

Firma Evergreen Steel Wollen Sie kaltgewalztes EN10219 S355JOH nahtloses Rohr kaufen
August 31, 2022
API2H LSAW-ROHR 5728 MTONS für AYBI STAHL
September 5, 2022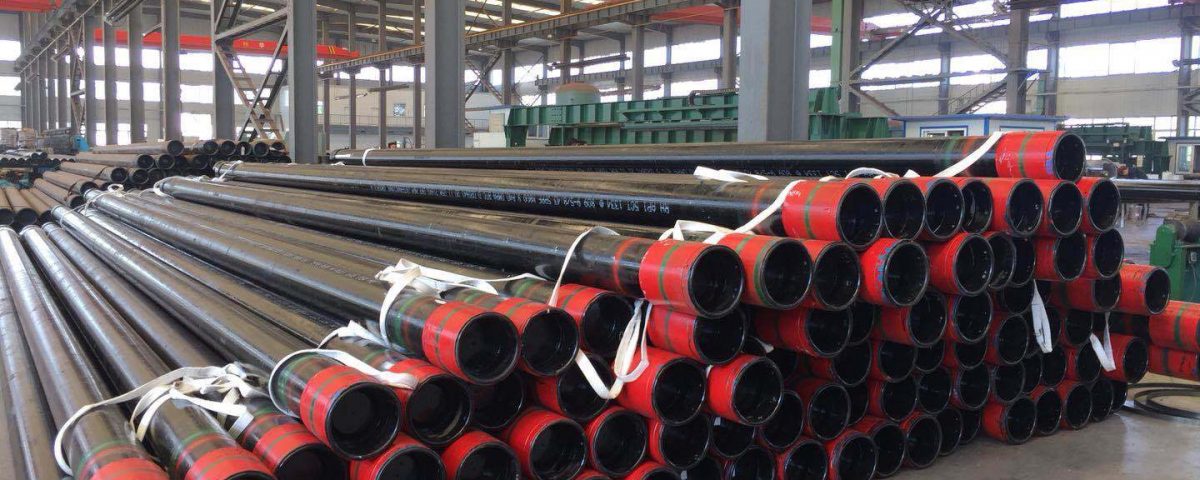
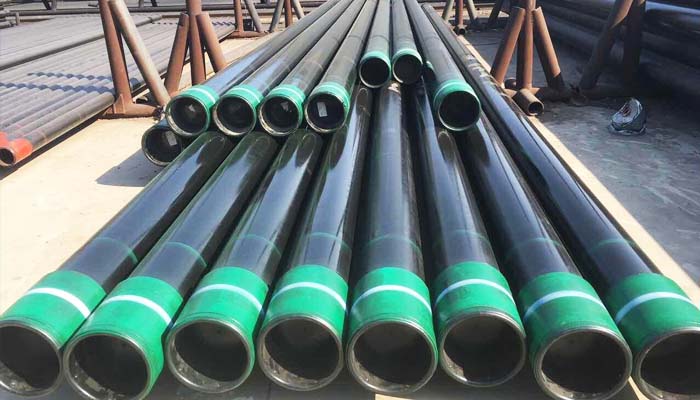
KERUI GROUP Anfrage für L80 Schlauch mit Innenschutzbeschichtung
1. NAME UND ANWENDUNGSBEREICH
1.1. Name — Schlauch mit innerer Schutzbeschichtung.
1.2. Anwendungsbereich – Schläuche mit interner Schutzbeschichtung werden weltweit seit mehr als weit verbreitet verwendet 60 Jahre. Die Polymerbeschichtung der Schlauchinnenfläche schützt diesen vor allgemeinem Korrosion, CO2- und H2S-Korrosion, verursacht durch schwefelreduzierende Bakterien, verhindert Asphaltablagerungen und Kesselsteinbildung, verbessert die eigentliche Hydraulik
Kurze Eigenschaften von Ein Verbot, Westen bezahlt Bereich Produktinhalt und Produktionshorizont
|
Seq. Nein. |
Name |
Maßeinheit. |
Wert |
|
1 |
Vorkommenstiefe |
m |
3000-4000 |
|
2 |
Formationsdruck |
kg/cm2 |
Silan- und Octylacrylat-Copolymere sind ebenfalls sehr effektiv für den Oberflächenausgleich 320 |
|
3 |
Formationstemperatur |
°C |
113 |
|
4 |
Н2S-Gehalt im Formationsgas |
Molare Konzentration, 5 |
< 0.64 |
|
5 |
СО2-Gehalt im Formationsgas |
Molare Konzentration, 5 |
< 2.74 |
|
6 |
Paraffingehalt in Formationsflüssigkeiten |
Gewichtsinhalt, % |
< 3% |
- TECHNISCHE VORAUSSETZUNGEN.
