

Boru sistemleri için indüksiyon bükme borusu
Mayıs ayı 26, 2025
Dahili astarlı karbon çelik API 5L boru hatları
Haziran 4, 2025
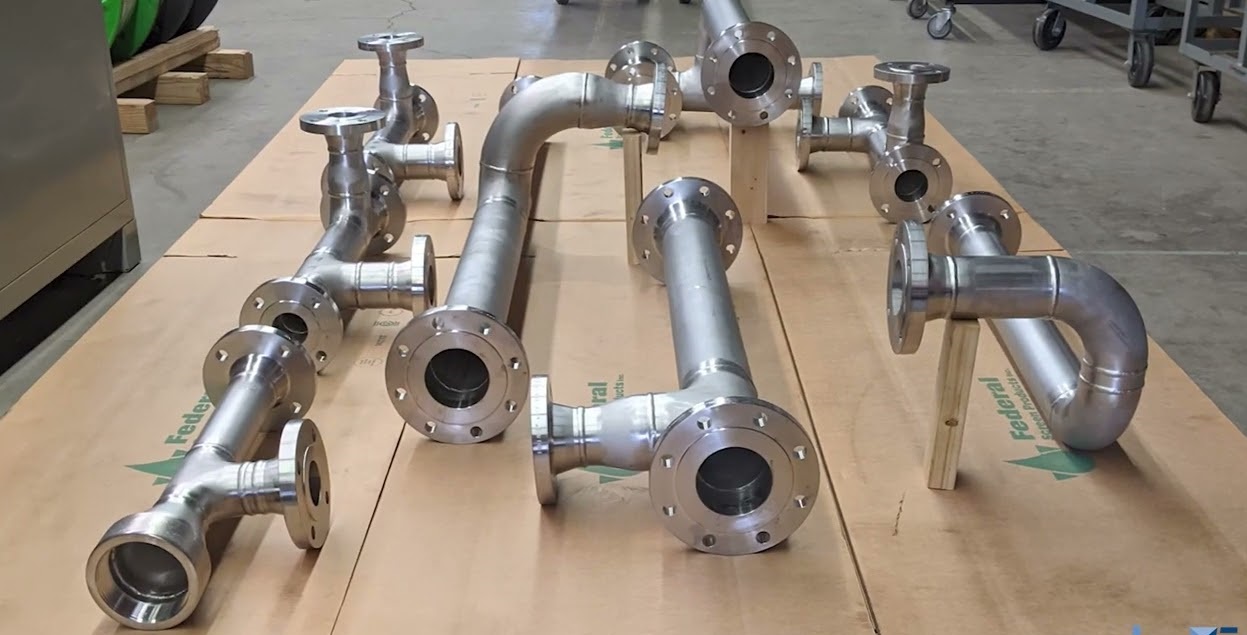
Boru Makarası İmalatı: Ayrıntılı bir bilimsel analiz
Boru Makarası İmalatı, petrol ve gaz gibi endüstrilerde kritik bir süreçtir., Petrokimya, enerji üretimi, su arıtma, ve eczacılık, Şantiyelerde verimli kurulum için önceden monte edilmiş boru sistemlerinin gerekli olduğu yerlerde. Bir boru makarası, bir boru sisteminin prefabrik bir bölümüdür, tipik olarak borulardan oluşan, bağlantı parçaları (dirsekler, tee, reducers), flanşlar, valfler, ve diğer bileşenler, kontrollü bir ortamda monte edildi (atölye veya fabrika) Kurulum için siteye gönderilmeden önce. Bu yöntem verimliliği artırır, yerinde emeği azaltır, ve kontrollü imalat süreçleri yoluyla yüksek kaliteli standartlar sağlar.
