
Bölüm 1. Soğuk çekme işlemi sırasında hassas dikişsiz boruların deformasyonu nasıl kontrol edilir
Temmuz 8, 2022
ERW ,rulo bükme boruları,spiral borular,farklı üretim süreçleri
Temmuz 9, 2022
Çelik borular silindiriktir tüpler imalat ve altyapıda birçok şekilde kullanılan çelikten yapılmıştır. Çelik endüstrisi tarafından yapılan en çok kullanılan ürünlerdir.. Borunun birincil kullanımı, petrol dahil sıvı veya gazın yeraltında taşınmasıdır., gaz, ve su. ancak, imalat ve inşaat boyunca çeşitli ebatlarda borular kullanılmaktadır.. Yaygın bir ev imalatı örneği, buzdolaplarında soğutma sistemini çalıştıran dar çelik borudur.. İnşaat, ısıtma ve sıhhi tesisat için borular kullanır. Farklı boyutlarda çelik boru kullanılarak yapılar inşa edilebilir., korkuluk gibi, bisiklet rafları, veya boru direkleri.
William Murdoch'un çelik boruların öncüsü olduğu düşünülüyor.. İçinde 1815, bir kömür lambası yakma sistemini desteklemek için tüfek namlularını birleştirdi. Murdoch, kömür gazını Londra sokaklarındaki lambalara taşımak için yenilikçi boru sistemini kullandı.
1800'lerden beri, çelik boru teknolojisinde büyük adımlar atıldı, üretim yöntemlerinin iyileştirilmesi dahil, kullanımları için uygulamalar geliştirmek, ve sertifikalandırmalarını yöneten düzenlemelerin ve standartların oluşturulması.
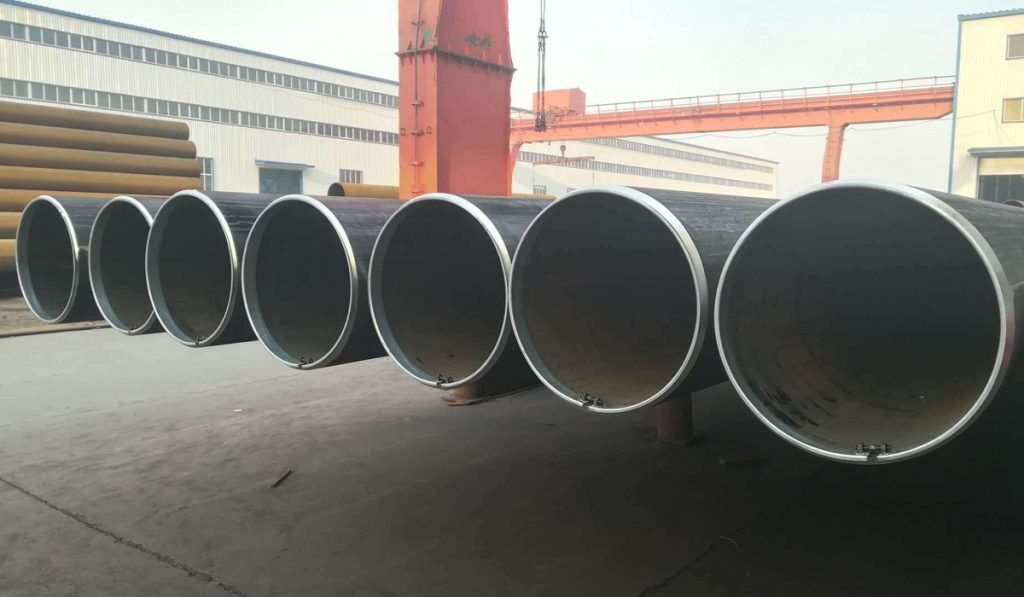
çelik borular yığılmış
Çelik boru dikişsiz veya kaynaklıdır, ve çeşitli boyut ve uzunluklarda gelir.
çelik boru nasıl yapılır?
Hammaddelerin eritilmesinden kalıplamaya veya kaynağa, Bu her yerde bulunan yapı malzemesi iki ana süreçle oluşturulur:
Ham çeliği daha kullanışlı bir forma dönüştürün
Her iki süreç de kaliteli çelik yaparak başlamalıdır.. Ham çelik, dökümhaneler tarafından hammaddelerin bir fırında eritilmesi işlemiyle üretilir.. Kompozisyonu tam olarak doğru yapmak için, erimiş metale elementler eklenebilir, ve safsızlıklar kaldırıldı. Elde edilen erimiş çelik, külçe yapmak için kalıplara dökülür veya levha yapmak için sürekli bir döküm makinesine aktarılır., külçeler, ve çiçek açar. Boru bu ürünlerden ikisinden yapılır: levhalar veya kütükler.
