

FR 10216-1 Tuyau en acier sans soudure P195
avril 4, 2026
Tuyaux en acier ERW galvanisés à chaud
Galvanisé à chaud (HDG) Résistance électrique Soudé (RESTES EXPLOSIFS DE GUERRE) les tuyaux en acier représentent la norme en matière de transport de fluides et d'échafaudages structurels résistants à la corrosion dans la construction moderne. En combinant l'efficacité du soudage à haute fréquence de la technologie ERW avec une liaison métallurgique complète en zinc, ces tuyaux atteignent une durée de vie dépassant 50 années dans diverses conditions atmosphériques.
En tant que composant industriel de premier plan, Galvanisé à chaud Tubes en acier soudé par résistance électrique est fabriqué conformément aux normes mondiales, notamment ASTM A53, BS 1387, et EN 39, offrant une densité de revêtement de zinc allant jusqu'à 600 g/m^2 $. Ce guide sert de référence technique définitive pour les responsables des achats, ingénieurs en structure, et chefs de projets.
1. Spécifications techniques & Portée de l'approvisionnement
La production de tuyaux HDG ERW implique un contrôle de qualité en deux étapes: d'abord, le soudage de précision de la bobine d'acier au carbone de base, et deuxième, l'immersion dans un 450$^{\circ}C$ bain de zinc fondu. Vous trouverez ci-dessous le résumé technique principal.
| Paramètre | Détail technique / Capacité |
|---|---|
| Diamètre extérieur (DE) | 1/2″ – 12″ (21.3mm à 323,9 mm) |
| Épaisseur de paroi (WT) | 0.8mm – 10,0 mm (Jusqu'à 17,5 mm pour les séries personnalisées) |
| Poids du revêtement de zinc | Moyenne de 200 g/m^2 $ à 600 $/m^2$ ($30\mu m$ to $70\mu m$) |
| Catégories de matériel | Q235, Q345, S235GT, S355, STK400, STK500 |
| Conformité aux normes | ASTM A53, API 5L, EN39, BS1139, JIS3444, GB/T3091 |
| Longueur du tuyau | 1.0m – 12,0 m (Longueurs fixes ou aléatoires) |
| Productivité | 5,000 Tonnes métriques par jour |
2. Capacité de production & Classement du produit
Assurer un approvisionnement constant pour les projets d’infrastructure de niveau 1, notre installation fonctionne 18 lignes dédiées de galvanisation à chaud avec une capacité annuelle dépassant 1.5 millions de tonnes. Cette échelle permet la production simultanée de diverses géométries, notamment rondes, place, et sections rectangulaires.
| Ligne de produits principale | Gamme dimensionnelle (mm) | WT (mm) | Nombre de lignes | Capacité (Tonnes/an) |
|---|---|---|---|---|
| Tuyau noir de restes explosifs des guerres | 21.3 – 219.1 | 1.5 – 10.0 | 13 | 1,000,000 |
| Galv à chaud. Tuyau | 21.3 – 219.1 | 1.5 – 10.0 | 18 | 1,500,000 |
| Pipe en acier SSAW | 219 – 2020 | 5.0 – 28.0 | 5 | 150,000 |
| Tube Carré/Rect | 20×20 – 400×600 | 1.3 – 20.0 | 10 | 800,000 |
| Tube carré HDG | 20×20 – 250×150 | 1.5 – 7.5 | 3 | 250,000 |
| Complexe Acier-Plastique | 1/2″ – 12″ | 1.5 – 10.0 | 9 | 100,000 |
3. Dimensions principales & Matrice d'épaisseur de paroi
Le tableau suivant fournit les dimensions standardisées pour Tuyau rond galvanisé. Ces mesures sont essentielles pour calculer les débits de fluide et les charges structurelles des roulements dans les applications d'échafaudage..