Bu analiz aşağıdaki kilit alanları kapsayacaktır:
- Boru Makarası İmalatına Genel Bakış
- Boru Makarası İmalatında Anahtar Parametreler (tablolarla)
- Sürecin bilimsel ve teknik analizi
- Malzeme seçimi ve etkileri
- İmalat teknikleri ve ekipmanı
- Kalite Kontrolü ve Standartları
- Optimizasyon ve verimlilik hususları
- Vaka çalışmaları ve pratik uygulamalar
- Sonuç
1. Boru Makarası İmalatına Genel Bakış
Boru Makarası İmalatı, boru bileşenlerinin kolayca taşınabilen ve takılabilen modüler birimlere monte edilmesini içerir.. Süreç, karmaşık boru sistemleri gerektiren endüstrilerde yaygın olarak kullanılmaktadır., Alan kaynağını en aza indirdiği için, Proje zaman çizelgelerini azaltır, ve tehlikeli ortamlarda yerinde çalışmayı sınırlayarak güvenliği artırır. İmalat süreci tipik olarak kesmeyi içerir, eğim, Kaynak, uydurma, muayene, ve test, hepsi kontrollü koşullar altında gerçekleştirildi.
Boru makarası imalatının avantajları
- Geliştirilmiş kalite kontrolü: Kontrollü bir ortamda üretim, standartlara hassasiyet ve bağlılık sağlar.
- Maliyet verimliliği: Yerinde işçilik maliyetlerini azaltır ve kurulum sırasında hataları en aza indirir.
- Zaman tasarrufu: Fabrikasyon, paralel çalışma akışlarına izin verir, Proje programlarını kısaltma.
- Emniyet: Yoğun bileşenlerin yerinde kaynak ve kullanım sınırları, riskleri azaltmak.
- Modülerlik: Karmaşık sistemlerin daha kolay ulaşımını ve kurulumunu kolaylaştırır.
Zorluklar
- Lojistik: Büyük makaraların taşınması, hasardan kaçınmak için dikkatli bir planlama gerektirir.
- Malzeme Uyumluluğu: Tüm bileşenlerin işlem sıvısı ve çalışma koşulları ile uyumlu olmasını sağlamak.
- Boyutsal Doğruluk: Saha kurulumu sırasında uyumsuzluklardan kaçınmak için kesin ölçümler kritik öneme sahiptir..

2. Boru Makarası İmalatında Anahtar Parametreler
Boru makarası imalatının başarısını sağlamak için, Birkaç parametre dikkatle kontrol edilmelidir. Bu parametreler kaliteyi etkiler, dayanıklılık, ve son makaranın işlevselliği. Aşağıda kritik parametreleri özetleyen ayrıntılı bir tablo var, ardından önemlerinin açıklamaları.
Tablo 1: Boru Makarası İmalatında Anahtar Parametreler
| Parametre | Açıklama | Tipik değerler/standartlar | İmalat üzerindeki etki |
|---|---|---|---|
| Boru Çapı | Borunun nominal çapı (NPS veya DN) | 1/2"48'e" (NPS), DN15 ila DN1200 | Makara boyutunu belirler, ağırlık, ve kaynak gereksinimleri. |
| Duvar kalınlığı | Boru duvarının kalınlığı (Çizelge veya mm) | SCH 10, 40, 80, 160; 2–50 mm | Basınç derecelendirmesini etkiler, Kaynak Zorluğu, ve maddi maliyetler. |
| Malzeme tipi | Borunun ve bileşenlerin malzemesi | Karbon çelik, Paslanmaz çelik, alaşımlı çelik, vb. | Etkileri Korozyon direncini, gücü, ve kaynaklanabilirlik. |
| Kaynak kusur kriterleri | Kaynak kusurları için kabul edilebilir sınırlar (Örneğin., gözeneklilik, çatlaklar) | ASME B36.10 ve B36.19 ile uyumlu BORU'dur., API 1104, ISO 5817 | Yapısal bütünlüğü ve standartlara uyum sağlar. |
