

Kaynak Boyunlu Boru Flanşı (WNRF)
Nisan 9, 2026
UL 852 Ateş Sprinkler Borusu
Mayıs ayı 17, 2026
Geçmeli Flanşlar (BU YÜZDEN): Mühendislik Şartname Kılavuzu
Slip-On Boru Flanşları için kesin kaynak: Boyutsal Matrisler, Malzeme Uyumluluğu (ASTM/DIN), Endüstriyel Boru Sistemleri için Basınç-Sıcaklık Değerleri ve Değerleri.
1. Slip-On Flanşların Fonksiyonel Genel Görünümü
NS Geçmeli Flanş (SO Flanş) öncelikle düşük basınç ve orta sıcaklık uygulamaları için tasarlanmış önemli bir boru bileşenidir. Dış çaptan biraz daha büyük bir merkezi deliğe sahiptir (OD) borunun, ile sabitlenmeden önce borunun flanştan kaymasına izin verilir dolgu kaynakları hem iç hem de dış tarafta.
Kaynak eğiminin olmaması nedeniyle, Slip-On flanşlar önemli düzeyde saha esnekliği sunar, mühendislerin son kaynaktan önce boru uzunluğunu flanş yüzüne göre hassas bir şekilde ayarlamasına olanak tanır.
Temel Avantajlar & Uygulamalar:
- Hizalama Kolaylığı: Kaynak Boyunlu flanşlara göre kurulumu daha kolaydır.
- Uygun Maliyetli: Azalan malzeme hacmi nedeniyle daha düşük üretim maliyetleri.
- Büyük Çaplı Yardımcı Program: Büyük çaplı depolama tankı nozulları için ideal.
- Alan Optimizasyonu: Hub'sız olarak mevcuttur “Yüzük Stili” sıkı kurulumlar için.
2. Üretim Standartları & Malzeme Uyumluluğu
Küresel altyapı projelerinde değiştirilebilirliği sağlamak için sıkı uluslararası standartlarla uyumlu Slip-On flanşlar sağlıyoruz.
Tablo 1: Geçerli Standartlar Matrisi
| ASME / ANSI | DAN / Avrupalı | Çince (GB/HG) | JIS / Japonca |
|---|---|---|---|
| B16.5, B16.47 | DAN 2576, TR 1092-1 | GB/T9119, HG/T20592 | B2220 |
Tablo 2: Malzeme Sınıfı Seçimi (Paslanmaz & Çift yönlü)
| Kategori | Sınıf Özellikleri |
|---|---|
| Paslanmaz çelik 304 | F304, S30408, S30408II, S30400, 06Crooky10 |
| Paslanmaz Çelik 316L | F316L, 31603, S31603, 022Cr17Ni12Mo2 |
| Dubleks Çelik | 2205 (F51), 2507 (F53), S22053 |
| Yüksek Sıcaklık Alaşımları | TP310S (06Cr25Ni20), TP321 (06Cr18Ni11) |
3. Slip-On Flanş Boyut Verileri (Sınıf 150 – 600)
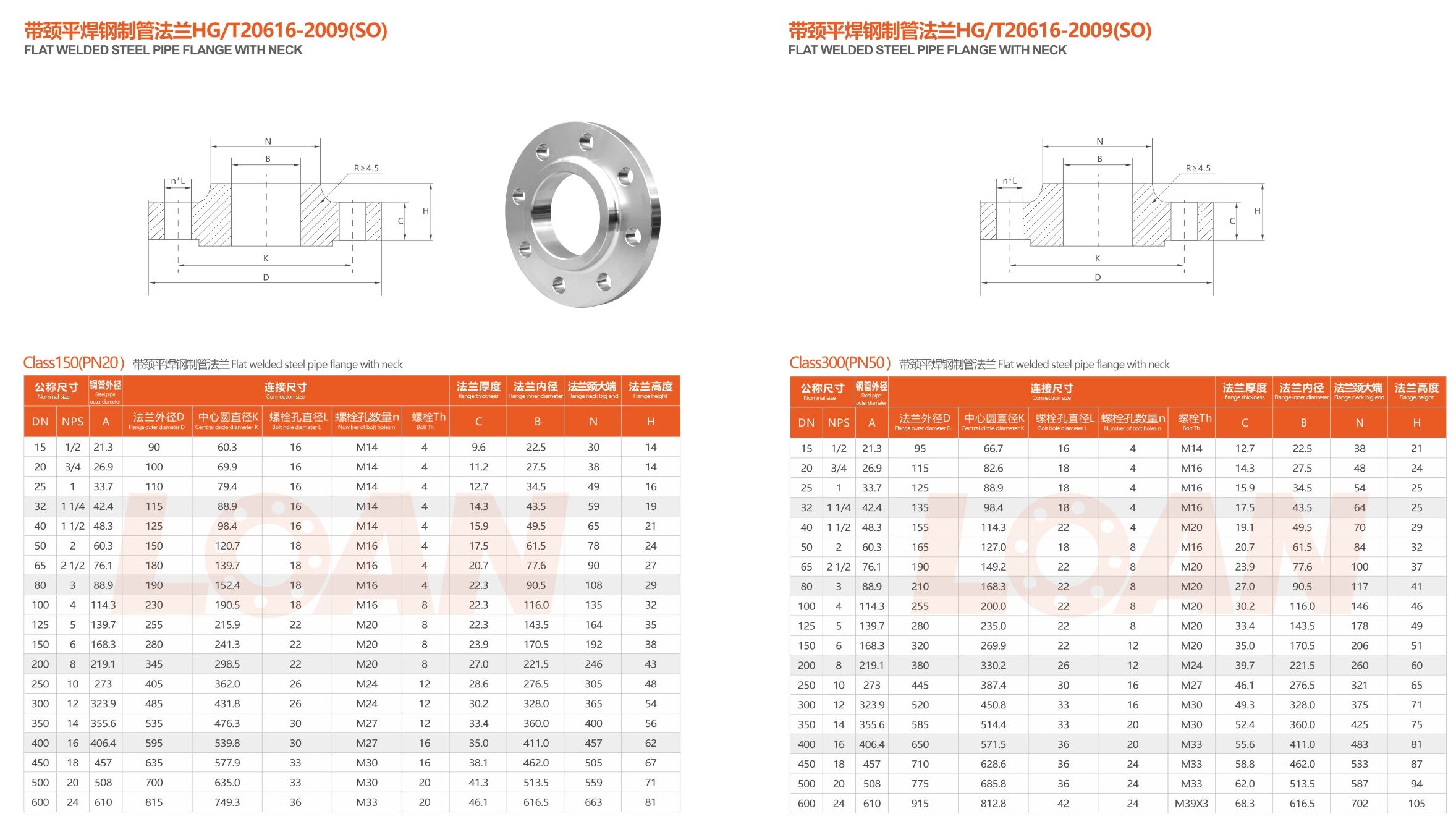
Aşağıdaki tablolar ASME B16.5'e göre Slip-On flanşlar için kritik boyutları sağlar / HG/T20616 standartları. Tüm ölçüler milimetre cinsindendir (mm) aksi belirtilmedikçe.
