

OD nedir, iç çap, Çelik boru nominal çapı?
Mayıs ayı 16, 2018
Çelik ağırlık hesaplama formülü
Mayıs ayı 21, 2018
Spiral çelik boru üretim süreci ve düz dikişli çelik boru farklıdır: ham madde olarak şerit sarmal, genellikle sıcak ekstrüzyon kalıplama, Otomatik çift telli, çift taraflı daldırılmış metal ark kaynağı işlemi spiral dikiş çelik boru.
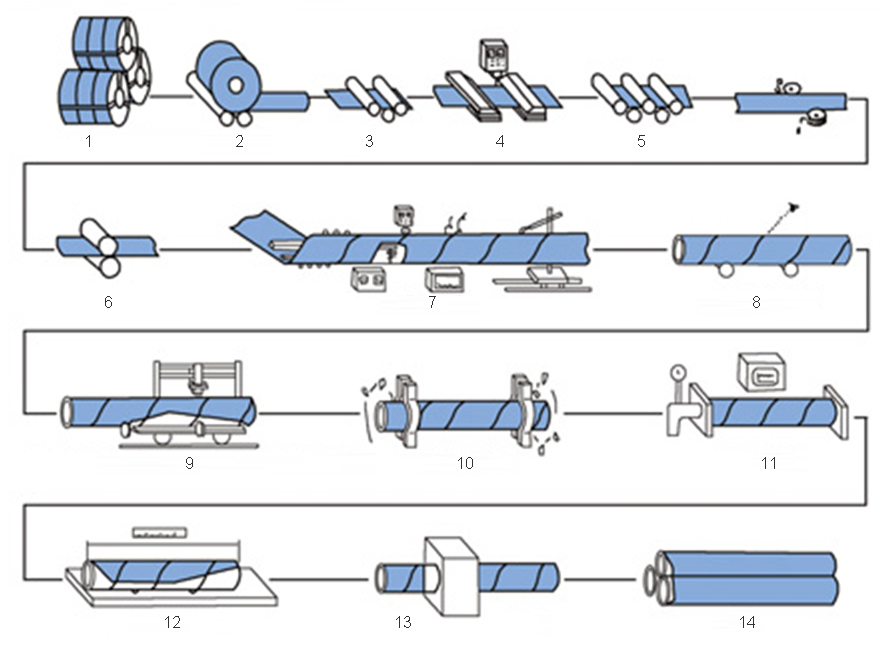
2. Sökme
3. Kaba Tesviye
4. Bitiş Kesme ve Alın Kaynak
5. Hassas Tesviye
6. Teslim
7. İç ve Dış Kaynak ile Şekillendirme
8. Kaynak Cüruf Temizleme & Genel Denetim
9. onarım Kaynak, X-Ray İnceleme, Tarama, Manuel UT tarafından Ve Yeniden İnceleme
10. Pah
11. Hidrostatik test
12. Otomatik Uzunluk Ölçümü ve Tartımı
13. Kaplama ve İşaretleme
14. depolama
(1) Hammadde çelik bobinleri, kaynak teli, ve akı. yatırım yapmadan önce zorlu fiziksel ve kimyasal testlerden geçmek zorunda.
(2) çelik şeritlerin uç uca kaynaklama için, Tek telli ya da çift telli daldırılmış ark kaynağı kullanılır, ve bobinler çelik boru haline getirilir sonra, Otomatik tozaltı kaynağı kaynak telafi etmek kullanılır.
(3) şekillendirme önce, şerit düzleştirilir, kesilmiş, kenarlı, yüzey temizliği ve ön flanş. (4) elektrik temas basıncı göstergesi şeridinin düzgün bir teslim edilmesini sağlamak için konveyörün her iki tarafta sıkıştırma silindiri basıncını kontrol etmek için kullanılır.
(5) Harici kontrol veya iç kontrol rulo şekillendirme.
(6) Kaynak boşluğu kontrol cihazı kaynak aralık kaynağı gereksinimlerini karşılayan sağlamak için kullanılır, ve boru çapı, hiza miktarı, ve kaynak boşluk tüm katı kontrollü olan.
(7) İç ve dış kaynak tüm Amerika Birleşik Devletleri Lincoln elektrikli kaynak makinası kullanılarak kaynak, tek telli ya da çift telli daldırılmış ark tarafından kaynaklanmış, bu suretle kararlı kaynak özellikleri elde etmek.
(8) Kaynaklı kaynaklar Herşeyden tahribatsız muayene kapsama sağlamak için bir online kesintisiz ultrasonik otomatik kusur tester tarafından denetlendi 100% spiral kaynaklar. kusurlar varsa, bunlar otomatik alarma ve boyanacak. Üretim işçiler zamanında kusurları ortadan kaldırmak için herhangi bir zamanda süreç parametrelerini ayarlar.
(9) bir hava plazma kesici kullanarak tek parçalar halinde çelik boru kesmek.
(10) Tek bir çelik boru halinde kestikten sonra, katı bir ilk inceleme sistemi mekanik özelliklerini incelemek için her bir yığın ilk üç boru her biri için gerçekleştirilecektir, kimyasal bileşimi, füzyon durumu, çelik boru yüzey kalitesi, ve boru verme süreci sağlamak için test tahribatsız. resmen üretim koymak için önce Kalifiye.
(11) sürekli bir ses dalgası kusur tespit işareti kaynak ile olduğu yerde, Manuel ultrasonik ve röntgen gözden geçirdikten sonra, bir hata varsa, tamirden sonra, kusur giderildikten teyit edilene kadar tekrar tahribatsız testine tabi tutulmalıdır.
(12) Alın kaynaklarında ve çelik şeridinin spiral kaynak ile kavşak popo eklemler tüm röntgen Televizyon veya film tarafından incelenir.
(13) Her boru hidrostatik test edilir ve basınç radyal sızdırmaz olduğu. Test basınç ve zaman sıkı bir şekilde boru hidrolik basınç test cihazı tarafından kontrol edilir. Deney parametreleri otomatik olarak basılır ve kaydedilir.
(14) Son boru-işleme gerçekleştirilir, böylece uç yüzün verticality, oluk açısı ve küt uç doğru bir şekilde kontrol edilir.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}