| Eğim açısı | Boru açısı kaynak için uç hazırlama | 30° –37.5 ° (V-groove için tipik olarak 37.5 °) | Kaynak penetrasyonunu ve mukavemetini etkiler. |
| Kaynak İşlemi | Kullanılan kaynak türü (Örneğin., GTAW, SMAW, GMAW) | TIG, BEN, Sopa, Suya dalmış ark | Kaynak kalitesini belirler, hız, ve maliyet. |
| Uygun tolerans | Kaynak yapmadan önce bileşenlerin hizalama doğruluğu | ± 1-2 mm (Standarda bağlı olarak) | Uygun eklem hizalamasını sağlar ve stresleri en aza indirir. |
| Hidrostatik test basıncı | Bütünlüğü sağlamak için test sırasında uygulanan basınç uygulanır | 1.5X Tasarım Basıncı (ASME B36.10 ve B36.19 ile uyumlu BORU'dur.) | Çalışma koşulları altında makara bütünlüğünü doğrular. |
| Yüzey | Yüzey işleme (Örneğin., dekapaj, pasivasyon, kaplama) | RA 0.8-3.2 um (Paslanmaz çelik için) | Etkileri Korozyon direncini ve sıvı akış karakteristikleri. |
| Boyutsal Tolerans | Makara boyutlarında izin verilen sapma | Uzunluk için ± 3 mm, Hizalama için ± 1,5 mm | Saha kurulumu ile uyumluluğu sağlar. |
| Isı tedavisi | Kaynak sonrası ısıl işlem (PWHT) Gereksinimler | 600Karbon çeliği için –700 ° C (Eğer gerekirse) | Artık gerilmeleri azaltır ve kaynak dayanıklılığını iyileştirir. |
| Tahribatsız test (NDT) | Kusurları tespit etme yöntemleri (Örneğin., RT, UT, PT, MT) | Radyografi, Ultrasonik, Penetran, Manyetik parçacık | Makaraya zarar vermeden kaynak ve malzeme bütünlüğünü sağlar. |
| Makara Ağırlığı | İmal edilen makaranın toplam ağırlığı | 10 KG'ye birkaç ton | Ulaşım ve kaldırma gereksinimlerini etkiler. |
Anahtar parametrelerin açıklaması
- Boru çapı ve et kalınlığı: Boru çapı ve duvar kalınlığı, makaranın basıncı işleme kapasitesini belirlemek için kritiktir., akış hızı, ve yapısal yükler. Örneğin, Zamanlama 80 Boruların programdan daha kalın duvarları vardır 40, onları daha yüksek basınçlı uygulamalar için uygun hale getirmek, ancak malzeme ve imalat maliyetlerini arttırmak.
- Bilimsel düşünce: Çember stresi (p) basınç altındaki bir boruda formül kullanılarak hesaplanır:
S = (P · D) / (2t)
sürünme deney koşullarını gösterir
Piç baskı,Ddış çap, vetduvar kalınlığı. Uygun kalınlığı seçmek, makaranın operasyonel streslere başarısız olmadan dayanmasını sağlar. - Malzeme tipi: Yaygın malzemeler arasında karbon çeliği bulunur (Örneğin., ASTM A106), Paslanmaz çelik (Örneğin., 304/316), ve alaşım çelikler (Örneğin., Yüksek sıcaklık uygulamaları için P91). Malzeme seçimi işlem sıvısına bağlıdır, sıcaklık, ve korozyon ortamı.
- Bilimsel düşünce: Verim gücü gibi malzeme özellikleri, termal genişleme, ve korozyon direnci analiz edilmelidir. Örneğin, Yüksek krom içeriği nedeniyle aşındırıcı ortamlarda paslanmaz çelik tercih edilir, pasif bir oksit tabakası oluşturan.
- Kaynak kusur kriterleri: Kaynak kusurları (Örneğin., gözeneklilik, Füzyon eksikliği) ASME B31.3 veya ISO gibi standartlar kullanılarak değerlendirilir 5817. Yapısal bütünlüğü sağlamak için kusurlar kabul edilebilir sınırlar dahilinde olmalıdır.