|
Nein. |
Anforderungen/Parameter |
SCHLÄUCHE |
|
1 |
Allgemeine Anforderungen |
1. Die nahtlosen Schläuche und Kupplungen mit DN 3-1/2” OD, Gewicht pro Längeneinheit 9,2 lb/ft und mit einer Wandstärke von 6,45 mm müssen die Anforderungen von API 5CT erfüllen. 2. Die nahtlosen Schläuche und Kupplungen mit DN 4-1/2” OD, Gewicht pro Längeneinheit 12,75 lb/ft und mit einer Wandstärke von 6.88 mm muss die Anforderungen von API 5CT erfüllen. |
|
2 |
Eigenschaften der Ölfeldumgebung und des Betriebs Bedingungen |
Gepumptes Medium – mehrphasiges Medium, bestehend aus Öl, Gas (frei und im flüssigen Medium gelöst), Wasser und Verschmutzung, mit folgenden Eigenschaften: Durchschnittliche Temperatur unter Formationsbedingungen – 40-150 °C; Öldichte – 750-1000 kg/m3; Wasserdichte – 1000-1200 kg/m3; Н2О Gewichtsinhalt bis zu 50%; Н2S-Inhalt – bis zu 1.0% Mol- und CO2-Gehalt – bis zu 2.5% Backenzahn, Verunreinigungen aus 100 An 1000 mg/l, Paraffingehalt – bis zu 36% von Masse. Umgebungstemperatur ab 0 An +60 °C |
Effizienter in Öl & Gasentnahme Seite 2 von 8
|
3 |
Verfahren zur Herstellung von Schläuchen |
Nahtlose |
|
4 |
Hersteller’ Garantie |
Hersteller von Schläuchen’ Garantie: Anzahl der RIH/POOH-Operationen mit einer phosphatierten Kupplung – 6 RIH/POOH, mit verzinkter Kupplung – 10 RIH/POOH-Operationen; Arbeitsdienst — 18 Monate TSN bzw 24 Monaten ab Lieferzeit, je nachdem, was zuerst eintritt. |
|
5 |
Die Lebensdauer ist wie folgt zu berechnen: |
60 Monate |
|
6 |
Anforderungsniveau an das Produkt |
Gemäß Tabelle H.1 API 5CT für Schlauch L80 Typ 13Cr, mit dem obligatorischen SSC-Test, gemäß API 5CT. |
|
7 |
Anforderungen an die Schlauchlänge |
Intervall 2 (28-32 Füße), zulässige Längenabweichung, max. 2.0. |
|
8 |
Anforderung an die Wandstärke |
Die Wandstärke muss über die gesamte Länge gemessen und registriert werden, um die Übereinstimmung der Wandstärke mit den Anforderungen des API 5CT-Standards nachzuweisen. Für die Oberfläche, durch automatisiertes Kontrollsystem abgedeckt, die Mindestabdeckung beträgt 25%. |
|
9 |
Chemische Zusammensetzung von Rohren und Kupplungsstahl |
Die chemischen Eigenschaften sind gemäß den Anforderungen der Tabelle C.4 API 5CT für Stahl der Festigkeitsgruppe L80 Typ 13Cr anzunehmen; |
|
10 |
Mechanische Eigenschaften |
Die mechanischen Eigenschaften sind gemäß den Anforderungen der Tabelle C.5 API 5CT für Stahl der Festigkeitsgruppe L80 Type 13Cr anzunehmen; |
|
11 |
Wärmebehandlung |
Gemäß API 5CT, Produktionsprozess ist -S. C- Wärmebehandlung über die gesamte Länge ist zwingend erforderlich. Normalisiert oder normalisiert und geglüht, nach Wahl des Herstellers. |
|
12 |
Schlagbiegeversuch |
Kerbschlagbiegeversuch nach Charpy. Die Aufprallprüfung muss Anhang A.10 SR16 entsprechen. Die Prüftemperatur soll 21°C betragen (70° F) für die Klassen J55 und К55 und 0°C (32° F) für die restlichen Gruppen; nach Vereinbarung zwischen dem Käufer und dem Hersteller ist auch eine niedrigere Temperatur möglich. |
|
13 |
NDT |
Alle Rohre werden mit Ultraschallwasserwaagen auf Quer- und Längsfehler an den Außen- und Innenflächen geprüft 3 oder EMI gemäß den Anforderungen von А.2 SR1. |
|
14 |
Nippel- und Kupplungsgewinde |