Matris A: ASME Sınıfı 150 (PN20) Geçmeli Flanş
| NPS (İnç) | Boru Dış Çapı (A) | Flanş dış çapı (D) | PCD (K) | Cıvata Delikleri (n) | Kalın (C) | Onun İçi (B) | Onunla iletişime geç (n) | Yükseklik ('H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 90 | 60.3 | 4 | 9.6 | 22.5 | 30 | 14 |
| 3/4″ | 26.9 | 100 | 69.9 | 4 | 11.2 | 27.5 | 38 | 14 |
| 1″ | 33.7 | 110 | 79.4 | 4 | 12.7 | 34.5 | 49 | 16 |
| 2″ | 60.3 | 150 | 120.7 | 4 | 17.5 | 61.5 | 78 | 24 |
| 4″ | 114.3 | 230 | 190.5 | 8 | 22.3 | 116.0 | 135 | 32 |
| 8″ | 219.1 | 345 | 298.5 | 8 | 27.0 | 221.5 | 246 | 43 |
| 12″ | 323.9 | 485 | 431.8 | 12 | 30.2 | 328.0 | 365 | 54 |
Matris B: ASME Sınıfı 300 (PN50) Geçmeli Flanş
| NPS (İnç) | Boru Dış Çapı (A) | Flanş dış çapı (D) | PCD (K) | Cıvata Delikleri (n) | Kalın (C) | Onun İçi (B) | Onunla iletişime geç (n) | Yükseklik ('H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 95 | 66.7 | 4 | 12.7 | 22.5 | 38 | 21 |
| 1″ | 33.7 | 125 | 88.9 | 4 | 15.9 | 34.5 | 54 | 25 |
| 3″ | 88.9 | 210 | 168.3 | 8 | 27.0 | 90.5 | 117 | 41 |
| 6″ | 168.3 | 320 | 269.9 | 12 | 35.0 | 170.5 | 206 | 51 |
| 10″ | 273.0 | 445 | 387.4 | 16 | 46.1 | 276.5 | 321 | 65 |
Matris C: ASME Sınıfı 600 (PN110) Geçmeli Flanş
| NPS (İnç) | Boru Dış Çapı (A) | Flanş dış çapı (D) | PCD (K) | Cıvata Delikleri (n) | Kalın (C) | Onun İçi (B) | Onunla iletişime geç (n) | Yükseklik ('H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 95 | 66.7 | 4 | 14.3 | 22.5 | 38 | 22 |
| 2″ | 60.3 | 165 | 127.0 | 8 | 25.4 | 61.5 | 84 | 37 |
| 4″ | 114.3 | 275 | 215.9 | 8 | 38.1 | 116.0 | 152 | 54 |
| 8″ | 219.1 | 420 | 349.2 | 12 | 55.6 | 221.5 | 273 | 76 |
| 12″ | 323.9 | 560 | 489.0 | 20 | 66.7 | 328.0 | 400 | 92 |
daha fazla veri tablosu
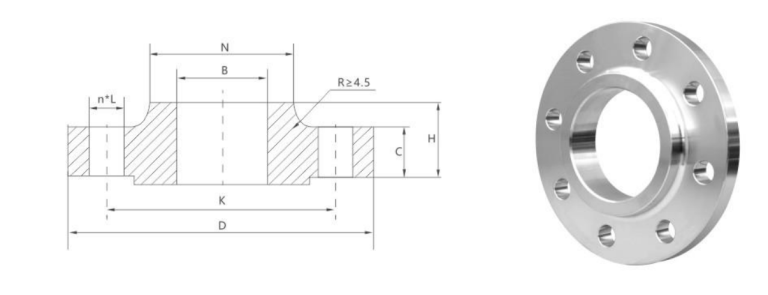
4. Doğru Kurulum ve Kaynak Prosedürleri
Slip-On flanş bağlantısının güvenilirliği tamamen köşe kaynaklarının kalitesine bağlıdır. Standart uygulama iki kaynak gerektirir:
Dış Köşe Kaynağı
Borunun flanş göbeğinden çıktığı bağlantı noktasında uygulanır. Bu kaynak birincil yapısal gücü sağlar ve mekanik titreşime karşı direnç gösterir.
İç Köşe Kaynağı
Boru ucunun yüzeyle buluştuğu flanş deliğinin içine uygulanır. Bu kaynak, medyanın boru ile flanş deliği arasındaki boşluğa girmesini önler, hafifletici çatlak korozyonu.
5. Endüstriyel Uygulamalar & Sektöre Uygunluk
Slip-On flanşlar, mutlak yorulma direncinden ziyade hızlı inşaat ve düşük başlangıç maliyetine öncelik verilen endüstrilerde tercih edilir.
| Sektör | Uygulama Ayrıntıları |
|---|---|
| Su arıtma | Belediye su temin hatları ve alçak basınçlı soğutma sistemleri. |
| Petrokimya | Depolama tankı nozul bağlantıları ve kritik olmayan proses hatları. |
| HVAC & Yardımcı programlar | Basınçlı hava sistemleri, buhar yoğunlaşması, ve bina yangınından korunma. |
| Tank İmalatı | Atmosfer depolama kapları için geniş çaplı bağlantılar. |
Güvenilir Slip-On Flanş İmalatı
NPS 1/2 boyutlarında mevcuttur″ 24-″ (ve daha büyük) tüm basınç sınıflarında. ISO 9001:2015 Sertifikalı Üretim.
Anahtar kelimeler: Geçmeli Flanş, SO Flanş Boyutları, Sınıf 150 Geçmeli Flanş, Paslanmaz Çelik Geçmeli Flanş, HG/T20592 SO Flanş, ASME B16.5 Boyutlar.