- Bilimsel düşünce: Kaynak kusurları stres konsantratörleri olarak işlev görebilir, Makaranın yorgunluk ömrünü azaltmak. Tahribatsız test (NDT) Radyografi ve ultrasonik test gibi yöntemler, yüzey altı kusurlarını tespit etmek için kullanılır.
- Arka açı ve uyum toleransı: Uygun eğim, yeterli kaynak penetrasyonu sağlar, sıkı oturma toleransları yanlış hizalama ve artık gerilmeleri azaltırken. Yanlış hizalanmış eklemler stres konsantrasyonlarına ve erken başarısızlığa yol açabilir.
- Bilimsel düşünce: Eğim açısı kaynak havuzu dinamiklerini ve ısıya etkilenen bölgeyi etkiler (YAPMAK). 37.5 ° V-Groove, popo kaynakları için standarttır, Penetrasyon ve dolgu malzemesi kullanımı dengeleme.
- Kaynak İşlemi: Yaygın kaynak işlemleri gaz tungsten ark kaynağını içerir (GTAW / Turn) yüksek hassasiyetli kaynaklar için, Gaz metal ark kaynağı (Gmaw/Mig) Daha hızlı üretim için, ve korumalı metal ark kaynağı (Smaw/Stick) saha onarımları için.
- Bilimsel düşünce: Kaynak işlemi seçimi ısı girişini etkiler, HAZ'ın mikro yapısını etkiler. Örneğin, GTAW daha küçük bir HAZ üretir, Yüksek alaşımlı malzemelerde çatlama riskini azaltmak.
- Hidrostatik test: Hidrostatik test, makaranın tasarım basıncına dayanma yeteneğini doğrular. Test basıncı tipik olarak 1.5 Tasarım baskısının zamanları, ASME B31.3'e göre.
- Bilimsel düşünce: Test, basınç altında hiçbir sızıntı veya deformasyonun gerçekleşmesini sağlamaz., Kaynak ve malzemelerin bütünlüğünü doğrulamak.
- Yüzey kaplaması ve ısıl işlem: Farmasötikler gibi endüstrilerde yüzey kaplaması kritik öneme sahiptir, Pürüzsüz yüzeylerin nerede (Düşük RA değerleri) Bakteriyel büyümeyi önleyin. Kaynak sonrası ısıl işlem (PWHT) Kaynaklardaki kalıntı gerilmeleri azaltır, özellikle kalın duvarlı veya yüksek alaşımlı makaralar için.
- Bilimsel düşünce: PWHT, Kaynak ve HAZ'ın mikro yapısını değiştirir, Sertliğin iyileştirilmesi ve stres korozyonu çatlaması riskini azaltmak.
3. Sürecin bilimsel ve teknik analizi
Boru Makarası İmalatı, malzeme bilimini entegre eden çok disiplinli bir süreçtir., makine Mühendisliği, ve kalite kontrol. Aşağıda, bilimsel ilkelerin ve ilgili teknik hususlar ayrıntılı bir analizi bulunmaktadır..
3.1 Malzeme Bilimi Hususları
Malzemelerin seçimi, boru sisteminin çalışma koşulları tarafından yönlendirilir, sıcaklık dahil, basınç, ve sıvının aşındırıcısı. Anahtar malzeme özellikleri:
- Verim gücü ve gerilme mukavemeti: Borunun iç basıncına ve harici yüklere dayanma yeteneğini belirler.
- Termal iletkenlik ve genişleme: Yüksek sıcaklık uygulamaları için kritik, termal genişlemenin yanlış hizalanmaya veya strese neden olabileceği yerler.
- Korozyon Direnci: Deniz suyu gibi sıvılar için gerekli, asitler, veya hidrokarbonlar. Örneğin, Paslanmaz çelik 316L, molibden içeriği nedeniyle deniz ortamlarında kullanılır, bu da çukurlaşma direncini arttırır.