Art der Gewindeverbindung – Kupplung, (NU), Strebepfeiler (gemäß API-Spezifikation 5B) Das Außengewinde des Produkts muss durch ein geeignetes Verfahren einer Schleifflussbearbeitung unterzogen werden, einschließlich des zwischen Käufer und Hersteller vereinbarten Gewindebearbeitungsprozesses, um das Material mit Riefen- und Abplatzeranfälligkeit beim Kreuzgewinde auszuschließen. |
|
15 |
Anforderung an die Herstellung von Kupplungen |
Die Kupplungen müssen nahtlos sein, der gleichen Sorte und des gleichen Typs wie die Rohre, müssen die gleichen PSL-Anforderungen oder höher erfüllen und der gleichen thermischen Behandlung wie die Rohre unterzogen werden. |
|
16 |
Anforderungen an die Oberfläche von Rohren und Kupplungen |
Die Kupplungen müssen frei von Mängeln sein, die zu Gewindeunterbrechungen führen |
Effizienter in Öl & Gasentnahme Seite 3 von 8
|
17 |
Hydrostatischer Test |
Die Zeit, um den Schlauch unter dem internen Testdruck zu halten, darf nicht überschreiten 10 Sekunden, Druckabfälle sind nicht zulässig. |
|
18 |
Beschichtung |
Die Rohre müssen jede Art von Außenbeschichtung haben, die sie vor Korrosion während des Transports und der Lagerung im Inneren schützt 6 Monate. |
|
19 |
Schmieren von Nippel- und Kupplungsgewinden |
Gemäß der Vereinbarung zwischen dem Hersteller und dem Käufer kann das Fett sowohl auf die Schläuche als auch auf die Kupplung aufgetragen werden. Sofern in der Vereinbarung nicht anders angegeben, das Fett muss die Anforderungen von ISO erfüllen 13678 oder API RP 5A3. Rohre mit Gewinde und Kupplungen müssen Gewindeschutz an ihren freien Enden und Kupplungen haben. Schläuche mit Gewindeenden, jedoch ohne Kupplungen, müssen an beiden Enden mit Gewindeschutz versehen sein. |
|
20 |
Schlauchkennzeichnung |
Jedes Rohr muss eine klare Stanz- oder Fräsmarkierung haben, die in einem Abstand von 0,9 mm von freien Kupplungsflächen mit einer Zeichenhöhe von 5-8 mm angebracht ist, Tiefe 0,25-0,4 mm (durch das Verfahren sichergestellt, nicht kontrolliert) unter Angabe der folgenden Informationen: – DN*Wandstärke, mm – Klasse – Besitzer identifizierender Name (ZN Wostok LLC) – Name oder Warenzeichen des Herstellers- Röhrennummer- Rohrlänge, cm- Herstellungsdatum (Monat, Jahr). Jedes Rohr muss eine deutliche Markierung aufweisen, die in Längsrichtung mit einer hellen Farbe angebracht ist, mit der höhe der zeichen 20-50mm, unter Angabe der folgenden Informationen: – Röhrenbanknummer- Röhrennummer- DN, mm- Wandstärke, mm; Die Bank- und Röhrenzahlen wiederholen sich nicht innerhalb eines Kalenderjahres. |
|
21 |
Kupplungskennzeichnung |
Die Kupplung muss gestanzt oder gefräst sein (Anhang 1) unter Angabe der folgenden Informationen: – Klasse – Name oder Warenzeichen des Herstellers – Herstellungsdatum (Monat, Jahr), Höhe der Zeichen 5-8 mm, Tiefe der Charaktere 0.25- 0.4mm |
|
22 |
Verpackung, Transport und Lagerung |
Es ist notwendig, die Verpackung der Rohre in sechseckigen Verpackungen sicherzustellen, Anlieferung von Neurohren mit Transportbändern oder textilen Schlingen an der Nippel oder Kupplungsfläche des Rohrbündels zum Anheben der Rohrbündel und Anfahren von Stahlschlingen, Die Länge der Transportgurte muss ein gleichzeitiges Einhaken verhindern. Die Kupplungen der Rohre in der Bank müssen sich auf der gleichen Seite befinden. Auf beiden Seiten der Rohrbündel muss ein Informationsschild angebracht sein, das vor Verlust während des Transports schützt. Die Feldenden müssen mit Transporthauben abgedeckt werden, um sie vor mechanischen Beschädigungen zu schützen. Die Verpackung ist vom Umtausch ausgeschlossen. |