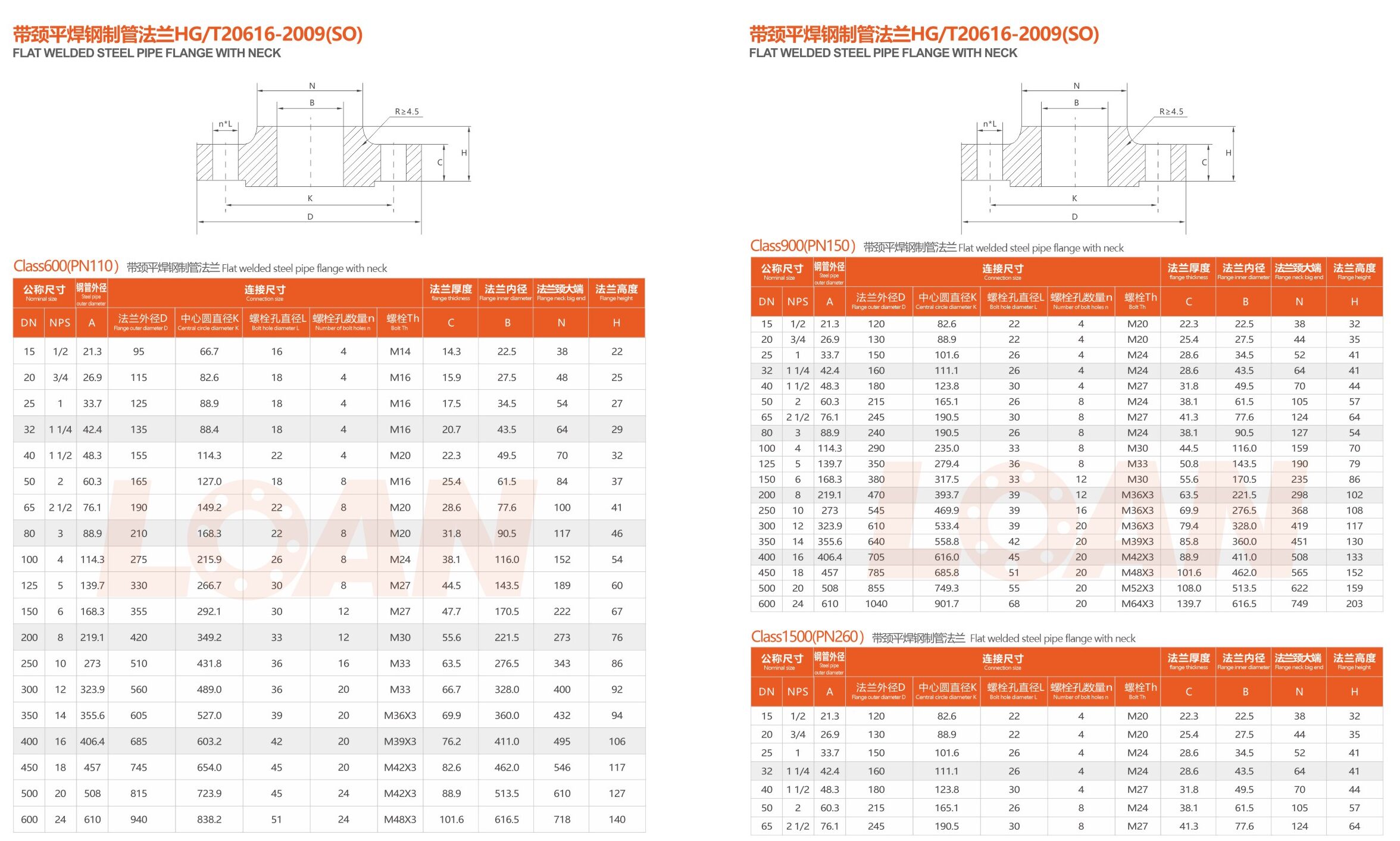
6. Yüksek Basınçlı Boyutlu Matrisler (Sınıf 900 – 1500)
Daha yüksek basınç sınıflarında Slip-On flanşlar (Sınıf 900 ve 1500) aşırı mekanik stres altında conta bütünlüğünü korumak için önemli ölçüde artırılmış kalınlıklar ve daha büyük cıvatalama desenleri ile tasarlanmıştır.
Matris D: ASME Sınıfı 900 (PN150) Geçmeli Flanş
| NPS (İnç) | Boru Dış Çapı (A) | Flanş dış çapı (D) | PCD (K) | Cıvata Delikleri (n) | Kalın (C) | Onun İçi (B) | Onunla iletişime geç (n) | Yükseklik ('H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 120 | 82.6 | 4 | 22.3 | 22.5 | 38 | 32 |
| 1″ | 33.7 | 150 | 101.6 | 4 | 28.6 | 34.5 | 52 | 41 |
| 2″ | 60.3 | 215 | 165.1 | 8 | 38.1 | 61.5 | 105 | 57 |
| 4″ | 114.3 | 290 | 235.0 | 8 | 44.5 | 116.0 | 159 | 70 |
| 8″ | 219.1 | 470 | 393.7 | 12 | 63.5 | 221.5 | 298 | 102 |
| 12″ | 323.9 | 610 | 533.4 | 20 | 79.4 | 328.0 | 419 | 117 |
| 24″ | 610.0 | 1040 | 901.7 | 20 | 139.7 | 616.5 | 749 | 203 |
Matris E: ASME Sınıfı 1500 (PN250) Geçmeli Flanş
| NPS (İnç) | Boru Dış Çapı (A) | Flanş dış çapı (D) | PCD (K) | Cıvata Delikleri (n) | Kalın (C) | Onun İçi (B) | Onunla iletişime geç (n) | Yükseklik ('H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 120 | 82.6 | 4 | 22.3 | 22.5 | 38 | 32 |
| 3/4″ | 26.9 | 130 | 88.9 | 4 | 25.4 | 27.5 | 44 | 35 |
| 1″ | 33.7 | 150 | 101.6 | 4 | 28.6 | 34.5 | 52 | 41 |
| 1 1/2″ | 48.3 | 180 | 123.8 | 4 | 31.8 | 49.5 | 70 | 44 |
| 2 1/2″ | 76.1 | 245 | 190.5 | 8 | 41.3 | 77.6 | 124 | 64 |
7. Slip-On vs. Kaynak boynu: Mühendislik Takasları
Aralarında seçim yaparken Kayma (BU YÜZDEN) Ve bir Kaynak boynu (WN) Flanş, mühendislik ekipleri projenin belirli yorulma ömrünü ve kurulum maliyetlerini değerlendirmelidir.