Çelik kütük yığını
Katı çelik kütükler ısıtılır, gerilmiş, ve dikişsiz çelik borular haline gelmek için merkezden delindi.
Boru imalatında çelik levhalar ve çelik skelp
Çelik skelp, 2.200˚F'ye ısıtılan levhalardan yapılır.. Isı, yüzeyde bir ölçek oluşmasına neden olur, kireç kırıcı ve yüksek basınçlı temizleme yoluyla çıkarılması gereken. Bir kez temizlendi, çelik levha sıcak haddelenmiş ince, skelp adı verilen dar çelik şeritler. Kabuk turşu (yüzey temizlendi) sülfürik asit ile, su ile yıkanır ve boru yapımı için hammadde olarak büyük makaralara sarılır. Skelp genişliği, yapılabilecek borunun çapını belirler..
Skelp makaradan çözülür, ısıtılmış, ve yivli silindirlerden yuvarlandı, skelp'in kenarlarını yukarı doğru büken. Bu işlem, iki kenarın uzun bir silindir oluşturacak şekilde birbiriyle buluşacak şekilde büküldüğü silindirik bir tüp üretir.. Bir kaynak işlemi kenarları birleştirir ve boruyu sızdırmaz hale getirir..
Sürekli kaynak işleminde, kaynak silindirleri borunun kenarlarını birbirine bastırarak skelp'e önceden uygulanmış olan ısı nedeniyle dövme bir kaynak oluşturur. Kaynak sırasında metal eklenmez, ve son silindirler borunun çapını ve et kalınlığını spesifikasyonlara göre azaltır.
Elektrik direnç kaynağı, sürekli kaynağa benzer bir işlemi takip eder, skelp'in boru şekline soğuk haddelenmiş olması dışında. Döner bakır diskler ile boru kenarlarına akım verilir., kenarları kaynak sıcaklığına kadar ısıtan. Kaynak silindirleri, dövme bir kaynak oluşturmak için boru kenarlarını birleştirir.
Spiral kaynak ve çift toz altı ark kaynağı, daha geleneksel kaynak teknikleri kullanır ve bağı oluşturmak için kaynak malzemesi ekler.
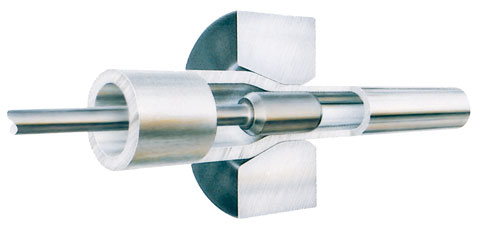
Dikişsiz boru için çelik kütükler
Çelik kütükler, doğrudan bir sürekli döküm makinesinden veya haddelenmiş ve gerilmiş döküm külçelerden yapılmış ikincil bir ürün olarak üretilen uzun kare çelik parçalarıdır.. Bu kütükler dikişsiz boru yapmak için kullanılabilir, kaynak hattına sahip olmadığı için bazı uygulamalarda daha güvenli olan.
Katı çelik kütük aşırı sıcaklıklarda ısıtılmalıdır, beyazlaşıyor ama erimiyor. Makineler onları silindirik bir katı haline gelecek şekilde yuvarlar.. Hala sıcakken, içi boş merkezi boyutlarına göre düzenli hale getirmek için mermi şeklinde bir delici kullanılır. Boruyu gerekli spesifikasyonlara uygun hale getirmek için bir dizi frezeleme işlemi yapılır..
Bitirme adımları
Borular, sonunda ek yerleri ile donatılmadan önce son bir işlem adımı olarak bir doğrultma makinesinden geçirilebilir.. Küçük çaplı borular genellikle dişli bağlantılarla donatılır, ancak daha büyük çaplı borular normalde borunun ucuna kaynaklanmış flanşlarla donatılır. Ölçüm makineleri, bitmiş borunun boyutlarını kontrol eder, ve kalite kontrol amacıyla borunun yan tarafındaki ayrıntıları damgalayın.
Kalite kontrol
Kalite kontrol adımları, özellikle kaynak boyunca olmak üzere, x-ray makineleri kullanılarak borunun kusurlara karşı kontrol edilmesini içerir.. Başka bir teknik, boruyu suyla doldurarak basınç testi yapmaktır., daha sonra kediye neden olabilecek herhangi bir kusuru ortaya çıkarmak için belirli bir süre basınç altında tutarak










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}