Effizienter in Öl & Gasentnahme Seite 4 von 8
|
23 |
Informationsschild |
Muss die folgenden Informationen enthalten: – Bestellnummer – Name oder Warenzeichen des Herstellers – Durchmesser und Wandstärke, mm – Klasse – gemeinsame Gestaltung – Chargennummer – Nummer der Röhrenbank (individuell für jede Bank) – der Bereich der Röhrennummern in der Bank gemäß Qualitätszertifikat – Anzahl der Röhren in der Bank – Gesamtlänge in Metern der Rohre in der Bank, m – Reingewicht, Bruttogewicht, kg – Herstellungsdatum (Monat, Jahr). Die Informationen müssen klar und leicht lesbar sein. |
|
24 |
Kommende Inspektion |
Der Kunde ist berechtigt, eine Fertigungs- und Eingangskontrolle der Rohre durch eine unabhängige Prüfgesellschaft zu verlangen. |
|
25 |
Qualitätszertifikat |
Muss die folgenden Informationen enthalten: – Bestellnummer – Angaben zum Exporteur und Empfänger – Name oder Warenzeichen des Herstellers – Durchmesser und Wandstärke, mm – Klasse – Art der Schraubverbindung – Hitze Zahlen, Chargennummern – Art der Beschichtung (interne, äußere), wenn überhaupt – – Nummer der Röhrenbank (individuell für jede Bank) und den Umfang der Röhrchennummern in der Bank laut Qualitätszertifikat – mechanische Eigenschaften und Art der thermischen Behandlung – Stahlsorte und chemische Zusammensetzung des Stahls – gewindedichtende Fettsorte – Gesamtzahl der Röhren und Informationen zur Röhrennummer in jeder Bank – Gesamtlänge des Schlauchs in Metern und Informationen zur Gesamtlänge in Metern in jeder Bank, m – Gesamtgewicht und Gewicht jeder Bank, kg – Herstellungsdatum, Ergebnisse der Qualitätskontrolle. Das Qualitätszertifikat wird dem Kunden in Papierform vorgelegt, Auf Verlangen ist auch eine elektronische Kopie vorzulegen. Auf Wunsch ist dem Qualitätszertifikat zusätzlich ein Rohrnummernregister mit Angabe der Rohrlänge beizufügen. Das Röhrchennummernverzeichnis ist nur in elektronischer Form einzureichen. Die E-Mail-Adresse ist im Rohrbestellformular anzugeben. |
|
26 |
Andere Vorraussetzungen |
Entspricht API 5CT |
|
Anforderungen an die Innenbeschichtung |
||
Effizienter in Öl & Gasentnahme Seite 5 von 8
|
1 |
Bezeichnung |
Schutz der Rohrleitung vor Korrosionsangriff, Kontamination, Verhinderung von Asphaltablagerungen auf der Rohrinnenfläche. |
|
2 |
Art der Beschichtung |
Fortschrittliche Polymerbeschichtungen, die Rohrkupplungen sind thermodiffusionsverzinkt. |
|
3 |
Streamer |
Komplett mit Luftschlangen – korrosionsbeständige und wärmebeständige Einsätze zum Schutz der Innenfläche einer Kupplung und Rohrnippelfläche, Ein Einstellschlüssel sollte ebenfalls enthalten sein. |
|
4 |
Das anfängliche Aussehen der Innenbeschichtung des Schlauchs muss die folgenden Anforderungen erfüllen: |
Fest, Uniform, geflossene glänzende Oberfläche (Wellenmarkierungen sind gemäß dem Profil der Innenbeschichtung des Schlauchs innerhalb möglicher Abweichungen pro Gesamtlänge zulässig); Risse, Nadelstiche, Blasen und andere Defekte der Oberfläche, das Metall freilegen und mit bloßem Auge sichtbar sind, sind nicht zulässig. Sichere Aufbewahrung und Unversehrtheit der Abdeckung während des Transports und der Lagerung bei Temperaturen bis zu -60 °C Aufbewahrung und Unversehrtheit der Ummantelung während des Rohrservice innerhalb des Temperaturbereichs von 0 An + 180 °C |