| Kriterler | Kayma (BU YÜZDEN) | Kaynak boynu (WN) |
|---|---|---|
| Başlangıç maliyeti | Daha düşük (yaklaşık. 1/3 daha az malzeme/dövme) | Daha yüksek (hub karmaşıklığı nedeniyle) |
| Kurulum | Daha kolay hizalama; gereklilikler 2 dolgu kaynakları | Hassas hizalama gerekli; gereklilikler 1 alın kaynağı |
| Yorgunluk Ömrü | Kaynak Boyunlu flanşın ~1/3'ünde hesaplanır | Titreşime ve strese karşı üstün direnç |
| Akış Deseni | Dahili adım nedeniyle türbülans yaratabilir | Boru deliğine uygun yumuşak geçiş |
8. yalıtım borusu & Metroloji Standartları
sağlamak için 100% ASME/DIN spesifikasyonlarına uygunluk, her Slip-On flanşı çok aşamalı bir denetim protokolünden geçer:
- Boyutlu muayene: Deliğin Doğrulanması (B), Göbek Çapı (n), ve Flanş Kalınlığı (C) kalibre edilmiş dijital kumpaslar kullanma.
- Yüzey Kaplama Metrolojisi: Yükseltilmiş Yüzün görsel ve mekanik doğrulaması (RF) sona ermek, tipik olarak 125-250 mikro-inç AARH arası hedeflenir.
- Kimyasal PMI: X-ışını floresansı yoluyla Pozitif Malzeme Tanımlaması (XRF) F316L veya F51 gibi alaşım kalitelerini onaylamak için.
- Tahribatsız test (NDT): Yüksek gerilimli göbek bölgelerindeki yüzey altı kalıntılarını belirlemek için talep üzerine boya penetrant veya ultrasonik test.
Mühendislik Danışmanlığı Mevcuttur
Özel delik boyutları da dahil olmak üzere özel gereksinimler için, standart dışı kaplama, veya yüksek alaşım gereksinimleri (İnkonel, Monel, Hastelloy), teknik departmanımız tam tasarım desteği sağlar.
9. Kimyasal bileşimi & Metalurjik Gereksinimler
Aşındırıcı ortamlarda Slip-On flanşının güvenilirliği alaşım elementleri tarafından belirlenir. Aşağıdaki veriler, SO flanş dövmesinde kullanılan standart paslanmaz ve karbon çelik kaliteleri için maksimum ağırlık yüzdelerini temsil eder.
Tablo 3: Yaygın Flanş Malzemelerinin Kimyasal Analizi
| Sınıf (ASTM) | C (Max) | MN (Max) | CR | Ni | sen |
|---|---|---|---|---|---|
| A105 (Karbon) | 0.35 | 1.05 | – | – | – |
| F304 (SS) | 0.08 | 2.00 | 18.0-20.0 | 8.0-10.5 | – |
| F316L (SS) | 0.03 | 2.00 | 16.0-18.0 | 10.0-14.0 | 2.0-3.0 |
| F51 (Çift yönlü) | 0.03 | 2.00 | 21.0-23.0 | 4.5-6.5 | 2.5-3.5 |
10. Mekanik Performans Özellikleri
Slip-On flanşlar, bir boru ağının dahili hidrostatik basınçlarına ve harici cıvatalama yüklerine dayanacak şekilde belirli çekme ve akma mukavemetleri göstermelidir..
Tablo 4: Mekanik Özellik Minimumları
| özellik | ASTM A105 | ASTM A182 F304 | ASTM A182 F316L |
|---|---|---|---|
| Çekme dayanımı (MPa) | 485 dk | 515 dk | 485 dk |
| Verim gücü (MPa) | 250 dk | 205 dk | 170 dk |
| Kopma uzaması (%) | 22 dk | 30 dk | 30 dk |
| Sertlik (HBW) | ≤ 187 | ≤ 201 | ≤ 201 |
11. Lojistik için Ağırlık Referans Tablosu
Aşağıdaki ağırlıklar teorik tahminlerdir: ASME B16.5 Geçmeli Flanşlar Yükseltilmiş Yüz ile (RF). Bu değerler navlun maliyetlerinin ve yapısal destek gereksinimlerinin hesaplanması için gereklidir..
Tablo 5: Tahmini Ağırlıklar (kg) Basınç Sınıfı başına
| NPS (Boyutu) | Sınıf 150 | Sınıf 300 | Sınıf 600 | Sınıf 1500 |
|---|---|---|---|---|
| 1/2″ | 0.5 | 0.9 | 1.1 | 3.5 |
| 1″ | 1.1 | 1.6 | 2.6 | 4.5 |
| 2″ | 2.5 | 3.4 | 5.1 | 12.5 |
| 4″ | 6.4 | 10.5 | 19.5 | 35.5 |
| 6″ | 9.5 | 18.0 | 35.0 | 75.0 |
| 12″ | 40.0 | 55.0 | 110.0 | 305.0 |
12. Gerekli Tedarik Şartnameleri
Hızlı ve doğru bir şekilde yerine getirilmesini sağlamak için, lütfen aşağıdaki parametreleri RFQ'nuza ekleyin:
- Nominal boru boyutu (NPS)
- Basınç Derecesi (Sınıf)
- Yüz Tipi (RF, FF, RTJ)
- Malzeme Şartnamesi (ASTM/ASME)
- Sondaj Programı (Örneğin., Sch 40S)
- Miktar & Yüzey Kaplama
###SINIF 150###
| Su verme ve yüksek sıcaklıkta tavlama ile birleştirilen ısıl işlem, geleneksel olarak su verme ve tavlama olarak adlandırılır. | Çelik Boru dış çapı | Bağlantı boyutu | flanş kalınlığı | flanş iç çapı | flanş boynu büyük uç | flanş yüksekliği | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Flanş dış çapı D | Merkezi daire çapı K | Cıvata deliği çapı L | Cıvata deliği sayısı n | Cıvata Th | C | B | n | 'H |