| Pouces (dans) | Diamètre nominal (mm) | Gamme WT (mm) | Longueur standard (m) |
|---|---|---|---|
| 1/2″ | 21.3 | 0.5 – 2.75 | 5.8m / 6.0m |
| 3/4″ | 26.9 | 0.5 – 2.75 | 5.8m / 6.0m |
| 1″ | 33.7 | 0.5 – 3.75 | 5.8m / 6.0m |
| 1-1/4″ | 42.4 | 0.5 – 5.0 | 1.0m – 12,0 m |
| 1-1/2″ | 48.3 | 0.5 – 5.0 | 1.0m – 12,0 m |
| 2″ | 60.3 | 0.5 – 5.0+ | 1.0m – 12,0 m |
| 2-1/2″ | 76.1 | 0.8 – 5.0+ | 5.8m / 6.0m |
| 3″ | 88.9 | 0.8 – 5.0+ | 5.8m / 6.0m |
| 4″ | 114.3 | 0.8 – 4.0 | 5.8m / 6.0m |
| 6″ | 168.3 | 1.1 – 6.0+ | 6.0m / 12.0m |
| 8″ | 219.1 | 1.2 – 6.5+ | 6.0m / 12.0m |
| 10″ | 273.0 | 2.75 – 5.0+ | 6.0m / 12.0m |
| 12″ | 323.9 | 3.0 – 10.0 | 6.0m / 12.0m |
Remarque: Toutes les épaisseurs de paroi indiquées ci-dessus incluent le substrat de base du tuyau ERW. The added zinc coating typically contributes an additional $30\mu m$ to $70\mu m$ per side, en fonction de la masse de revêtement spécifiée ($g/m^2$).
“
4. Composition chimique & Normes de qualité des matériaux
La performance d'un tuyau galvanisé est déterminée par la chimie de son substrat. Pour Tuyaux en acier galvanisés pour restes explosifs des guerres, l'acier doit posséder une excellente soudabilité et une faible teneur en silicium pour assurer un, finition zinc uniforme. Nous utilisons des qualités d'acier au carbone de qualité supérieure qui respectent ou dépassent les normes internationales en matière de construction et de pression..
Table 3: Limites des composants chimiques (%)
| Nuance d’acier | C (Max) | Si (Max) | Mn (Max) | P (Max) | S (Max) |
|---|---|---|---|---|---|
| Q235 (Go/T 3091) | 0.22 | 0.35 | 1.40 | 0.045 | 0.045 |
| S235GT (FR 10219) | 0.20 | – | 1.40 | 0.040 | 0.040 |
| ASTM A53 Catégorie B | 0.30 | – | 1.20 | 0.050 | 0.045 |
| STK400 (JIS G3444) | 0.25 | – | – | 0.040 | 0.040 |
Exigences en matière de propriétés mécaniques
| Métrique | Résistance à la traction (MPa) | Limite d’élasticité (MPa) | Élongation (moi %) |
|---|---|---|---|
| Q235 / Série S235 | 370 – 500 | et Figure 235 | et Figure 26 |
| Q345 / Série S355 | 470 – 630 | et Figure 345 | et Figure 20 |
| ASTM A53 Gr. B | et Figure 415 | et Figure 240 | Formule standard |
5. La chaîne de production de galvanisation à chaud des restes explosifs des guerres
La durabilité de nos tuyaux est le résultat d'un cycle de fabrication en 16 étapes. Chaque RESTES EXPLOSIFS DE GUERRE Pipe en acier galvanisée subit un nettoyage rigoureux (décapage et lavage alcalin) avant d'entrer dans la cuve de zinc pour garantir une liaison métallurgique parfaite.
Contrairement aux tuyaux pré-galvanisés (où la bande est galvanisée avant le soudage), notre Galvanisé à chaud le processus se produit après la formation du tuyau. Cela garantit que le cordon de soudure est entièrement protégé par la même épaisseur de zinc que le reste du corps du tuyau., prévenir la corrosion prématurée des coutures.
6. Vérification du revêtement de zinc de haute qualité
Dans notre établissement, “La qualité avant tout” n'est pas qu'un slogan. Chaque lot de Tuyau d'acier d'échafaudage galvanisé à chaud est soumis à trois tests de vérification primaires pour garantir la conformité mondiale.
Intégrité des surfaces
Inspection visuelle pour la cohérence des surfaces internes et externes. Élimination des pointes de zinc, clochards, et “des taches noires.”
Précision dimensionnelle
Mesure précise de la DO et du WT à l'aide de micromètres calibrés avant et après le processus de galvanisation.
Uniformité de la couche de zinc
Les tubes d'échantillonnage doivent résister cinq creux consécutifs dans une solution de sulfate de cuivre sans montrer de rouge métallique (Le test Preece).