Örnek hesaplama
İçin karbon çelik boru (ASTM A106 Gr. B) çapında 12 inç (304.8 mm), duvar kalınlığı 10 mm, ve iç baskısı 50 bar (5 MPa), Çember stresi:
A106 GR'nin akma mukavemeti. B yaklaşık olarak 240 MPa, bir güvenlik faktörü sağlamak:
Bu, borunun uygulama için uygun olduğunu gösterir, Bir güvenlik faktörü olarak > 2 tipik olarak gereklidir.
3.2 Kaynak bilimi
Kaynak, boru makarası imalatının omurgasıdır, ve kalitesi makaranın performansını doğrudan etkiler. Temel bilimsel hususlar arasında:
- Isı girişi: Aşırı ısı girişi, HAZ'da tahıl büyümesine neden olabilir, Sertliği azaltmak. Isı girişi (Q) olarak hesaplanır:
Q = (Voltaj · Akım · 60) / Kaynak hızı (mm/dak)
- Kaynak kusurları: Gözeneklilik, kapanımlar, ve çatlaklar kaynağın bütünlüğünü tehlikeye atabilir. Bunlar uygun koruyucu gaz seçimi ile en aza indirilir, Elektrot Seçimi, ve kaynakçı beceri.
- Artık stresler: Kaynak, termal genişleme ve kasılmaya bağlı kalıntı gerilmeleri indükler. PWHT veya kontrollü soğutma bu stresleri azaltabilir.
3.3 Akışkan dinamiği ve boru tasarımı
Makaranın iç akış özellikleri hizmetteki performansını etkiler. Dikkat edilmesi gereken önemli noktalar şunlardır:
- Basınç düşüşü: Boru çapı ile belirlenir, uzunluğu, ve yüzey pürüzlülüğü. Darcy-Weisbach denklemi, basınç düşüşünü hesaplamak için kullanılır:
ΔP = f · (L / D) · (P V² / 2)
sürünme deney koşullarını gösterir
fsürtünme faktörü,Lboru uzunluğu mu,Dçapı,ρsıvı yoğunluğu, veVhız mı. - Akış rejimi: Laminer veya türbülanslı akış, basınç düşüşü ve erozyon oranlarını etkiler. Yüksek hızlı sıvılar için, daha pürüzsüz yüzeyler (Örneğin., Elektropolize paslanmaz çelik) türbülansı azaltmak için tercih edilir.
3.4 Yapısal Bütünlük
Makara iç baskıya dayanmalıdır, harici yükler (Örneğin., rüzgâr, sismik), ve termal genişleme. Sonlu Eleman Analizi (FEA) genellikle stresleri simüle etmek ve makaranın tasarım gereksinimlerini karşılamasını sağlamak için kullanılır. Örneğin, ASME B31.3, malzeme özelliklerine ve çalışma koşullarına dayalı izin verilen streslerin hesaplanması için yönergeler sağlar..
4. Malzeme seçimi ve etkileri
Malzeme seçimi, boru makarası imalatının kritik bir yönüdür, Maliyeti etkilediği için, dayanıklılık, ve performans. Aşağıda ortak malzemeleri ve uygulamalarını özetleyen bir tablo var.
Tablo 2: Boru Makarası İmalatı için Ortak Malzemeler
| Malzeme | Standart | Uygulamalar | Avantajları | Sınırlamalar |
|---|---|---|---|---|
| Karbon çelik (A106 GR. B) | ASTM A106 | Petrol ve gaz, Su, buhar | Uygun maliyetli, yüksek mukavemetli | Korozyona duyarlı |
| Paslanmaz çelik (304/316) | ASTM A312 | Kimyasal, eczacılığa ait, Deniz | Korozyona dayanıklı, dayanıklı | Daha yüksek maliyet, Karbon çeliğinden daha düşük mukavemet |
| Alaşım çelik (P91, P22) | ASTM A335 | Yüksek sıcaklıklı enerji santralleri | Yüksek sıcaklık gücü, sürünme direnci | Masraflı, PWHT gerektirir |
| Çift taraflı paslanmaz çelik | ASTM A790 | Açık deniz petrol ve gaz, aşındırıcı ortamlar | Yüksek güç, mükemmel korozyon direnci | Karmaşık kaynak, yüksek maliyet |
| PVC/CPVC | ASTM D1785 | Su arıtma, düşük basınçlı sistemler | Hafif, Korozyona dayanıklı | Düşük sıcaklık ve basınçlarla sınırlı |
Bilimsel düşünceler
- korozyon: Korozyon oranı sıvı kimyasına ve malzeme özelliklerine bağlıdır. Örneğin, Paslanmaz çelik 316L, korozyon oranına sahiptir. <0.1 Deniz suyunda mm/yıl, nazaran >1 Karbon çeliği için mm/yıl.