| 15 | 1/2 | 21.3 | 90 | 60.3 | 16 | 4 | M14 | 9.6 | 22.5 | 30 | 14 |
| 20 | 3/4 | 26.9 | 100 | 69.9 | 16 | 4 | M14 | 11.2 | 27.5 | 38 | 14 |
| 25 | 1 | 33.7 | 110 | 79.4 | 16 | 4 | M14 | 12.7 | 34.5 | 49 | 16 |
| 32 | 1 1/4 | 42.4 | 115 | 88.9 | 16 | 4 | M14 | 14.3 | 43.5 | 59 | 19 |
| 40 | 1 1/2 | 48.3 | 125 | 98.4 | 16 | 4 | M14 | 15.9 | 49.5 | 65 | 21 |
| 50 | 2 | 60.3 | 150 | 120.7 | 18 | 4 | M16 | 17.5 | 61.5 | 78 | 24 |
| 65 | 2 1/2 | 76.1 | 180 | 139.7 | 18 | 4 | M16 | 20.7 | 77.6 | 90 | 27 |
| 80 | 3 | 88.9 | 190 | 152.4 | 18 | 4 | M16 | 22.3 | 90.5 | 108 | 29 |
| 100 | 4 | 114.3 | 230 | 190.5 | 18 | 8 | M16 | 22.3 | 116.0 | 135 | 32 |
| 125 | 5 | 139.7 | 255 | 215.9 | 22 | 8 | M20 | 22.3 | 143.5 | 164 | 35 |
| 150 | 6 | 168.3 | 280 | 241.3 | 22 | 8 | M20 | 23.9 | 170.5 | 192 | 38 |
| 200 | 8 | 219.1 | 345 | 298.5 | 22 | 8 | M20 | 27.0 | 221.5 | 246 | 43 |
| 250 | 10 | 273.0 | 405 | 362 | 26 | 12 | M24 | 28.6 | 276.5 | 305 | 48 |
| 300 | 12 | 323.9 | 485 | 431.8 | 26 | 12 | M24 | 30.2 | 328.0 | 365 | 54 |
| 350 | 14 | 355.6 | 535 | 476.3 | 30 | 12 | M27 | 33.4 | 360.0 | 400 | 56 |
| 400 | 16 | 406.4 | 595 | 539.8 | 30 | 16 | M27 | 35.0 | 411.0 | 457 | 62 |
| 450 | 18 | 457 | 635 | 577.9 | 33 | 16 | M30 | 38.1 | 462.0 | 505 | 67 |
| 500 | 20 | 508 | 700 | 635 | 33 | 20 | M30 | 41.3 | 513.5 | 559 | 71 |
| 600 | 24 | 610 | 815 | 749.3 | 36 | 20 | M33 | 46.1 | 616.5 | 663 | 81 |
###SINIF 300###
| Su verme ve yüksek sıcaklıkta tavlama ile birleştirilen ısıl işlem, geleneksel olarak su verme ve tavlama olarak adlandırılır. | Çelik Boru dış çapı | Bağlantı boyutu | flanş kalınlığı | flanş iç çapı | flanş boynu büyük uç | flanş yüksekliği | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Flanş dış çapı D | Merkezi daire çapı K | Cıvata deliği çapı L | Cıvata deliği sayısı n | Cıvata Th | C | B | n | 'H |
| 15 | 1/2 | 21.3 | 95 | 66.7 | 16 | 4 | M14 | 12.7 | 22.5 | 38 | 21 |
| 20 | 3/4 | 26.9 | 115 | 82.6 | 18 | 4 | M16 | 14.3 | 27.5 | 48 | 24 |
| 25 | 1 | 33.7 | 125 | 88.9 | 18 | 4 | M16 | 15.9 | 34.5 | 54 | 25 |
| 32 | 1 1/4 | 42.4 | 135 | 98.4 | 18 | 4 | M16 | 17.5 | 43.5 | 64 | 25 |
| 40 | 1 1/2 | 48.3 | 155 | 114.3 | 22 | 4 | M20 | 19.1 | 49.5 | 70 | 29 |
| 50 | 2 | 60.3 | 165 | 127 | 18 | 8 | M16 | 20.7 | 61.5 | 84 | 32 |
| 65 | 2 1/2 | 76.1 | 190 | 149.2 | 22 | 8 | M20 | 23.9 | 77.6 | 100 | 37 |
| 80 | 3 | 88.9 | 210 | 168.3 | 22 | 8 | M20 | 27 | 90.5 | 117 | 41 |
| 100 | 4 | 114.3 | 255 | 200 | 22 | 8 | M20 | 30.2 | 116 | 146 | 46 |
| 125 | 5 | 139.7 | 280 | 235 | 22 | 8 | M20 | 33.4 | 143.5 | 178 | 49 |
| 150 | 6 | 168.3 | 320 | 269.9 | 22 | 12 | M20 | 35 | 170.5 | 206 | 51 |
| 200 | 8 | 219.1 | 380 | 330.2 | 26 | 12 | M24 | 39.7 | 221.5 | 260 | 60 |
| 250 | 10 | 273 | 445 | 387.4 | 30 | 16 | M27 | 46.1 | 276.5 | 321 | 65 |
| 300 | 12 | 323.9 | 520 | 450.8 | 33 | 16 | M30 | 49.3 | 328 | 375 | 71 |
| 350 | 14 | 355.6 | 585 | 514.4 | 33 | 20 | M30 | 52.4 | 360 | 425 | 75 |
| 400 | 16 | 406.4 | 650 | 571.5 | 36 | 20 | M33 | 55.6 | 411 | 483 | 81 |
| 450 | 18 | 457 | 710 | 628.6 | 36 | 24 | M33 | 58.8 | 462 | 533 | 87 |
| 500 | 20 | 508 | 775 | 685.8 | 36 | 24 | M33 | 62 | 513.5 | 587 | 94 |
| 600 | 24 | 610 | 915 | 812.8 | 42 | 24 | M39X3 | 68.3 | 616.5 | 702 | 105 |
###SINIF 600###
| Su verme ve yüksek sıcaklıkta tavlama ile birleştirilen ısıl işlem, geleneksel olarak su verme ve tavlama olarak adlandırılır. | Çelik Boru dış çapı | Bağlantı boyutu | flanş kalınlığı | flanş iç çapı | flanş boynu büyük uç | flanş yüksekliği | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Flanş dış çapı D | Merkezi daire çapı K | Cıvata deliği çapı L | Cıvata deliği sayısı n | Cıvata Th | C | B | n | 'H |
