

Ống thép năng lượng mới
Tháng mười 13, 2024
Ăn mòn bên trong giếng dầu khí: Những thách thức và cơ hội của chất ức chế ăn mòn
Tháng mười 18, 2024-steel-pipe-750x480.jpg)
ASTM A335 P91 10Cr9Mo1VNbN – Nghiên cứu quy trình hàn và xử lý nhiệt
trừu tượng: Thép ASTM A335 P91 10Cr9Mo1VNbN là nguyên liệu chất lượng cao dùng để sản xuất nồi hơi ống. Tuy nhiên, nó có khả năng hàn kém và rất nhạy cảm với nhiệt độ xử lý nhiệt. hơn nữa, nó có xu hướng nứt lạnh cao, làm cho nó dễ bị phát hiện các đặc tính cơ học không đủ tiêu chuẩn như độ bền va đập và độ cứng trong vùng hàn và vùng chịu ảnh hưởng nhiệt sau khi hàn. Nghiên cứu tổng thể quy trình hàn 10Cr9Mo1VNbN. Các thông số quy trình hàn và xử lý nhiệt cho ống thép được tối ưu hóa thông qua các thử nghiệm hàn và đánh giá quy trình hàn. Thi giúp cải thiện chất lượng hàn của ống thép ASTM A335 P91 10Cr9Mo1VNbN, có thể cung cấp tài liệu tham khảo về quy trình hàn cho các sản phẩm vật liệu tương tự.
Từ khóa: Thép ASTM A335 P91 10Cr9Mo1VNbN; sự hàn; xử lý nhiệt; quá trình; tối ưu hóa
Thép ASTM A335 P91 10Cr9Mo1VNbN lần đầu tiên được phát triển thành công tại Phòng thí nghiệm quốc gia Oak Ridge ở Hoa Kỳ, và mác thép được chỉ định là ASTMA335P91, gọi là thép P91. Sau khi nước tôi phát triển thành công thép P91, nó được đưa vào tiêu chuẩn quốc gia và mác thép được chỉ định là 10Cr9Mo1VNbN. 10Thép Cr9MolVNbN thu được bằng cách giảm hàm lượng C trên cơ sở thép chuẩn 9Cr-1Mo, thêm các nguyên tố vi lượng như Nb và V, và điều khiển thích hợp phần tử N. So với thép không gỉ thông thường, Vật liệu thép ASTM A335 P91 10Cr9Mo1VNbN có ưu điểm về hiệu suất cơ học ở độ bền nhiệt độ cao, căng thẳng cho phép, hệ số giãn nở nhiệt, dẫn nhiệt, độ dai va đập, hiệu suất uốn tổng thể, hiệu suất mệt mỏi ở nhiệt độ cao và khả năng chống oxy hóa ở nhiệt độ cao [1-51, có thể giải quyết vấn đề xuống cấp về mặt tổ chức của thép chịu nhiệt thông thường trong quá trình vận hành và giảm thiểu sự cố vỡ đường ống. Là vật liệu sản xuất chất lượng cao thay thế thép chịu nhiệt thông thường trong sản xuất và chế tạo ống lò hơi. Nhược điểm của thép ASTM A335 P91 10Cr9Mo1VNbN là khả năng hàn kém, độ nhạy cao với nhiệt độ xử lý nhiệt, xu hướng nứt lạnh cao, và vấn đề giảm độ bền của mối hàn trong quá trình hàn và hư hỏng sớm của phôi do chúng gây ra. sau khi hàn, dễ dàng phát hiện các khuyết tật như tính chất cơ học không đạt tiêu chuẩn như độ bền va đập và độ cứng ở vùng hàn và vùng chịu ảnh hưởng nhiệt 6-81. Để hiểu đầy đủ, sâu sắc các đặc tính hàn của thép ASTM A335 P91 10Cr9Mo1VNbN và giải quyết các vấn đề kỹ thuật trong quá trình hàn thực tế, nhân viên và học giả có liên quan đã thực hiện nghiên cứu. Xiong Yifeng và cộng sự.. nhận thấy độ cứng vùng chịu ảnh hưởng nhiệt của mối hàn thép 10Cr1·9Mo1VNbN giảm khi nhiệt độ gia nhiệt trước tăng, nhiệt độ làm nóng trước tối thiểu không thể thấp hơn 150oC, và xu