7. Traitement personnalisé & Modification structurelle
Pour fournir un “Prêt à installer” solution pour les projets d'ingénierie complexes, notre Tuyaux en acier ERW galvanisés à chaud l'installation offre une gamme complète de services de traitement secondaire. Ces modifications sont réalisées après galvanisation en utilisant des techniques d'écrouissage pour préserver l'intégrité de la couche d'alliage zinc-fer..
| Type de traitement | Spécification technique | Application industrielle |
|---|---|---|
| Estampillage & Gaufrage | Numéro de chaleur permanent / Marquage des notes | Traçabilité des systèmes haute pression |
| Fileté & Accouplé | TNP, BSP, ou ISO 7-1 Fils standards | Conduites de gaz, Plomberie basse pression |
| Extrémités rainurées | Rainure de rouleau standard pour joints mécaniques | Lutte contre les incendies & Systèmes de gicleurs |
| Flexion & Arqué | Arqué à froid (Min. 3Rayon D) | Cadres de serre & Arches structurelles |
| Fin du plafonnement | Bouchons anti-poussière en plastique/internes | Protection des exportations maritimes |
8. Applications industrielles primaires
La polyvalence de Tuyaux en acier galvanisés à chaud pour restes explosifs des guerres permet un déploiement dans des environnements où les contraintes mécaniques et l'humidité atmosphérique sont élevées. Nos tuyaux sont principalement utilisés dans les trois secteurs suivants:
A. Échafaudages de construction
Conforme à FR 39 et BS 1139, nos tuyaux d'échafaudage ($48.3mm$ DO) fournir la rigidité essentielle pour les tours d'étaiement et d'accès de grande hauteur. Le revêtement en zinc évite l'affaiblissement structurel provoqué par “corrosion par piqûre” dans les climats côtiers humides.
B. Systèmes de gicleurs d'incendie
Certifié sous ASTM A795, ces tuyaux sont conçus pour résister au colmatage interne dû aux flocons de rouille. Le processus de trempage à chaud garantit que les surfaces internes et externes du joint ERW sont insensibles à l'oxydation induite par l'oxygène..
Les applications supplémentaires incluent Tuyauterie de serre (résistance aux engrais), Garde-corps d'autoroute (résistance aux chocs), et Tuyaux de carter d'huile (Conformité API 5L) pour le transport d'énergie à moyenne pression.

9. Logistique mondiale d’exportation & Emballage de protection
En tant que principal exportateur chinois avec une productivité quotidienne de 5 000 tonnes, Acier gère la logistique complexe pour le Moyen-Orient, L’Afrique, L’Asie du sud-est, et l'Australie. Prévenir “Rouille blanche” (tache de stockage humide) pendant le transit maritime est notre priorité absolue.
Normes d'emballage d'exportation
| Élément d'emballage | après la norme professionnelle en acier |
|---|---|
| Regroupement | Faisceaux hexagonaux sécurisés avec 8-10 points de cerclage en acier pour la stabilité. |
| Petite protection OD | Emballé en paquets; Gros tuyaux OD expédiés en vrac. |
| Protection tissée | Tissu tissé imperméable avec 7 lattes pour empêcher la friction et la pénétration du brouillard salin. |
| Revêtement intérieur | Extrémités filetées équipées de capuchons en plastique; extrémités nues huilées sur demande. |
Conditions commerciales stratégiques
- Conditions commerciales: GOUSSET, CFR, CIF, DDP, EXW
- Méthodes de paiement: T/T (Virement télégraphique), Lettre de crédit irrévocable
- Commande minimale: 2 Tonnes métriques
- Délai de mise en œuvre: Expédition rapide au plus tard 20 jours
Votre partenaire de confiance pour l'acier galvanisé à chaud
Que vous ayez besoin ASTM A53 tuyaux de protection incendie ou BS 1139 solutions d'échafaudage, notre 18 les lignes de production sont prêtes à répondre à vos demandes techniques avec précision et rapidité.
Mots-clés: Tuyau de restes explosifs des guerres galvanisé à chaud, Tube en acier d'échafaudage, Revêtement de zinc 600 g/m^2 $, ASTM A53 Catégorie B, BS 1387 Pipe en acier, Tuyau en acier Youfa, après l'acier Chine.
10. Essais hydrostatiques & Vérification électrique non destructive
Pour garantir l’intégrité structurelle de Tuyaux en acier ERW galvanisés à chaud Dans des conditions à haute pression, chaque unité doit subir des tests de sécurité rigoureux. Selon la norme ASTM A53, les tests hydrostatiques garantissent qu'il n'y a pas de fuites ou de défaillances structurelles dans le cordon de soudure ou le corps du tuyau.