| 15 | 1/2 | 21.3 | 95 | 66.7 | 16 | 4 | M14 | 14.3 | 22.5 | 38 | 22 |
| 20 | 3/4 | 26.9 | 115 | 82.6 | 18 | 4 | M16 | 15.9 | 27.5 | 48 | 25 |
| 25 | 1 | 33.7 | 125 | 88.9 | 18 | 4 | M16 | 17.5 | 34.5 | 54 | 27 |
| 32 | 1 1/4 | 42.4 | 135 | 88.4 | 18 | 4 | M16 | 20.7 | 43.5 | 64 | 29 |
| 40 | 1 1/2 | 48.3 | 155 | 114.3 | 22 | 4 | M20 | 22.3 | 49.5 | 70 | 32 |
| 50 | 2 | 60.3 | 165 | 127 | 18 | 8 | M16 | 25.4 | 61.5 | 84 | 37 |
| 65 | 2 1/2 | 76.1 | 190 | 149.2 | 22 | 8 | M20 | 28.6 | 77.6 | 100 | 41 |
| 80 | 3 | 88.9 | 210 | 168.3 | 22 | 8 | M20 | 31.8 | 90.5 | 117 | 46 |
| 100 | 4 | 114.3 | 275 | 215.9 | 26 | 8 | M24 | 38.1 | 116 | 152 | 54 |
| 125 | 5 | 139.7 | 330 | 266.7 | 30 | 8 | M27 | 44.5 | 143.5 | 189 | 60 |
| 150 | 6 | 168.3 | 355 | 292.1 | 30 | 12 | M27 | 47.7 | 170.5 | 222 | 67 |
| 200 | 8 | 219.1 | 420 | 349.2 | 33 | 12 | M30 | 55.6 | 221.5 | 273 | 76 |
| 250 | 10 | 273 | 510 | 431.8 | 36 | 16 | M33 | 63.5 | 276.5 | 343 | 86 |
| 300 | 12 | 323.9 | 560 | 489 | 36 | 20 | M33 | 66.7 | 328 | 400 | 92 |
| 350 | 14 | 355.6 | 605 | 527 | 39 | 20 | M36X3 | 69.9 | 360 | 432 | 94 |
| 400 | 16 | 406.4 | 685 | 603.2 | 42 | 20 | M39X3 | 76.2 | 411 | 495 | 106 |
| 450 | 18 | 457 | 745 | 654 | 45 | 20 | M42X3 | 82.6 | 462 | 546 | 117 |
| 500 | 20 | 508 | 815 | 723.9 | 45 | 24 | M42X3 | 88.9 | 513.5 | 610 | 127 |
| 600 | 24 | 610 | 940 | 838.2 | 51 | 24 | M48X3 | 101.6 | 616.5 | 718 | 140 |
###SINIF 900###
| Su verme ve yüksek sıcaklıkta tavlama ile birleştirilen ısıl işlem, geleneksel olarak su verme ve tavlama olarak adlandırılır. | Çelik Boru dış çapı | Bağlantı boyutu | flanş kalınlığı | flanş iç çapı | flanş boynu büyük uç | flanş yüksekliği | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Flanş dış çapı D | Merkezi daire çapı K | Cıvata deliği çapı L | Cıvata deliği sayısı n | Cıvata Th | C | B | n | 'H |
| 15 | 1/2 | 21.3 | 120 | 82.6 | 22 | 4 | M20 | 22.3 | 22.5 | 38 | 32 |
| 20 | 3/4 | 26.9 | 130 | 88.9 | 22 | 4 | M20 | 25.4 | 27.5 | 44 | 35 |
| 25 | 1 | 33.7 | 150 | 101.6 | 26 | 4 | M24 | 28.6 | 34.5 | 52 | 41 |
| 32 | 1 1/4 | 42.4 | 160 | 111.1 | 26 | 4 | M24 | 28.6 | 43.5 | 64 | 41 |
| 40 | 1 1/2 | 48.3 | 180 | 123.8 | 30 | 4 | M27 | 31.8 | 49.5 | 70 | 44 |
| 50 | 2 | 60.3 | 215 | 165.1 | 26 | 8 | M24 | 38.1 | 61.5 | 105 | 57 |
| 65 | 2 1/2 | 76.1 | 245 | 190.5 | 30 | 8 | M27 | 41.3 | 77.6 | 124 | 64 |
| 80 | 3 | 88.9 | 240 | 190.5 | 26 | 8 | M24 | 38.1 | 90.5 | 127 | 54 |
| 100 | 4 | 114.3 | 290 | 235 | 33 | 8 | M30 | 44.5 | 116 | 159 | 70 |
| 125 | 5 | 139.7 | 350 | 279.4 | 36 | 8 | M33 | 50.8 | 143.5 | 190 | 79 |
| 150 | 6 | 168.3 | 380 | 317.5 | 33 | 12 | M30 | 55.6 | 170.5 | 235 | 86 |
| 200 | 8 | 219.1 | 470 | 393.7 | 39 | 12 | M36X3 | 63.5 | 221.5 | 298 | 102 |
| 250 | 10 | 273 | 545 | 469.9 | 39 | 16 | M36X3 | 69.9 | 276.5 | 368 | 108 |
| 300 | 12 | 323.9 | 610 | 533.4 | 39 | 20 | M36X3 | 79.4 | 328 | 419 | 117 |
| 350 | 14 | 355.6 | 640 | 558.8 | 42 | 20 | M39X3 | 85.8 | 360 | 451 | 130 |
| 400 | 16 | 406.4 | 705 | 616 | 45 | 20 | M42X3 | 88.9 | 411 | 508 | 133 |
| 450 | 18 | 457 | 785 | 685.8 | 51 | 20 | M48X3 | 101.6 | 462 | 565 | 152 |
| 500 | 20 | 508 | 855 | 749.3 | 55 | 20 | M52X3 | 108 | 513.5 | 622 | 159 |
| 600 | 24 | 610 | 1040 | 901.7 | 68 | 20 | M64X3 | 139.7 | 616.5 | 749 | 203 |
###SINIF 1500###
| Su verme ve yüksek sıcaklıkta tavlama ile birleştirilen ısıl işlem, geleneksel olarak su verme ve tavlama olarak adlandırılır. | Çelik Boru dış çapı | Bağlantı boyutu | flanş kalınlığı | flanş iç çapı | flanş boynu büyük uç | flanş yüksekliği | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Flanş dış çapı D | Merkezi daire çapı K | Cıvata deliği çapı L | Cıvata deliği sayısı n | Cıvata Th | C | B | n | 'H |