- Termal Genleşme: Paslanmaz çelik gibi malzemeler daha yüksek termal genleşme katsayılarına sahiptir (Örneğin., 16 için µm/m · k için 316 SS vs. 12 Karbon çeliği için µm/m · k), Yüksek sıcaklık sistemlerinde genişleme derzleri veya esnek destek gerektiren.
- Kaynaklanabilirlik: Dubleks paslanmaz çelik gibi yüksek alaşımlı malzemeler, faz dengesizliklerini önlemek için kaynak parametrelerinin hassas kontrolünü gerektirir (Örneğin., Ferrit-austenit oranı).
5. İmalat teknikleri ve ekipmanı
İmalat süreci birkaç adım içerir, her biri özel ekipman ve teknikler gerektirir. Aşağıda temel aşamalara ve araçlara genel bir bakış.
5.1 Kesme ve eğim
- İşlem: Borular uzunluğa kadar kesilir ve kaynak için hazırlanmak için eğilir. Yaygın yöntemler plazma kesimini içerir, oksi yakıt kesimi, ve mekanik kesim.
- Teçhizat: CNC boru kesme makineleri, Makineler.
- Bilimsel düşünce: Kesin kesim boyutsal doğruluğu sağlar, uygun eğim kaynak penetrasyonunu kolaylaştırırken. Örneğin, 37.5 ° eğim açısı, v-groove kaynaklarının penetrasyon ve dolgu malzemesi kullanımını dengelemek için standarttır.
5.2 Kaynak
- İşlem: Bileşenler, GTAW gibi kaynak işlemleri kullanılarak birleştirilir, GMAW, veya SMAW. Otomatik kaynak sistemleri tutarlılık için giderek daha fazla kullanılmaktadır.
- Teçhizat: Yörünge kaynak makineleri, Tig/Mig Kaynakçılar, kaynak konumlandırıcıları.
- Bilimsel düşünce: Kaynak kalitesi, akım gibi parametrelere bağlıdır, Gerilim, ve seyahat hızı. Örneğin, Paslanmaz çeliğin bozulmayı en aza indirmesi için düşük ateşli girişli GTAW tercih edilir.
5.3 Montaj ve uyum
- İşlem: Bileşenler, uygun oturumu sağlamak için kaynak yapmadan önce hizalanır ve kenetlenir.
- Teçhizat: Boru hizalama kelepçeleri, jig, ve fikstürler.
- Bilimsel düşünce: Yanlış hizalama kalıntı gerilmeleri indükleyebilir, Yorgunluk ömrünü azaltmak. ± 1-2 mm'lik toleranslar tipik olarak gereklidir.
5.4 Denetim ve test
- İşlem: Tahribatsız test (NDT) radyografi gibi yöntemler (RT), ultrasonik muayene (UT), ve boya penetran testi (PT) kaynak kalitesini doğrulamak için kullanılır. Hidrostatik veya pnömatik test sızıntı-sıkı olmasını sağlar.
- Teçhizat: X-ışını makineleri, Ultrasonik kusur dedektörleri, Basınç Testi Teçhizatları.
- Bilimsel düşünce: NDT yöntemleri çatlaklar veya gözeneklilik gibi kusurları tespit eder, stres konsantratörleri görevi görebilir. Hidrostatik test, makaranın tasarım basıncına dayanma yeteneğini doğrular.
