

ASTM A106 Трубопроводные для САСОЛА в Южной Африке
Декабрь 30, 2019
Оцинкованный Ssaw Труба для Саудовской Аравии Клиента
февраль 25, 2020
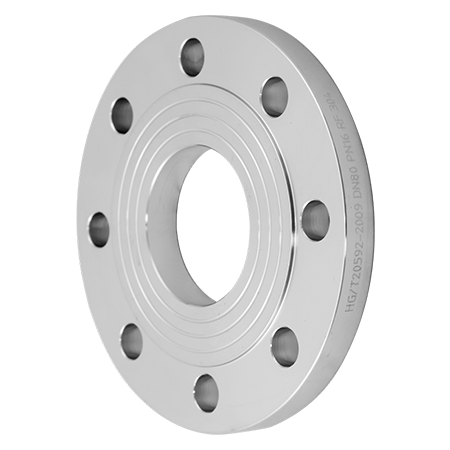
Процесс изготовления фланца в основном делится на ковку, Кастинг, резка и прокатка.
Литейные и ковочные фланцы имеют то преимущество, что их заготовки имеют точную форму., размер и низкие затраты и нужен только простой процесс. Но кованые фланцы имеют производственные дефекты, такие как дыры., трещины, и т. д. и имеют не очень гладкую внутреннюю организацию. Очевидные преимущества кованых фланцев заключаются в том, что они могут быть выкованы в различных формах и имеют низкую стоимость..
Фланцы для ковки обычно имеют более низкое содержание углерода, чем фланцы для литья, и их нелегко ржаветь.. Имеют плавную обтекаемость, Единая внутренняя организация, и лучшие механические характеристики, чем характеристики фланцев. Нет дефектов, такие как дыры и трещины, существующие в листовых фланцах. Фланцы коровьи способны выдерживать более высокие сдвижные и рисовые силы, чем литья фланцы. тем не мение, При принятии неправильного процесса кощу, это также приведет к появлению большого, неровное зерно и явление затвердевания, приводя к более высокой стоимости, чем фланцы кастинга.
Мы можем различать листовые фланцы и коваки фланцев от различного производственного процесса. Чтобы взять центробежный фланца в качестве примера, это своего рода фланце. Центробежные фланцы производятся методом точного литья, что делает организацию фланцев меньше, чем у тех, которые обычно производятся литьем в песчаные формы, и улучшает качество фланцев., уменьшение количества рыхлых тканей, пора, песчаная яма и т. д..
Процесс резки подразумевает изготовление фланцев путем прямой резки круглой пластины внутреннего диаметра., внешний диаметр и толщина, которые могут быть дополнительно обработаны позже из средней пластины, а затем обработка болтового отверстия и ватерлинии. Максимальный диаметр таких фланцев ограничен шириной средней пластины..
Процесс прокатки подразумевает изготовление фланцев путем вырезания полос из средней пластины и последующей раскатки их в круглую форму.. Этот процесс в основном используется для производства больших фланцев.. После процесса прокатки, сварить, а затем сгладить круглую форму, и, наконец, обработайте зазубренную спиральную отделку и отверстие для болта.






Индукционные изгибы поставляются в стандартных углах изгиба (например. 45°, 90°, и т.п.) или может быть изготовлен на заказ для определенных углах изгиба. Составные изгибы (вне плоскости) изгиб в одном соединении трубы также может быть произведен. Радиус изгиба указан как функция диаметра. Например, Радиумы общего изгиба для индукционных изгибов 3D, 5D и 7d, где D - номинальный диаметр трубы.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}