hướng nứt nguội của vật liệu giảm đáng kể sau khi gia nhiệt trước. Zhu Ping thu được ảnh hưởng của nhiệt độ cách nhiệt khác nhau đến độ bền, độ cứng, độ bền va đập và vi cấu trúc của mối hàn thép P91 qua thử nghiệm xử lý nhiệt sau hàn, và thấy rằng ngay cả khi sử dụng nhiệt độ cách nhiệt thấp hơn, độ cứng của khớp cao hơn các chỉ số được yêu cầu bởi các thông số kỹ thuật liên quan. Liu Chisen và cộng sự10 đề xuất rằng việc ngăn ngừa vết nứt nguội khi hàn là biện pháp chính để đảm bảo chất lượng hàn của thép P91, và sử dụng hợp lý việc gia nhiệt trước khi hàn và áp dụng các biện pháp xử lý nhiệt sau khi hàn để ngăn ngừa xuất hiện vết nứt nguội trong hàn.. Các đường ống dẫn Vật liệu của dự án hệ thống thu hồi nhiệt thải lò đốt đuôi thiết bị lọc khí tự nhiên của công ty là thép ASTM A335 P91 10Cr9Mo1VNbN. Để đảm bảo chất lượng hàn đường ống đáp ứng các tiêu chuẩn và có được các thông số quy trình hàn và xử lý nhiệt đáng tin cậy, bài báo này tiến hành phân tích đặc tính hàn vật liệu, Kiểm tra hàn và đánh giá quá trình hàn.
-alloy-steel-pipe.jpg)
1 Vật liệu và thiết bị kiểm tra hàn thép ASTM A335 P91 10Cr9Mo1VNbN
1.1 Vật liệu
1.1.1 thi lại
Vật liệu thử nghiệm ASTM A335 P91 10Cr9Mo1VNbN là vật liệu nội địa Ống thép liền mạch cho nồi hơi áp suất cao, với kích thước φ114,3mm×14mm, và trạng thái cung cấp được chuẩn hóa + nóng tính. Theo GB5310-2008 “Ống thép liền mạch cho nồi hơi áp suất cao”, thành phần hóa học của nó, tính chất cơ học và độ cứng được kiểm tra lại. Kết quả được thể hiện trong bảng 1 và 2, tất cả đều đáp ứng được yêu cầu tiêu chuẩn.
Bàn 1 Kết quả thử lại thành phần hóa học (phần khối lượng) của ống thép ASTM A335 P91 10Cr9Mo1VNbN
| element | C | MnSiSPCrMo | |||||
| Standard content | 0.08~ 0.12 | 0.3~ 0.6 | 0.2~ 0,5 | .00,01 | ≤0.02 | 8.0~ 9,5 | 0.85~ 1,05 |
| actual content | 0.1 | 0.46 | 0.28 | 0.002 | 0.012 | 8.78 | 0.93 |
| element | V | Ni | Ống / Ống thép hợp kim liền mạch | Ti | NB | Zr | N |
| Standard content | 0.18~ 0.25 | ≤0.40 | ≤0.02 | .00,01 | ≤0.10 | .00,01 | 0.03-0.07 |
| actual content | 0.20 | 0.06 | 0.006 | 0.002 | 0.08 | 0.002 | 0.041 |
Bảng 2Kết quả thử nghiệm lại đặc tính cơ lý ống thép ASTM A335 P91 10Cr9Mo1VNbN
| Mechanical properties | MPa Tensile strength R/MPa | MPa Yield strength R/MPa | /% Elongation A/% | HRC Hardness/HRC |
| Standard requirements | ≥585 | ≥415 | ≥20 | 25 |
| actual performance | 655,660 | 505,495 | 29,30.5 | 20,19 |
1.1.2 Lựa chọn vật liệu hàn
Khi hàn thép ASTM A335 P91 10Cr9Mo1VNbN, không chỉ các vết nứt nguội dễ dàng được tạo ra, mà còn xảy ra các vết nứt nóng khi vật liệu hàn không phù hợp121. Vật liệu hàn nên được lựa chọn theo nguyên tắc phù hợp với thành phần, và hàm lượng các nguyên tố hợp kim như Cr, Mo, V, và N trong vật liệu hàn phải được kiểm soát chặt chẽ để đảm bảo cấu trúc và tính năng của mối hàn phù hợp nhất có thể với vật liệu gốc.