| 15 | 1/2 | 21.3 | 120 | 82.6 | 22 | 4 | M20 | 22.3 | 22.5 | 38 | 32 |
| 20 | 3/4 | 26.9 | 130 | 88.9 | 22 | 4 | M20 | 25.4 | 27.5 | 44 | 35 |
| 25 | 1 | 33.7 | 150 | 101.6 | 26 | 4 | M24 | 28.6 | 34.5 | 52 | 41 |
| 32 | 1 1/4 | 42.4 | 160 | 111.1 | 26 | 4 | M24 | 28.6 | 43.5 | 64 | 41 |
| 40 | 1 1/2 | 48.3 | 180 | 123.8 | 30 | 4 | M27 | 31.8 | 49.5 | 70 | 44 |
| 50 | 2 | 60.3 | 215 | 165.1 | 26 | 8 | M24 | 38.1 | 61.5 | 105 | 57 |
| 65 | 2 1/2 | 76.1 | 245 | 190.5 | 30 | 8 | M27 | 41.3 | 77.6 | 124 | 64 |
🔧 Geçmeli Flanşlar
Yaygın Sorunlar & Çözümler
1. Cıvata sıkıldıktan sonra contada sürekli sızıntı — neden hala sızıntı yapıyor?
yüksek frekans
📌 Ana neden: Slip-On flanşlar çift taraflı köşe kaynakları gerektirir (iç + dış). Kaynak distorsiyonu, Sızdırmazlık yüzeyinin eğrilmesine neden olan aşırı kaynak yüksekliği, veya yetersiz boru yerleştirme derinliği, contanın eşit şekilde sıkıştırılmasını önler. Düzensiz cıvata ön yüklemesi ve yanlış conta seçimi de katkıda bulunur.
✅ Profesyonel karşı önlemler:
- ✔ Boru yerleştirme derinliğinin standartlara uygun olduğundan emin olun (tipik olarak flanş kalınlığının ⅔'ü, cıvata deliklerini engellememek) Sızdırmazlık yüzü deformasyonu olmadan köşe kaynakları için yer bırakılması.
- ✔ Kademeli kullanın / geri adımlı kaynak sırası; Isı girişini kontrol edin ve kaynak sonrası düzlüğü kontrol edin (≤0,25 mm/m).
- ✔ Uygun contayı seçin (Örneğin., sarmal yara, esnek grafit kompozit). Tork sırasını takip edin (3~4 adım çapraz desen).
- ✔ Küçük ağlamalar için, sıcak torklama gerçekleştirin (uygunsa) veya cıvata yükünü yeniden kalibre edin; Sızdırmazlık yüzeylerinde çizik olup olmadığını kontrol edin.
2. Servis süresinden sonra flanştan boruya köşe kaynaklarında çatlaklar görünüyor (titreşim/döngü)?
📌 Arıza geçmişi: Slip-On flanşlar köşe kaynaklarına dayanır (dış + iç isteğe bağlı) WN flanşlarından daha zayıf olan. Yüksek eğilme momenti altında, titreşim veya termal döngü, Kaynak kökündeki gerilim konsantrasyonu yorulma çatlaklarına neden olabilir. Ayrıca, Yetersiz kaynak ayağı boyutu veya füzyon eksikliği arızayı hızlandırır.
✅ Sistematik çözümler:
- 🔹 ASME B31.3'e göre, dış köşe kaynak boğazı en azından boru et kalınlığına veya flanş göbeği kalınlığına eşit olmalıdır. Kritik hizmetler için, tam nüfuziyetli kaynak veya iç conta kaynağı uygulayın.
- 🔹 Yüksek titreşimli hatlar için destekler/damperler ekleyin (pistonlu kompresörler, pompa deşarjları) döngüsel stresi azaltmak için.
- 🔹 Eşleşen dolgu metalini kullanın; aşındırıcı ortamlar için, Kaynaklarda PT/MT uygulayın ve korozyona dayanıklı alaşımı göz önünde bulundurun.
- 🔹 Çatlaklar ortaya çıkarsa, evaluate repair welding or replace with Weld Neck flange for reliability.
📐 Tasarım önerisi: Sınıfın ötesindeki tasarım baskıları için 300 veya şiddetli termal geçişler, her zaman Kaynak Boyunlu flanşları tercih edin. Slip-On flanşlar ortam koşulları için en iyisidir / alçak basınç (≤ PN40 / Sınıf 150~300) kritik olmayan sistemler.
3. Aralık korozyonu / Flanş deliği ile boru dış çapı arasındaki durgun sıvı nedeniyle çukurlaşma?
📌 Mekanizma: Küçük açıklık (1~3mm) Slip-On flanş deliği ile borunun dış çapı arasında nemi veya proses sıvılarını tutabilir, Agresif bir çatlak korozyon ortamı yaratmak. Paslanmaz çelik ve karbon çeliği hassastır, özellikle klorürlerde veya asidik ortamlarda. İç tarafa sürekli kaynak yapılmamışsa, sıvı birikmesi çukurlaşmayı hızlandırır.
✅ Önleme & bakım uygulamaları:
- 🛡️ Kritik için / aşındırıcı hizmetler, uygulamak sürekli iç köşe kaynağı veya mühür kaynağı çatlak yollarını ortadan kaldırmak için.
- 🛡️ Malzemeyi yükselt (316L, Çift yönlü, veya astarlı flanşlar). Karbon çeliği için, yüksek kaliteli kaplama veya sıcak daldırma galvanizleme kullanın.
- 🛡️ Servis öncesinde, Flanş boşluğunu yüksek sıcaklık flanş sızdırmazlık maddesiyle doldurun (Örneğin., Loktit 567) sıcaklığa saygı duymak & süreç sınırları.
- 🛡️ Periyodik UT kalınlığı izleme ve proses ortamındaki klorür/su içeriğini kontrol etme.
4. Cıvata sıkıldıktan sonra flanş yüzü eğilir veya açılır, yanlış hizalamaya neden olmak?
📌 Yaygın nedenler: Slip-On flanşlar nispeten incedir ve WN flanşlarının takviye edici uzun göbeğine sahip değildir. Aşırı cıvata ön yüklemesi veya contanın ezilmesi flanşın bükülmesine neden olur (Belleville deformasyonu). Premium bağlantıların kasasını ve gaz sızdırmazlık mekanizmasını gösterir, boru ucu flanş yüzüne dik değilse veya yerleştirme derinliği değişiyorsa, dengesiz eğim meydana gelir.
✅ Hassas hizalama yöntemleri:
- 🎯 Kullanım tork anahtarı + hidrolik gergi adımlarla çapraz desenli. ASME PCC-1 tork değerlerine bakın.
- 🎯 Montajdan önce flanş yüzlerinin paralelliğini kontrol edin; dikliği sağlamak için conta telafisi veya boru eğimini yeniden işleme ile ayarlayın.
- 🎯 Büyük çaplı ince flanşlar için, konik pulları veya yük dağıtım pullarını düşünün, ve bükülme momentini azaltmak için destek desteği ekleyin.