Protocoles d'essai hydrostatique ASTM A53:
- Durée du test: Les tuyaux de catégorie B doivent maintenir la pression spécifiée pendant au moins 5 secondes.
- Seuils de pression:
- Pour NPS 3 (DN 80) et plus petit, la pression hydrostatique minimale ne doit pas dépasser 2500 psi [17,200 API 5D].
- Pour NPS 3 (DN 80) et plus, la pression ne doit pas dépasser 2800 psi [19,300 API 5D].
Tests électriques non destructifs (NDE)
Pour le type E (RESTES EXPLOSIFS DE GUERRE) tubes en acier, NDE est un substitut ou un complément obligatoire aux essais hydrauliques. Le cordon de soudure des tuyaux de qualité A et B est inspecté dans son intégralité par courants de Foucault. (E213, E273) ou ultrasonique (E309, E570) méthodes pour détecter les défauts souterrains que l'inspection visuelle pourrait manquer.

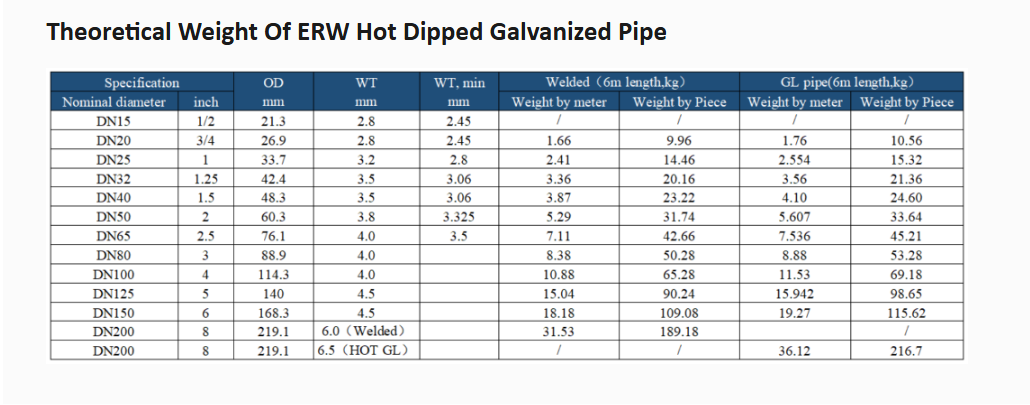
11. Comparaison de poids théorique étendue: Soudé vs. Galvanisé
Comprendre l'augmentation de poids après galvanisation est essentiel pour la logistique et les calculs de portance structurelle.. Le tableau ci-dessous, dérivé de données de lots industriels, compare le poids standard de 6 m de longueur des tuyaux soudés noirs avec Galvanisé à chaud (GL) pipes.
| Diamètre nominal | DE (mm) | WT (mm) | Tuyau soudé (6m/kg) | GL (Galvanisé) Tuyau (6m/kg) | ||
|---|---|---|---|---|---|---|
| Poids/mètre | Poids/pièce | Poids/mètre | Poids/pièce | |||
| DN20 (3/4″) | 26.9 | 2.8 | 1.66 | 9.96 | 1.76 | 10.56 |
| DN25 (1″) | 33.7 | 3.2 | 2.41 | 14.46 | 2.554 | 15.32 |
| DN32 (1.25″) | 42.4 | 3.5 | 3.36 | 20.16 | 3.56 | 21.36 |
| DN40 (1.5″) | 48.3 | 3.5 | 3.87 | 23.22 | 4.10 | 24.60 |
| DN50 (2″) | 60.3 | 3.8 | 5.29 | 31.74 | 5.607 | 33.64 |