Sản phẩm dây hàn hồ quang argon ER90S-B9 nhãn hiệu MTS3 quy cách 2.4mm của hãng hàn Bōhler được lựa chọn làm vật liệu hàn. Thành phần hóa học của vật liệu hàn được thể hiện trong Bảng 3, đáp ứng các yêu cầu của Bộ luật ASME, Mục Phần C-2021 “Thông số kỹ thuật cho que hàn, Điện cực, và đặc điểm kỹ thuật vật liệu kim loại màu” [13].
-steel-pipe.jpg)
Bàn 3 Thành phần hóa học của vật liệu hàn ER90S-B9 dùng trong thử nghiệm
 .
.
1.2 Thiết bị kiểm tra
Các thiết bị hàn sử dụng máy hàn điện AOTAIZX7-400STG. Đặc điểm của thiết bị này là dòng hàn có thể được điều chỉnh chính xác đến 1A, dòng điện lực đẩy có thể được điều chỉnh riêng, dòng điện hồ quang có thể được điều chỉnh riêng, và nó có hiệu suất nổi bật vòng cung tốt, và không dễ để xảy ra lỗi khởi động vòng cung, đứt hồ quang và dính que hàn.
2Đánh giá quy trình hàn thép ASTM A335 P91 10Cr9Mo1VNbN
Theo NB/T47014-2011 “Đánh giá quá trình hàn cho thiết bị chịu áp lực” 14, tổng hợp quy trình hàn thép ASTM A335 P91 10Cr9Mo1VNbN và tiến hành đánh giá quy trình hàn.
2.1 Chuẩn bị mẫu
2.1.1 Xử lý góc xiên
Sử dụng ống thép liền mạch φ114.3mm×14mm, theo nhu cầu của dự án, gia công hai phần mẫu vật dài 150mm, và làm mỏng chúng bằng cách xử lý góc xiên. Các yêu cầu về hình dạng và kích thước góc xiên được thể hiện trong Hình 1. Trong quá trình xử lý, xử lý lạnh được thông qua, và chất lỏng cắt được bổ sung kịp thời trong quá trình cắt để tránh phôi quá nóng và làm giảm hiệu suất vật liệu gốc.
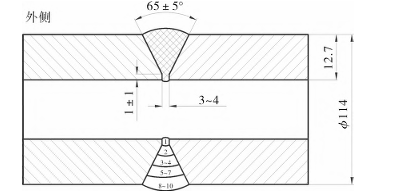
Nhân vật 1 Yêu cầu về hình dạng và kích thước rãnh mẫu
2.1.2 Vệ sinh và lắp ráp
Làm sạch nước, rỉ sét, dầu và các tạp chất có hại khác trên bề mặt rãnh và vùng lân cận (được đo từ mép rãnh, mỗi bên không nhỏ hơn 20mm), và mài rãnh cho đến khi ánh kim loại lộ ra. Sử dụng hàn hồ quang argon (GTAW) hàn và thực hiện hàn điểm lắp ráp.
2.1.3 Nhiệt độ làm nóng sơ bộ và kiểm soát nhiệt độ giữa các
Khi nhiệt độ gia nhiệt trước của mối hàn thấp hơn 100oC, vết nứt nguội rất dễ xảy ra sau khi hàn [15-16]. Tuy nhiên, nhiệt độ gia nhiệt trước và nhiệt độ giữa các lớp quá cao cũng có hại cho thép ASTM A335 P91 10Cr9Mo1VNbN, điều này sẽ làm giảm đáng kể độ bền của mối hàn17.