- 🎯 Deformasyon tasarımdaki sınırları aşarsa, Basınç sınıfını yükseltin veya Kaynak Boyuna değiştirin / Bindirme Bağlantı Flanşları.
⚠️ Temel kural: Slip-On flanşlar için cıvata torku aşılmamalıdır 75% malzeme akma dayanımı; esnek grafit contalar kurulum toleranslarının karşılanmasına yardımcı olur.
5. Yüksek sıcaklıkta yanlış uygulandı / yüksek basınçlı buhar hatları, kopma riskine yol açıyor?
📌 Farkındalık açığı: Birçok mühendis, yanlış bir şekilde Slip-On flanşların, sınıf derecelendirmesi eşleştiği sürece her koşulda kullanılabileceğini varsayıyor. ancak, ASME B16.5 durumları: Şiddetli döngüsel veya aşırı yüksek sıcaklıktaki hizmetler için Slip-On flanşlar önerilmez (400°C'nin üzerindeki karbon çeliğinde önemli ölçüde mukavemet kaybı yaşanır). Köşe kaynak kökündeki gerilim konsantrasyonu ve zayıf yorulma ömrü, termal şoklar altında arızaya neden olur.
✅ Güvenli uygulama sınırları & alternatifler:
- 🏭 Uygulanabilir zarf: -29°C ila 200°C (karbon çelik), tasarım basıncı ≤ 2.0MPa (Sınıf 150) veya Sınıf 300 döngüsel olmayan yüklemeyle.
- 🏭 Yüksek basınçlı buhar için (≥1,6MPa, sıcaklık ≥250°C) veya termal yorulma koşulları, Kaynak Boyunlu flanşları kullanın ani stres geçişini ortadan kaldırmak için.
- 🏭 Alan kısıtlamaları Slip-On flanşların kullanımını zorunlu kılıyorsa, Sürünme yorgunluğu için FEA gerçekleştirin ve NDT frekansını artırın (haftalık PAUT/TOFD).
- 🏭 Boru sınıfına ve ekipman isim plakalarına kesinlikle uyun; mühendislik onayı olmadan asla değiştirmeyin.
6. Yetersiz veya aşırı boru yerleştirme derinliği neden kritik bir kusurdur??
📌 Şiddet: Slip-On flanş deliği kaydırılarak takılır. Yetersiz ekleme, uygun iç conta kaynağını önler veya köşe kaynağı kapsamını azaltır, eklemi zayıflatmak. Aşırı yerleştirme cıvata deliklerini bloke eder veya conta oturma yüzeyi üzerine çıkıntı yapar, Sızdırmazlığı tehlikeye atıyor ve akış türbülansına neden oluyor.
✅ Standart iş uygulamaları:
- 📐 ASME B31.1/B31.3'e göre, boru flanş kalınlığının yarısı ila üçte ikisi kadar yerleştirilmelidir, Boru ucundan sızdırmazlık yüzeyine kadar 3~5 mm boşluk bırakılır (conta girişimini önlemek).
- 📐 Montajdan önce boruya yerleştirme derinliğini işaretleyin ve doğrulama için derinlik ölçeri kullanın. DN ≥200 için, punta kaynağı yapın ve hizalamayı yeniden kontrol edin.
- 📐 İç kaynak erişimi engellenmişse, boru çok derine yerleştirilmiş; kes ve yeniden işle. Hizalamayı asla aşırı kaynak yaparak zorlamayın.
- 📐 Aşındırıcı ortamlar için, Ölü bölgeleri ortadan kaldırmak için boru ucunu flanş iç yüzü artı iç conta kaynağıyla yıkayın.
🔔 Kanıtlanmış gerçek: Proper insertion plus double-sided fillet welding achieves 80~90% of the mechanical strength of a weld neck flange — essential for long service life.
7. Ele geçirilen cıvatalar, bakım sırasında parçalarına ayrılamaz — yıkıcı kesime neden olur?
📌 Dış mekan/nemli ortamlarda sıklıkla: Korozyon ürünleri cıvata deliklerinde ve somun açıklıklarında birikir. İnce flanş geometrisi ile birleştirilmiştir, sökme sırasında aşırı kuvvet, flanşın bozulmasına neden olabilir. Flanş boruya kaynaklandığı için, stresi azaltmak için flanşı döndürmek imkansızdır.
✅ Bakım & önleme stratejileri:
- 🛢️ Yüksek sıcaklıkta tutukluk önleme uygulayın (nikel veya bakır bazlı) ilk montaj sırasında cıvata dişlerinde; paslanmaz cıvatalar için özel safra önleyici bileşik kullanın.
- 🛢️ Diş sıkışmasını azaltmak için flanş dış çapını artırmayı veya uzatılmış dişli ağır altıgen somunlar kullanmayı düşünün.
- 🛢️ Sökmeden önce, nüfuz edici yağlayıcı ile ıslatın, darbeli anahtarı düşük ayarda kullanın; şiddetli nöbet için, somunu 350°C'ye ısıtın (karbon çelik) ve hızla ortaya çık.
- 🛢️ Geliştirilmiş bakım kolaylığı için, paslanmaz veya kaplamalı cıvatalar kullanın ve periyodik cıvata gerginliği kontrolleri planlayın.
💡 Uç: Flanş sıkışmışsa ve korunması gerekiyorsa, diş onarım ekleri uygulanabilir, ancak özel aletler gerektirir. Kritik hatlar için yedek bindirme flanşlarını bulundurun.






İndüksiyon virajları standart viraj açılarında gelir (Örneğin. 45°, 90°, vb.) veya belirli viraj açılarında özel yapılabilir. Bileşik viraj (düzlemsiz) Tek bir boru eklemindeki virajlar da üretilebilir. Viraj yarıçapı, çapın bir fonksiyonu olarak belirtilir. Örneğin, İndüksiyon virajları için ortak viraj yarıçapı 3D'dir, 5D ve 7D, burada d nominal boru çapıdır.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Çift yönlü 2205 ve Süper Dubleks 2507 paslanmaz çelik flanşlar yüksek akma dayanımıyla karakterize edilir, tipik östenitik paslanmaz çeliklerin tavlanmış akma dayanımının iki katıdır, gibi 304 ve 316 paslanmaz çelik flanşlar. Bu nedenle, Çift yönlü 2205 ve Süper Dubleks 2507 çelik, Süper Dubleksli flanşlar için kullanılan en yaygın dubleks kalitelerinden bazılarıdır 2507 Flanşlar bu ikisinden korozyona daha dayanıklı olanıdır.