| DN100 (4″) | 114.3 | 4.0 | 10.88 | 65.28 | 11.53 | 69.18 |
| DN150 (6″) | 168.3 | 4.5 | 18.18 | 109.08 | 19.27 | 115.62 |
| DN200 (8″) | 219.1 | 6.5 | / | / | 36.12 | 216.7 |
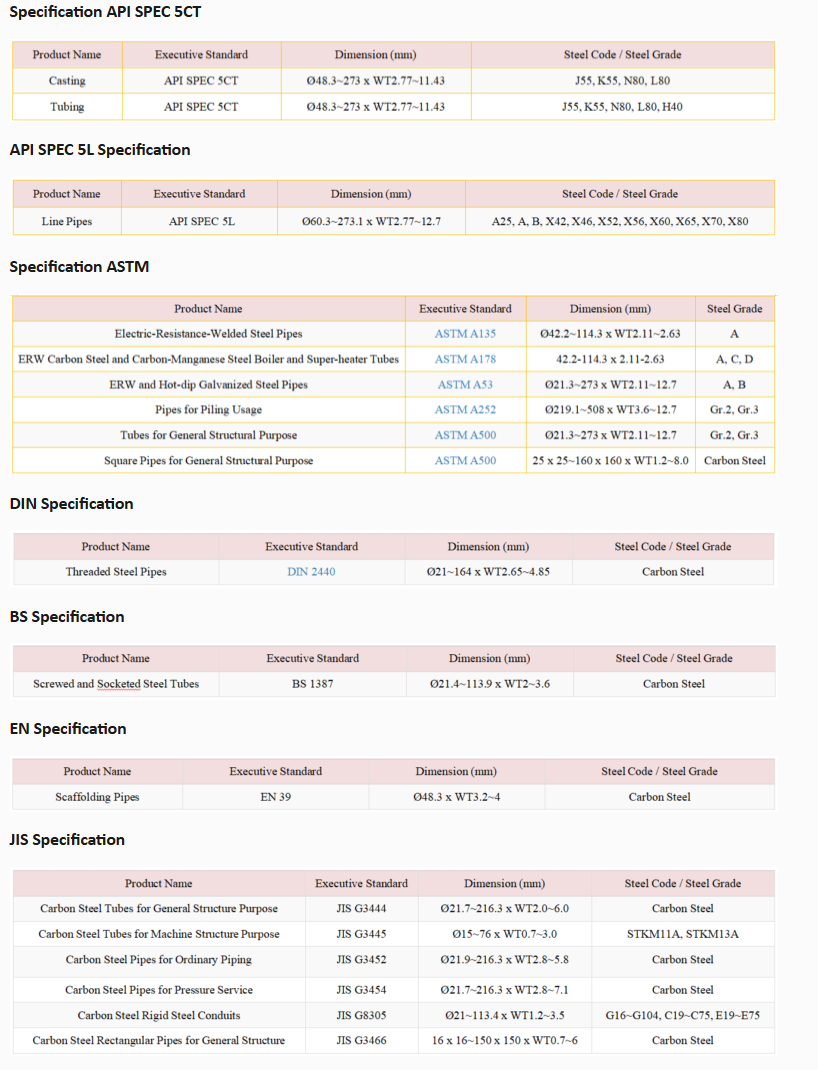
12. Référence croisée des spécifications globales
Les équipes d’approvisionnement doivent souvent naviguer dans plusieurs normes internationales. le Tuyaux en acier ERW galvanisés à chaud est fabriqué pour répondre aux conditions de livraison spécifiques de la norme EN, ASTM, JIS, et normes GB.
| Région/Norme | Executive standard | Nuance d’acier / Une discontinuité qui nécessite une explication pour en déterminer le sens | Dimensions typiques (mm) |
|---|---|---|---|
| API (Tubes et tuyaux) | API SPEC 5L | A25, B, X42 - 80 X | $\varrien 60.3 – 273.1$ |
| ASTM (Général) | ASTM A53 | GR. A, GR. B | $\varrien 21.3 – 273$ |
| BS (Vissé) | BS 1387 | Acier au carbone | $\varrien 21.4 – 113.9$ |
| FR (Échafaudage) | FR 39 | Acier au carbone | $\varrien 48.3 \fois WT 3.2-4$ |
| JIS (Structure) | JIS G3444 | STK400, STK500 | $\varrien 21.7 – 216.3$ |
13. Tolérances dimensionnelles & Essais mécaniques
Au-delà des tests chimiques et de pression, les tests de déformation physique garantissent la ductilité du tuyau et la résistance des soudures.
Essai de pliage (NPS 2 et plus petit)
Les tuyaux doivent être pliés $90^{\circ}$ autour d'un mandrin cylindrique (12x diamètre du tuyau) sans développer de fissures.
aplanissement test (NPS 2 et plus grand)
Appliqué aux tuyaux soudés pour vérifier la capacité de la soudure à résister à la fissuration sous compression transversale extrême.
Précision dimensionnelle:
- Tolérance de masse: Le poids spécifié doit être compris entre $\pm 10\%$ du calcul théorique.