Dựa trên kết luận nghiên cứu tài liệu tham khảo [2], nhiệt độ gia nhiệt trước của mẫu hàn được đặt ở mức 150 ~ 200^∘ C. Sử dụng ngọn lửa để làm nóng trước. Khi nhiệt độ của điểm giám sát đạt đến nhiệt độ làm nóng trước, giữ nó trong một thời gian trước khi hàn.
Nhiệt độ giữa các đường ống được yêu cầu không vượt quá 250 ° C. Trong quá trình hàn, một nhiệt kế hồng ngoại được sử dụng để đo nhiệt độ giữa các mối hàn sau khi hoàn thành mỗi mối hàn, và thời gian hàn của từng mối hàn được kiểm soát hợp lý để đảm bảo nhiệt độ giữa các mối hàn không vượt quá yêu cầu của quy trình.
2.2 Hàn mẫu
2.2.1 Khí bảo vệ và tốc độ dòng chảy
Bảo vệ argon là một biện pháp quan trọng để cải thiện hiệu suất của mối hàn đế mẫu, và chất lượng khí cũng như các thông số vận hành cần được kiểm soát. Yêu cầu về độ tinh khiết của argon là 99.99% (phần khối lượng), và tốc độ dòng khí phía trước được khuyến nghị là 10 ~ 14L/phút. Cùng một lúc, cần thay thế khí argon ở mặt sau. Phương pháp cụ thể là dán giấy tan trong nước lên cả hai mặt của mẫu thử và cố định bằng băng dính nhiệt độ cao để tạo thành một buồng kín.. Tốc độ dòng khí được khuyến nghị là 8 ~ 10L/phút.
2.2.2 Thông số quá trình hàn
GTAW được sử dụng để hàn, và quá trình hàn bắt đầu sau khi nhiệt độ đạt đến nhiệt độ làm nóng trước. Lượng nhiệt đầu vào quá mức sẽ gây ra 8 ferit hình thành trong vùng ảnh hưởng nhiệt và vùng hàn, và cũng sẽ làm giảm đáng kể độ bền đứt gãy và độ bền va đập của mối hàn. Tài liệu tham khảo [1] nội dung liên quan, các thông số hàn của quá trình hàn được kiểm soát, xem bảng 4.
2.3 Xử lý nhiệt sau hàn
Khi phôi không được xử lý nhiệt giảm ứng suất sau khi ngừng hàn, Mối hàn được nung nóng đến nhiệt độ xác định và được giữ trong một khoảng thời gian để cho phép mối hàn nguội đi với tốc độ chậm hơn và cho phép hydro thoát ra khỏi mối hàn trong thời gian đủ.. Quá trình hoặc phương pháp này được gọi là xử lý sau nhiệt. Có hai mục tiêu của xử lý sau nhiệt: 1. Giảm ứng suất nhiệt và ngăn ngừa vết nứt hình thành trong quá trình làm mát. 2. Xử lý khử hydro để thúc đẩy sự khuếch tán và thoát hydro trong mối hàn và loại bỏ nguy cơ nứt do hydro gây ra ở giai đoạn sau. Nhiệt độ xử lý sau nhiệt

Bàn 4 Thông số quy trình hàn thép ASTM A335 P91 10Cr9Mo1VNbN
Nó phải thấp hơn nhiệt độ bắt đầu của quá trình biến đổi martensitic trong quá trình làm nguội thép liên tục để ngăn chặn austenite dư chưa trải qua quá trình biến đổi martensitic chuyển thành ferit hoặc ngọc trai, do đó làm giảm độ bền va đập của khớp.
Đối với thép ASTM A335 P91 10Cr9Mo1VNbN, các thông số nhiệt độ sau xử lý nhiệt được xác định dựa trên quá trình biến đổi làm nguội liên tục (CCT) đường cong [17]. Đường cong CCT của thép ASTM A335 P91 10Cr9Mo1VNbN được thể hiện trên Hình 2.
Nhiệt độ bắt đầu biến đổi martensitic M_S được xác định theo Hình 2 là khoảng 380oC. Kết hợp với kinh nghiệm sản xuất thực tế, các điều kiện quá trình xử lý nhiệt sau của ASTM A335 P91 10Cr9Mo1VNbN được đặt ở 300~350oC trong 2h.