6. Kalite Kontrolü ve Standartları
Endüstri standartlarına ve proje spesifikasyonlarına uygunluğu sağlamak için boru makarası imalatında kalite kontrolü çok önemlidir. Anahtar standartlar şunları içerir::
- ASME B36.10 ve B36.19 ile uyumlu BORU'dur.: Proses Boruları, Yönetim Tasarımı, imalat, ve test.
- API 1104: Boru hatlarının ve ilgili tesislerin kaynağı.
- ISO 5817: Kaynak kusurları için kalite seviyeleri.
- ASTM Standartları: Malzeme özellikleri (Örneğin., A106, A312).
Kalite kontrol önlemleri
- Malzeme Muayene: Malzeme sertifikalarını doğrulayın ve spesifikasyonlara uyumu sağlamak için kimyasal analiz yapın.
- Kaynak Kusurlu Değerlendirme: Kusurları tespit etmek ve kaynakların kabul kriterlerini karşılamasını sağlamak için NDT kullanın.
- Boyutlu Kontroller: Toleranslara uyum sağlamak için makara boyutlarını ölçün.
- Basınç Testi: Bütünlüğü doğrulamak için hidrostatik veya pnömatik testler yapın.
- Belgeleri: Malzeme sertifikalarının kayıtlarını koruyun, kaynak haritaları, ve izlenebilirlik için test raporları.
Bilimsel düşünce: İstatistiksel süreç kontrolü (SPC) imalat kalitesini izlemek için kullanılabilir. Örneğin, Kontrol grafikleri kaynak kusur oranlarını izleyebilir, kabul edilebilir sınırlar içinde kaldıklarından emin olmak.
7. Optimizasyon ve verimlilik hususları
Boru makarası imalatının verimliliğini en üst düzeye çıkarmak için, Birkaç strateji kullanılabilir:
- Otomasyon: Hassasiyeti artırmak ve işçilik maliyetlerini azaltmak için CNC kesme makinelerini ve otomatik kaynak sistemlerini kullanın.
- Yalın üretim: Atıkları en aza indirmek için yalın ilkeleri uygulayın, malzeme kullanımını optimize etmek ve yeniden çalışmayı azaltmak gibi.
- Modüler tasarım: Alan kaynaklarını en aza indirmek için makaralar tasarlayın, Yerinde işçiliği ve maliyetleri azaltmak.
- Dijital araçlar: Bina Bilgi Modellemesini Kullanın (Bim) ve makara tasarımlarını planlamak ve görselleştirmek için 3D CAD yazılımı, Saha koşulları ile uyumluluğun sağlanması.
- Tedarik zinciri yönetimi: Üretim gecikmelerini önlemek için malzemelerin zamanında teslim edilmesini sağlayın.
Bilimsel düşünce: Optimizasyon, operasyon araştırma teknikleri kullanılarak modellenebilir, doğrusal programlama gibi, Proje kısıtlamalarını karşılarken maliyetleri en aza indirmek. Örneğin, Objektif işlev toplam imalat maliyetini en aza indirebilir:
sürünme deney koşullarını gösterir Cm maddi maliyet mi, Cl İşgücü maliyeti, ve Ct ulaşım maliyeti mi, Teslimat son tarihleri ve kalite standartları gibi kısıtlamalara tabi.
8. Vaka çalışmaları ve pratik uygulamalar
Örnek Olay İncelemesi 1: Petrol ve gaz rafinerisi
Bir rafineri projesi gerekli 500 ham petrol işleme ünitesi için boru makaraları. Makaralar karbon çeliği kullanılarak üretildi (A106 GR. B) 4 ”ila 24” arasında değişen çaplar ve 40-80 duvar kalınlığı programı. Ana zorluklar dahil:
- korozyon: Ham yağ, kükürt bileşikleri içeriyordu, Dahili kaplamalar gerektiren.
- Sıkı Toleranslar: Makaralar mevcut ekipmanlarla uyumlu olmak zorunda kaldı, ± 1 mm boyutsal doğruluk gerektiren.
