbN are set at 300~350℃ for 2h.
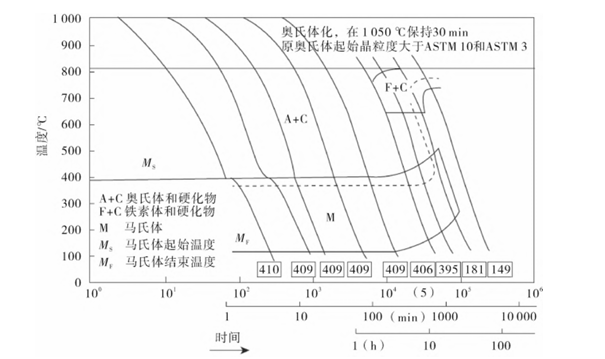
Figure 2ASTM A335 P91 10Cr9Mo1VNbN steel continuous cooling transformation curve (CCT curve)
2.3.2 Post-weld heat treatment
Post-weld heat treatment refers to a heat treatment process in which the weldment is heated to a certain temperature (generally the starting temperature of pearlite to austenite transformation during heating) 30~50^∘ C below the line after welding, and kept at this temperature for a certain period of time, so that the weldment is cooled at a relatively slow rate to improve the metallographic structure and properties of the welded joint or eliminate residual stress. According to NB/T47015-2011 “Pressure Vessel Welding Code” 18, the post-weld heat treatment temperature of ASTM A335 P91 10Cr9Mo1VNbN steel is set at 730℃, and the insulation treatment is carried out for 13h. The maximum heating rate is taken as the smaller of (unit ℃/h, δ_PWHT is the weld metal thickness value in mm) and 220℃/h, and the maximum cooling rate is taken as the smaller of and 280℃/h. Therefore, the heating rate is set to 55~220^∘ C/h, and the cooling rate is set to 55~280^∘ C/h.
3ASTM A335 P91 10Cr9Mo1VNbN steel post-weld inspection
Immediately after welding, check the weld formation. The weld and the base material have a smooth transition, and there are no defects such as undercut, lack of fusion and cracks. 24h after welding, the weld is subjected to non-destructive testing such as ultrasonic testing (UT) and radiographic testing (RT) to prevent delayed cracks in the weld. The nondestructive testing was based on NB/T47013-2015 “Nondestructive Testing of Pressure Equipment” 191.
4 Welding quality inspection test and result analysis
4.1 Chemical composition analysis
The ASTM A335 P91 10Cr9Mo1VNbN steel welded joints were sampled and analyzed to obtain their chemical composition (Table 5). The composition met the requirements of NB/T47008-2017 “Carbon Steel and Alloy Steel Forgings for Pressure Equipment” [20].
4.2 Mechanical properties
According to the requirements of NB/T47014-20111, 2 tensile specimens, 4 side bending specimens and 1 group of impact specimens in different regions were prepared and mechanical properties tests were carried out. The tensile strength of the tensile specimens was 704MPa and 710MPa, and there were no cracks in the side bending specimens. The impact energy of the weld zone, heat affected zone and parent material zone is shown in Table 6.
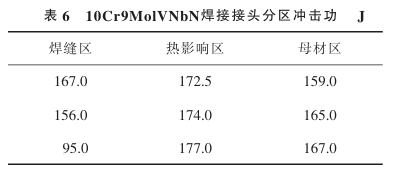

According to NB/T47008-2017, when the plate thickness of the steel is less than or equal to 300mm, the qualified indicators of its tensile strength and impact energy are 585~755MPa and not less than 47J. Therefore, it can be seen that the mechanical properties of the ASTM A335 P91 10Cr9Mo1VNbN welded joint meet the requirements.
4.3 Metallographic structure and hardness The cross section of the ASTM A335 P91 10Cr9Mo1VNbN welded joint is taken as the test surface. Before the test, the section to be tested is processed, including mechanical grinding, mechanical polishing and etching in a HCl aqueous solution with a mass fraction of 3% FeCl3 and a mass fraction of 10% for 3~5s. Two positions are selected at T/2 (T is the thickness of the base material) of the weld cross section for testing, and the obtained metallographic structure analysis diagram is shown in Figure 3. As shown in Figure 3, after the weld specimen was heated to 730℃ and kept at this temperature for 13h, the structure of the weld zone was tempered martensite + a small amount of bainite. Based on the characteristics of this metallographic structure, it can be inferred that the alloy elements in the welding material dissolved into the austenite, reducing the position of the Ms point on the CCT curve, so that the residence time of the weld specimen in the preheating stage of 150-200℃ was relatively prolonged, and the grains continued to grow. After cooling, the structure shown in the figure was formed.
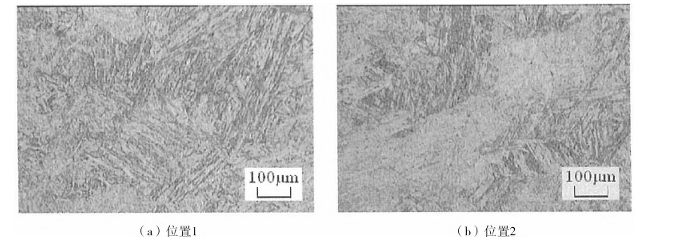
Figure 3 Metallographic structures at different positions of the cross section of ASTM A335 P91 10Cr9Mo1VNbN weld at T/2 (100x)
5 Conclusion
ASTM A335 P91 10Cr9Mo1VNbN steel material has poor weldability, is very sensitive to heat treatment temperature, has a greater tendency to cold cracking, and is prone to problems such as reduced strength of welded joints, premature failure of workpieces, and unqualified mechanical properties after welding during welding. Through welding process assessment and post-weld mechanical properties test inspection, the process parameters and conditions such as welding wire selection, pre-weld cleaning, pre-weld preheating, interlayer temperature and welding specifications of ASTM A335 P91 10Cr9Mo1VNbN steel have been optimized. The resulting welding process is practical and has been successfully applied to product welding, which can provide guidance for the welding of similar steel products.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}