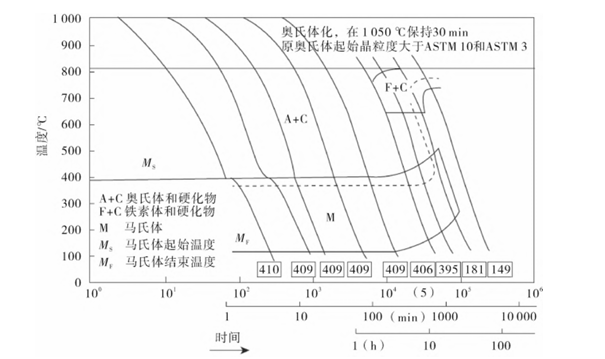
Hình 2 Đường cong biến đổi làm nguội liên tục của thép ASTM A335 P91 10Cr9Mo1VNbN (đường cong CCT)
2.3.2 Xử lý nhiệt sau hàn
Xử lý nhiệt sau hàn đề cập đến quá trình xử lý nhiệt trong đó mối hàn được làm nóng đến nhiệt độ nhất định (nói chung là nhiệt độ bắt đầu của quá trình biến đổi ngọc trai thành austenite trong quá trình nung nóng) 30~50^∘ C dưới đường vạch sau khi hàn, và giữ ở nhiệt độ này trong một thời gian nhất định, sao cho mối hàn được làm nguội ở tốc độ tương đối chậm để cải thiện cấu trúc và tính chất kim loại của mối hàn hoặc loại bỏ ứng suất dư. Theo NB/T47015-2011 “Mã hàn bình áp lực” 18, nhiệt độ xử lý nhiệt sau hàn của thép ASTM A335 P91 10Cr9Mo1VNbN được đặt ở 730oC, và việc xử lý cách nhiệt được thực hiện trong 13h. Tốc độ gia nhiệt tối đa được lấy bằng giá trị nhỏ hơn của (đơn vị oC/h, δ_PWHT là giá trị độ dày kim loại mối hàn tính bằng mm) và 220oC/h, và tốc độ làm mát tối đa được lấy là giá trị nhỏ hơn và 280oC/h. vì thế, tốc độ gia nhiệt được đặt thành 55~220^∘ C/h, và tốc độ làm mát được đặt thành 55~280^∘ C/h.
3Kiểm tra sau hàn thép ASTM A335 P91 10Cr9Mo1VNbN
Ngay sau khi hàn, kiểm tra sự hình thành mối hàn. Mối hàn và vật liệu nền có sự chuyển tiếp suôn sẻ, và không có khuyết điểm như undercut, thiếu sự hợp nhất và vết nứt. 24h sau khi hàn, mối hàn được kiểm tra không phá hủy như kiểm tra siêu âm (OUT) và thử nghiệm chụp ảnh phóng xạ (RT) để ngăn chặn các vết nứt muộn trong mối hàn. Thử nghiệm không phá hủy dựa trên NB/T47013-2015 “Kiểm tra không phá hủy thiết bị áp lực” 191.
4 Kiểm tra kiểm tra chất lượng hàn và phân tích kết quả
4.1 Phân tích thành phần hóa học
Mối hàn thép ASTM A335 P91 10Cr9Mo1VNbN được lấy mẫu và phân tích để xác định thành phần hóa học (Bàn 5). Thành phần đáp ứng yêu cầu NB/T47008-2017 “Thép cacbon và thép hợp kim rèn cho thiết bị áp lực” [20].
4.2 Tính chất cơ học
Theo yêu cầu của NB/T47014-20111, 2 mẫu kéo, 4 mẫu uốn bên và 1 nhóm mẫu va đập ở các khu vực khác nhau đã được chuẩn bị và các thử nghiệm tính chất cơ học được thực hiện. Độ bền kéo của mẫu thử kéo là 704MPa và 710MPa, và không có vết nứt nào trên các mẫu uốn bên. Năng lượng tác động của vùng hàn, vùng ảnh hưởng nhiệt và vùng nguyên liệu gốc được thể hiện trong Bảng 6.