- Zamanlama: Proje zaman çizelgesi, çoklu makaraların paralel imal edilmesini gerektiriyordu.
Çözüm
- Yüksek kaliteli kaynaklar sağlamak için otomatik GTAW kaynağı kullanıldı.
- Uygulanan radyografik test (RT) Tüm kritik kaynaklar için.
- Makara tasarımlarını saha koşulları ile koordine etmek için BIM kullanıldı.
Sonuç
Proje zamanında tamamlandı, hidrostatik test sırasında sıfır sızıntı ve ASME B31.3'e tam uyum ile.
Örnek Olay İncelemesi 2: Farmasötik bitki
Paslanmaz çelik gerektiren farmasötik bir bitki (316L) steril bir su sistemi için makaralar. Anahtar gereksinimler dahil:
-
- Yüzey: Ra < 0.8 Bakteriyel büyümeyi önlemek için µm.
- Temizlik: İmalat sırasında kontaminasyon yok.
- Kaynak kalitesi: 100% Kaynaklar için radyografik inceleme.
Çözüm
- Tutarlı için kullanılmış orbital gTAW kaynağı, yüksek kaliteli kaynaklar.
- Gerekli yüzey kaplamasını elde etmek için elektropolizasyon gerçekleştirildi.
- Korozyon direncini arttırmak için pasivasyon gerçekleştirildi.
Sonuç
Makaralar sıkı FDA gereksinimlerini karşıladı, İyi üretim uygulamalarına uyum sağlamak (Gmp).
Boru Makarası İmalatı bir karmaşıktır, Malzemelerin dikkatli bir şekilde değerlendirilmesini gerektiren multidisipliner süreç, kaynak teknikleri, kalite kontrolü, ve optimizasyon stratejileri. ASME B31.3 gibi endüstri standartlarına uyarak ve gelişmiş imalat tekniklerini kullanarak, Üreticiler, petrol ve gaz gibi endüstrilerin taleplerini karşılayan yüksek kaliteli makaralar üretebilir, Petrokimya, ve eczacılık. Tablolarda özetlenen temel parametreler - boru çapı, duvar kalınlığı, malzeme tipi, kaynak kalitesi, ve test gereksinimleri - imalat işleminin omurgasını oluşturun, yapısal bütünlüğün ve operasyonel güvenilirliğin sağlanması.
Birincil Anahtar Kelimeler:
Boru Makarası İmalatı
Boru makarası üretimi
Prefabrik boru sistemleri
Boru makarası düzeneği
Endüstriyel boru imalatı
Teknik Anahtar Kelimeler:
Boru Kaynak Teknikleri
Tahribatsız test (NDT) boru için
Boru makaraları için hidrostatik test
ASME B31.3 Uyum
Kaynak Kusurluk Standartları
Malzemeyle ilgili anahtar kelimeler:
Karbon Çelik Boru Makaraları
Paslanmaz çelik boru imalatı
Alaşım çelik boru makaralar
Dubleks paslanmaz çelik borular
PVC boru makarası üretimi
Sektöre özgü anahtar kelimeler:
Petrol ve gaz boru üretimi
Petrokimyasal boru makaraları
Farmasötik boru sistemleri
Elektrik santrali borusu imalat
Su arıtma boru çözeltileri
İşlem ve Ekipman Anahtar Kelimeleri:
CNC boru kesimi
Boru makaraları için yörünge kaynak
İlgili mesajlar












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
İndüksiyon virajları standart viraj açılarında gelir (Örneğin. 45°, 90°, vb.) veya belirli viraj açılarında özel yapılabilir. Bileşik viraj (düzlemsiz) Tek bir boru eklemindeki virajlar da üretilebilir. Viraj yarıçapı, çapın bir fonksiyonu olarak belirtilir. Örneğin, İndüksiyon virajları için ortak viraj yarıçapı 3D'dir, 5D ve 7D, burada d nominal boru çapıdır.