- Tolérance de diamètre: Pour le DN 40 (NPS 1-1/2) ou plus petit, tolerance is within $\pm 1/64$ pouces ($0.4mm$).
- Tolérance d’épaisseur: L'épaisseur minimale de la paroi en tout point ne doit pas être inférieure à 87.5% de l'épaisseur nominale spécifiée.
14. FR 10216-1 Dimensions préférées & Épaisseur de paroi (Série 1, 2, 3)
Pour l'ingénierie et la pression de haute précision, le FR 10216-1 la norme définit une matrice stricte de dimensions préférées. Contrairement aux tuyaux commerciaux standards, ces tubes sans soudure et ERW sont classés en trois séries pour définir la disponibilité d'accessoires standardisés.
Définitions des séries:
- Série 1: Diamètres pour lesquels tous les accessoires de construction nécessaires sont entièrement standardisés.
- Série 2: Diamètres pour lesquels tous les accessoires ne sont pas standardisés.
- Série 3: Diamètres pour applications spéciales avec très peu d'accessoires standardisés.
| Diamètre extérieur D (mm) | Épaisseur de paroi T (mm) – Plage sélectionnée | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Être. 1 | Être. 2 | Être. 3 | 2.0 | 3.2 | 4.5 | 6.3 | 8.0 | 10.0 | 12.5 | 16.0 | 20.0 | 25.0 |
| 21.3 | – | – | X | X | – | – | – | – | – | – | – | – |
| 33.7 | – | – | X | X | X | – | – | – | – | – | – | – |
| 48.3 | – | – | X | X | X | X | – | – | – | – | – | – |
| 60.3 | – | – | – | X | X | X | X | – | – | – | – | – |
| 88.9 | – | – | – | – | X | X | X | X | – | – | – | – |
| 114.3 | – | – | – | – | – | X | X | X | X | – | – | – |
| 168.3 | – | – | – | – | – | – | X | X | X | X | – | – |
| 219.1 | – | – | – | – | – | – | – | X | X | X | X | – |
| – | – | 323.9 | – | – | – | – | – | – | X | X | X | X |
Remarque: “X” indique les combinaisons OD/WT les plus courantes selon la norme EN 10216-1 horaire préféré.
15. Finitions finales industrielles & Exigences de couplage
La méthode de connexion d'un Tuyau en acier galvanisé trempé à chaud est déterminé par sa finition finale. ASTM A53 définit trois principaux types de préparations d'extrémité pour s'adapter à différentes technologies d'assemblage.
| Type d’extrémité | Gamme dimensionnelle / spécification | Détail des exigences |
|---|---|---|
| Ends lisses | NPS 1-1/2 (DN 40) ou plus grand | Poids standard ou extra-fort; biseauté à 30$^{\circ}$ à 35 $^{\circ}$ pour le soudage. |
| Extrémités filetées | NPS 1/2 pour NPS 12 | Jaugeé conformément à la norme ANSI B1.20.1; protégé par des capuchons en plastique. |
| accouplements | NPS 2-1/2 (DN 65) ou plus grand | Accouplements à taraudage fabriqués selon les normes ASTM A865. |
16. Normes de revêtement galvanisé à chaud (ASTM A53)
L'efficacité de la barrière contre la corrosion est mesurée par le poids du revêtement de zinc par unité de surface. En vertu de ASTM A53, le processus par immersion à chaud doit permettre d'obtenir une liaison métallurgique sur les surfaces internes et externes.
Poids du revêtement & Épaisseur
Le poids moyen du revêtement de zinc doit être pas moins que $1.8 oz/pied^2$ ($0.55 kg/m^2$). Cela équivaut à une épaisseur d'environ $3.4 mille$ ($86 \maman m$).
Apparence de qualité visuelle
Les tuyaux finis doivent être exempts de zones non revêtues, dépôts de flux, ou des scories épaisses. A “Paillette” le motif est normal mais ne doit pas interférer avec l’utilisation prévue du tuyau.
17. Normes équivalentes mondiales ASTM A53
Dans les achats mondiaux, les spécifications du projet peuvent varier. Les matériaux suivants sont considérés comme fonctionnellement équivalents à ASTM A53 Catégorie B pour la plupart des applications structurelles et basse pression.
| Norme API | Norme ASTM | Une norme | JIS standard |
|---|---|---|---|
| API 5L Grade B | ASTM A106 Grade B | FR 10219 S275J2H | JIS G 3452 SGP |












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}