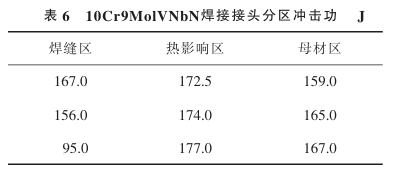

Theo NB/T47008-2017, khi chiều dày tấm thép nhỏ hơn hoặc bằng 300mm, các chỉ số đủ điều kiện về độ bền kéo và năng lượng va đập của nó là 585 ~ 755MPa và không nhỏ hơn 47J. vì thế, có thể thấy cơ tính của mối hàn ASTM A335 P91 10Cr9Mo1VNbN đạt yêu cầu.
4.3 Cấu trúc kim loại và độ cứng Mặt cắt ngang của mối hàn ASTM A335 P91 10Cr9Mo1VNbN được lấy làm bề mặt thử nghiệm. Trước khi kiểm tra, phần cần kiểm tra đã được xử lý, bao gồm mài cơ khí, đánh bóng và ăn mòn cơ học trong dung dịch nước HCl với phần khối lượng là 3% FeCl3 và một phần khối lượng của 10% trong 3 ~ 5 giây. Hai vị trí được chọn tại T/2 (T là độ dày của vật liệu cơ bản) mặt cắt ngang mối hàn để kiểm tra, và sơ đồ phân tích cấu trúc kim loại thu được được thể hiện trong Hình 3. Như thể hiện trong hình 3, sau khi mẫu hàn được nung nóng đến 730oC và giữ ở nhiệt độ này trong 13h, cấu trúc vùng hàn được tôi luyện martensite + một lượng nhỏ bainit. Dựa trên đặc điểm của cấu trúc kim loại này, có thể suy ra rằng các nguyên tố hợp kim trong vật liệu hàn hòa tan vào austenit, giảm vị trí của điểm Ms trên đường cong CCT, do đó thời gian lưu trú của mẫu hàn ở giai đoạn gia nhiệt trước 150-200oC tương đối kéo dài, và các hạt tiếp tục phát triển. sau khi làm mát, cấu trúc thể hiện trong hình đã được hình thành.
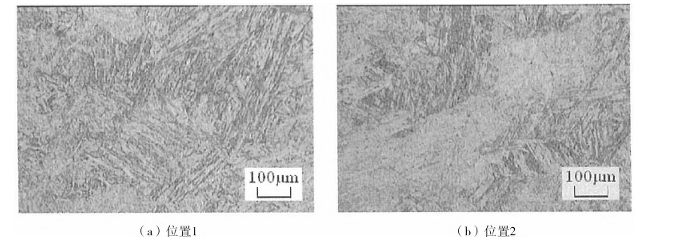
Nhân vật 3 Cấu trúc kim loại tại các vị trí mặt cắt ngang mối hàn ASTM A335 P91 10Cr9Mo1VNbN tại T/2 (100x)
5 Phần kết luận
Vật liệu thép ASTM A335 P91 10Cr9Mo1VNbN có khả năng hàn kém, rất nhạy cảm với nhiệt độ xử lý nhiệt, có xu hướng nứt lạnh nhiều hơn, và dễ gặp các vấn đề như giảm độ bền của mối hàn, phôi bị hư hỏng sớm, và tính chất cơ học không đủ tiêu chuẩn sau khi hàn trong quá trình hàn. Thông qua việc đánh giá quá trình hàn và kiểm tra tính chất cơ học sau hàn, các thông số và điều kiện của quá trình như lựa chọn dây hàn, làm sạch trước khi hàn, gia nhiệt trước khi hàn, Tối ưu hóa nhiệt độ lớp xen kẽ và thông số kỹ thuật hàn của thép ASTM A335 P91 10Cr9Mo1VNbN. Quá trình hàn thu được là thực tế và đã được áp dụng thành công vào hàn sản phẩm, có thể cung cấp hướng dẫn cho việc hàn các sản phẩm thép tương tự.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}