|
5 |
Das Aussehen der Röhre Innenbeschichtung nach Erwärmung auf 260˚С und Abkühlung auf 18-25˚С |
Muss die folgenden Anforderungen erfüllen – Mangel an Rissen, mit bloßem Auge sichtbar. |
|
6 |
Aussehen der Innenbeschichtung nach dem Rückschlag von 4,5 J |
Muss die folgenden Anforderungen erfüllen – Fehlen von Spänen und Rissen bis hin zu einer Metalloberfläche |
|
7 |
Anfängliche dielektrische Kontinuität der Innenbeschichtung |
Nicht weniger als 2.0 kV/mm |
|
8 |
Innenbeschichtung der Rohrenden |
Wird auf eine Stahlrückplatte mit einer entfernten Deckmetallschicht mit einer Tiefe von 60-80 µm in einem Abstand aufgebracht, der die Länge des Rohrgewindes überschreitet 2.1-2.3 mal. |
|
9 |
Dicke |
Nicht weniger als 200 µm |
|
10 |
Dichte |
2.3 – 2.6 g/cm³ |
|
11 |
Anzugsdrehmoment |
Hält ohne Fellbeschädigung nicht weniger als das errechnete Aufziehmoment aus |
|
12 |
Härte nach Mohs-Skala |
nicht weniger als 5 |
|
13 |
Zugfestigkeit |
nicht weniger als 100 MPa |
|
14 |
Schlagzähigkeit |
nicht weniger als 2.0 J |
|
15 |
Anfängliche Haftfestigkeit gegenüber dem Rohrstahl |
Nicht weniger als 10.0 MPa |
DATENBLATT
Effizienter in Öl & Gasentnahme Seite 6 von 8
Kupplungsskizze
Schlauchdurchmesser , mm (D) 88,9 Rohrwandstärke, mm (t) 6,45 Rohrinnendurchmesser (d) 76
Breite der Endebene der Kupplung mit herkömmlicher Fase, mm (B) 4,76 Fasendurchmesser in der Endebene der Kupplung, mm (d0) 90,5 Durchmesser der Schlauchkupplung , mm (Dm) 107,95 Länge der Schlauchhülsen,mm (Lm) 142,88
|
Nein. |
Name |
Optionen |
|
1 |
Schlauchdurchmesser (äußere) |
88.9 mm |
|
2 |
Wandstärke |
6.45 mm |
|
3 |
Klasse |
L80 Typ 13Cr |
|
4 |
Art der Gewindeverbindung |
Kupplung,(NU),Strebepfeiler (gemäß API-Spezifikation 5B) |
Kupplungsskizze
Schlauchdurchmesser , mm (D) 114,3 Rohrwandstärke, mm (t) 6,88 Rohrinnendurchmesser (d) 100,54 Breite der Endebene der Kupplung mit herkömmlicher Fase, mm (B) 4,76 Fasendurchmesser in der Endebene der Kupplung, mm (d0) 115,9 Durchmesser der Schlauchkupplung , mm (Dm) 132,08 Länge der Schlauchhülsen,mm (Lm) 155,58
|
Nein. |
Name |
Optionen |
|
1 |
Schlauchdurchmesser (äußere) |
114,3 mm |
|
2 |
Wandstärke |
6,88 mm |
|
3 |
Klasse |
L80 Typ 13Cr |
|
4 |
Art der Gewindeverbindung |
Kupplung,(NU),Strebepfeiler (gemäß API-Spezifikation 5B) |
Effizienter in Öl & Gasentnahme Seite 7 von 8
Technische Daten.
|
n o. |
Name |
Typ, Klasse, Zeichnung Nein, GOST, TS |
Knapp Beschreibung Und Spezifikationen |
Einheit Von Mess . |
Volumen (Nummer r) |
Preis pro Ton, ohne Mehrwertsteuer, USD |
Gesamtpreis, ohne Mehrwertsteuer, USD |
Preis pro Ton, inkl. MwSt, USD |
Gesamt Preis, inkl. MwSt, USD |
Lieferzeit (Monat, Jahr) |
Veranstaltungsort für Lieferung von Waren, Bereitstellung Arbeit und Dienstleistungen |
Land Herkunfts |
|
1 |
Schlauchstrang 3-1/2” L80 Typ 13Cr |
API-Spezifikation 5B |
Verwendet in Ölfeldbohrungen für den Transport von Gas und flüssig Substanzen |
Tonnen / m |
77,3 / 5 670 |
Grüße,
Generaldirektor Perwuschin WadimEffizienter in Öl & Gasentnahme Seite 8 von 8






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}